





 mechanics
mechanicsSimilar presentations:










Проектирование технологического процесса изготовления детали «Вал тихоходный» с применением САПР ТП Вертикаль
1.
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ «ЧЕЛЯБИНСКИЙ
МЕХАНИКО – ТЕХНОЛОГИЧЕСКИЙ ТЕХНИКУМ»
КУРСОВОЙ ПРОЕКТ НА ТЕМУ:
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ
ДЕТАЛИ «ВАЛ ТИХОХОДНЫЙ» С ПРИМЕНЕНИЕМ САПР ТП ВЕРТИКАЛЬ
Разработал: Гартвик Д.К. 313 группа
Руководитель: Сухарьян Т.В
г. Челябинск 2021 г.
2.
Цель КП: Разработка технологического процесса изготовлениядетали «Вал тихоходный» с применением САПР ТП Вертикаль.
Для этого нужно решить следующие задачи:
- описать конструкцию детали и выбрать материал заготовки;
- составить маршрутную карта;
- проанализировать технологичность детали;
- рассчитать режимы резания;
- определить нормы времени;
- рассчитать размеры заготовок;
- рассчитать промежуточные припуски.
3.
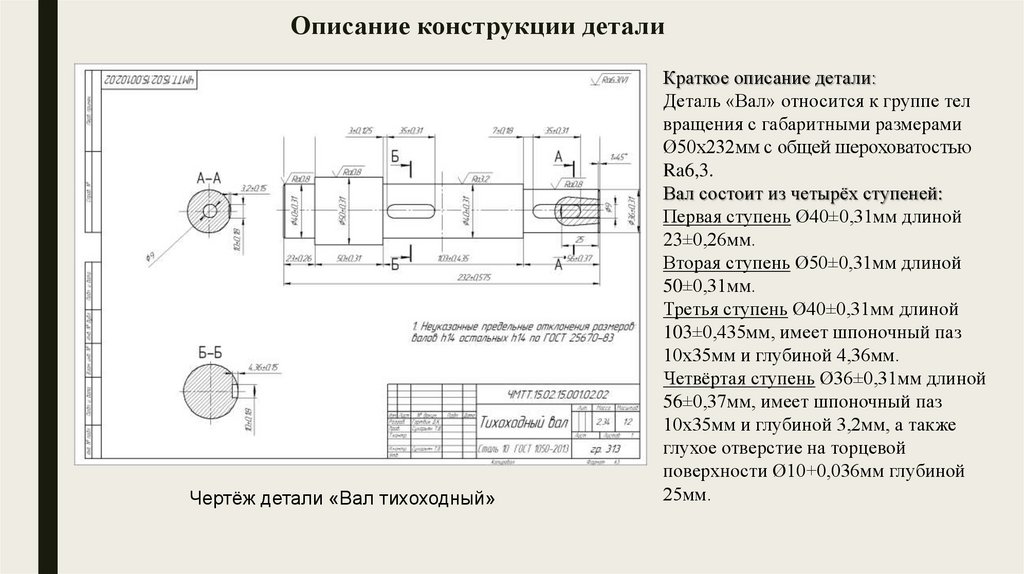
Описание конструкции деталиЧертёж детали «Вал тихоходный»
Краткое описание детали:
Деталь «Вал» относится к группе тел
вращения с габаритными размерами
Ø50х232мм с общей шероховатостью
Ra6,3.
Вал состоит из четырёх ступеней:
Первая ступень Ø40±0,31мм длиной
23±0,26мм.
Вторая ступень Ø50±0,31мм длиной
50±0,31мм.
Третья ступень Ø40±0,31мм длиной
103±0,435мм, имеет шпоночный паз
10х35мм и глубиной 4,36мм.
Четвёртая ступень Ø36±0,31мм длиной
56±0,37мм, имеет шпоночный паз
10х35мм и глубиной 3,2мм, а также
глухое отверстие на торцевой
поверхности Ø10+0,036мм глубиной
25мм.
4.
Вал - это деталь машин, предназначенная для передачикрутящего момента и восприятия действующих сил со
стороны расположенных на нём деталей и опор.
- Деталь «Вал тихоходный» в 3D
5.
