



 mechanics
mechanicsSimilar presentations:










Опиливание металла
1.
Министерство образования Нижегородской областиГосударственное бюджетное профессиональное образовательное учреждение
"Нижегородский техникум транспортного обслуживания и сервиса"
Презентация по курсу «Слесарное дело»
Тема: «ОПИЛИВАНИЕ
МЕТАЛЛА"
23.01.09 Машинист локомотива; слесарь по
ремонту подвижного состава ,помощник
машиниста электровоза
г. Нижний Новгород
2017 год
2.
Опиливаниемназывается
способ
резания, при котором осуществляется
снятие слоя материала с поверхности
заготовки с помощью напильника.
Опиливанием
придают
детали
требуемую
форму
и
размеры,
производят пригонку деталей друг к
другу при сборке.
2
3.
Ручное опиливание металла3
4.
81
2
7
6
3
4
5
1- нос
4- пятка
7- ручка
2- ребро
5- хвостовик
6- кольцо
8- длина
напильника
3- грань
5.
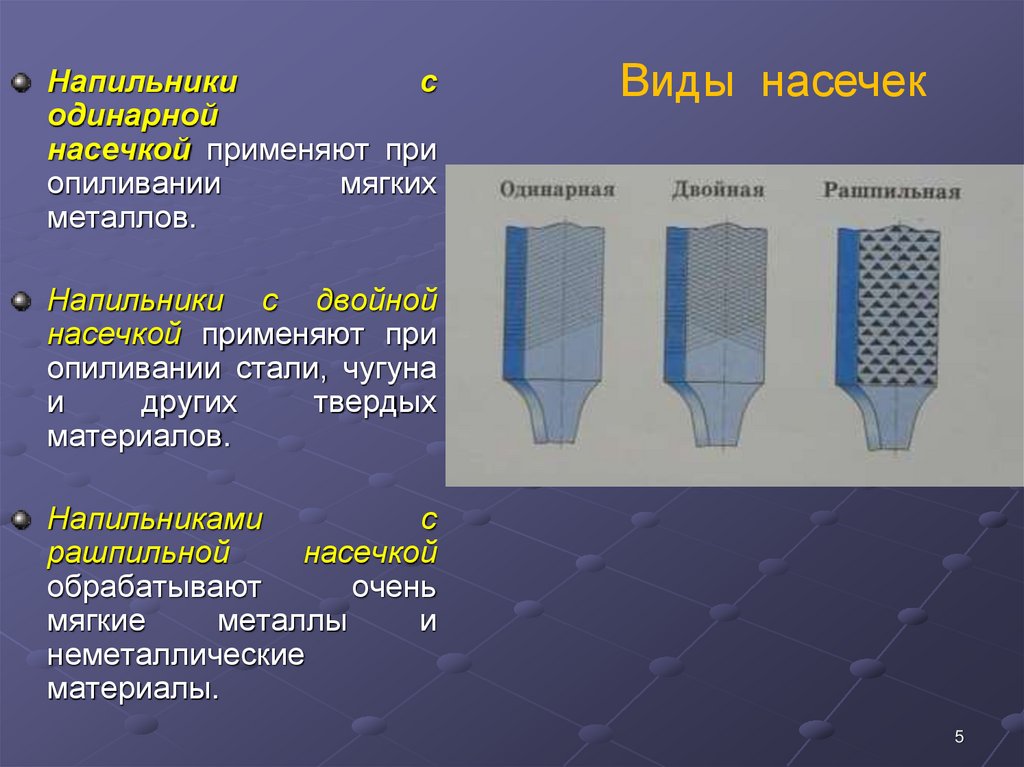
Напильникис
одинарной
насечкой применяют при
опиливании
мягких
металлов.
Виды насечек
Напильники с двойной
насечкой применяют при
опиливании стали, чугуна
и
других
твердых
материалов.
Напильниками
с
рашпильной
насечкой
обрабатывают
очень
мягкие
металлы
и
неметаллические
материалы.
5
6.
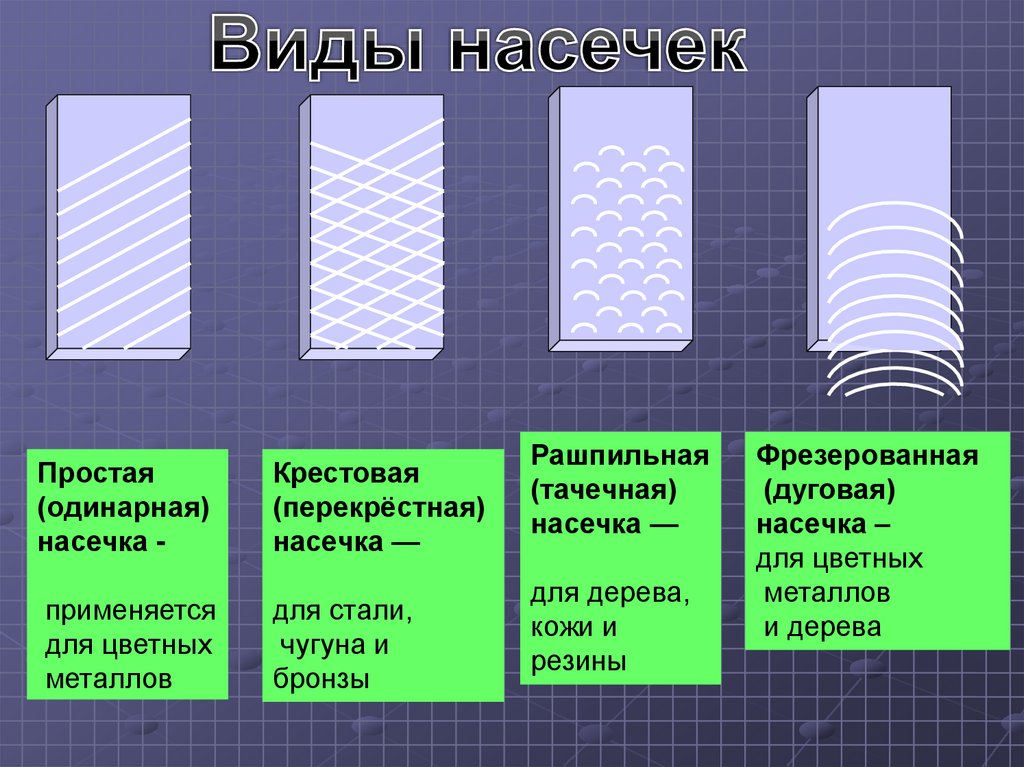
Простая(одинарная)
насечка -
Крестовая
(перекрёстная)
насечка —
применяется
для цветных
металлов
для стали,
чугуна и
бронзы
Рашпильная
(тачечная)
насечка —
для дерева,
кожи и
резины