Технологическая оснаска№ опер
Наименование станка
Режущий инструмент
Приспособление и
вспомогательный инструмент
Мерительный инструмент
1
2
3
4
5
005
010
015
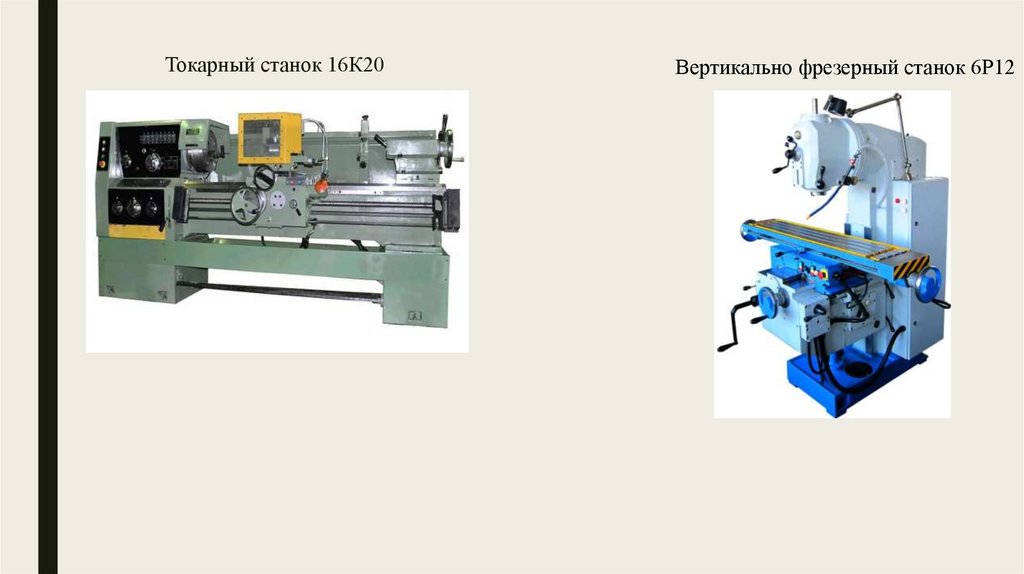
Токарный станок 16К20
Токарный станок 16К20
Вертикально фрезерный
станок 6Р12
Резец проходной упорный, резец Патрон 3-х кулачковый
подрезной
Штангенциркуль
ШЦ-I125×0,02
ГОСТ 166-80;
Микрометр МК-50 0,01 ЧИЗ
ГОСТ 6507-90;
Профилометр
ГОСТ 19300-86
Резец отогнутый,
Резец проходной упорный, резец Патрон 3-х кулачковый
подрезной
Микрометр МК-50 0,01 ЧИЗ
ГОСТ 6507-90;
Профилометр
ГОСТ 19300-86
Концевая фреза Ø10
Штангенциркуль
125×0,02
Профилометр
ГОСТ 19300-86
Фрезерное универсальное
ШЦ-I-
6.
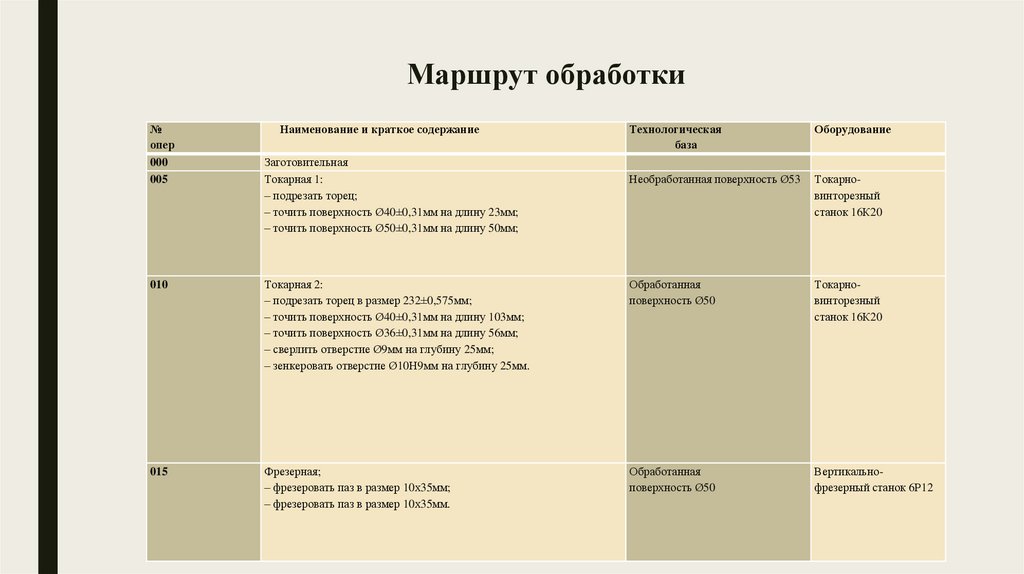
Маршрут обработки№
опер
000
005
Наименование и краткое содержание
Заготовительная
Токарная 1:
– подрезать торец;
– точить поверхность Ø40±0,31мм на длину 23мм;
– точить поверхность Ø50±0,31мм на длину 50мм;
Технологическая
база
Оборудование
Необработанная поверхность Ø53
Токарновинторезный
станок 16К20
010
Токарная 2:
– подрезать торец в размер 232±0,575мм;
– точить поверхность Ø40±0,31мм на длину 103мм;
– точить поверхность Ø36±0,31мм на длину 56мм;
– сверлить отверстие Ø9мм на глубину 25мм;
– зенкеровать отверстие Ø10Н9мм на глубину 25мм.
Обработанная
поверхность Ø50
Токарновинторезный
станок 16К20
015
Фрезерная;
– фрезеровать паз в размер 10х35мм;
– фрезеровать паз в размер 10х35мм.
Обработанная
поверхность Ø50
Вертикальнофрезерный станок 6Р12
7.
Токарный станок 16К20Вертикально фрезерный станок 6Р12
8.
Мерительный инструментПрофилометр
Штангенциркуль ШЦ-I
Микрометр МК-50
9.
1Токарная 1
1
Подрезать
торец
53
2
точить
поверхность
Ø40±0,31мм
на длину
23мм
40
точить
поверхность
Ø50±0,31мм
на длину
50мм
50
3
26
1,5
0,4
63
500
52,0
0,10
6
1
3
23
50
1,5
1,5
0,4
0,4
100
47
630
630
66,0
0,01
4
3
39,3
0,79
6
3
4
Токарная 2
1
подрезать
торец в
размер
232±0,575мм
2
5
1
53
26
1,5
0,4
63
500
52,0
0,10
6
точить
поверхность
Ø40±0,31мм на
длину 103мм
Режимы обработки
D,
мм
L,
мм
t, мм
40
103
точить
поверхность
36
Ø36±0,31мм на
длину 56мм
сверлить
отверстие
9
Ø9мм на
глубину 25мм
зенкеровать
отверстие
10
Ø10Н9мм на
глубину 25мм
Фрезерная
фрезеровать паз
в
размер 10
10х35мм
Время
машинное
ТО, мин
Кол. проходов
D, L,
S
Vр,
t, мм ,
мм мм
мм /об м/ мин
n,
мин-
Наименование
операции
Размер
Мощность, кВт
N
Режимы обработки
Мощность, кВт
N
Время
машинное
ТО, мин
Кол. проходов
№ перехода
Размер
Наименовани
е
операции
№ перехода
Технология изготовления детали «Вал тихоходный»
S,
Vр,
мм /об
м/ мин
n,
мин-1
1,5
0,4
100
630
66,04 0,01
3
56
1,5
0,2
60
630
39,62 0,01
3
25
4,5
0,1
31
500
3,0
1,06
1
25
0,5
0,05
31
500
0,73
2,12
1
35
4,4
0,15
39
1200
26,70 0,05
3
35
3,2
0,15
39
1200
26,70 0,05
3
фрезеровать паз
1
2
в
10х35мм
размер 10
10.
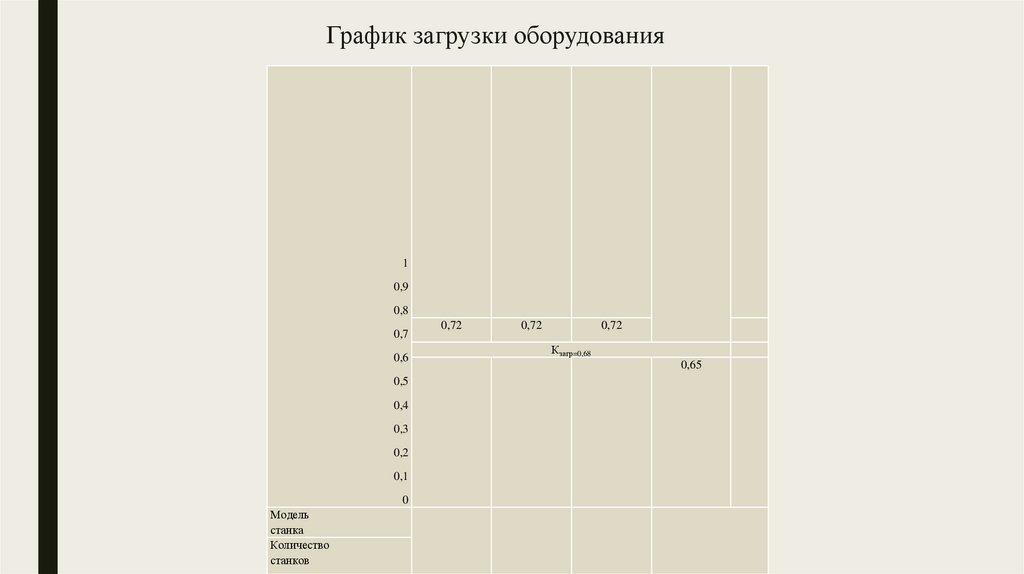
График загрузки оборудования1
0,9
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
0
Модель
станка
Количество
станков
0,72
0,72
0,72
Кзагр=0,68
0,65
11.
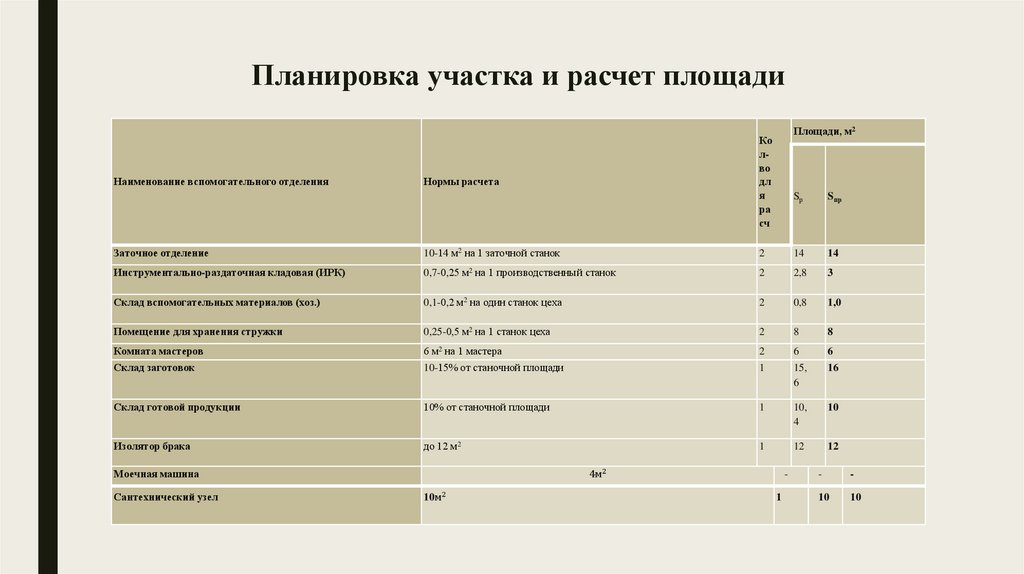
Планировка участка и расчет площадиНаименование вспомогательного отделения
Площади, м2
Ко
лво
дл
я
ра
сч
Нормы расчета
Sр
Sпр
Заточное отделение
10-14 м2 на 1 заточной станок
2
14
14
Инструментально-раздаточная кладовая (ИРК)
0,7-0,25 м2 на 1 производственный станок
2
2,8
3
Склад вспомогательных материалов (хоз.)
0,1-0,2 м2 на один станок цеха
2
0,8
1,0
Помещение для хранения стружки
0,25-0,5 м2 на 1 станок цеха
2
8
8
Комната мастеров
6 м2 на 1 мастера
2
6
6
Склад заготовок
10-15% от станочной площади
1
15,
6
16
Склад готовой продукции
10% от станочной площади
1
10,
4
10
Изолятор брака
до 12 м2
1
12
12
4м2
Моечная машина
Сантехнический узел
10м2
1
-
-
10
10
12.
Техника безопасности13.
Заключение и выводыПоставленные цель и задачи выполнены.
В работе представлены расчеты по выбору режима обработки и исходным
материалам, а также расчет заготовки, приведен расчет припусков и
допусков, рассчитана площадь участка, количество станков и коэффициент
загрузки оборудования.
В процессе работы был спроектирован маршрутно-операционный
технологический процесс, оформленный в соответствии с ЕСТД.
В процессе работы был спроектирован маршрутно-операционный
технологический процесс, оформленные в программе САПР ТП КОМПАС3D.
Рассмотрены вопросы требований техники безопасности при работе на
металлорежущих станках. Разработаны нормы времени обработки детали.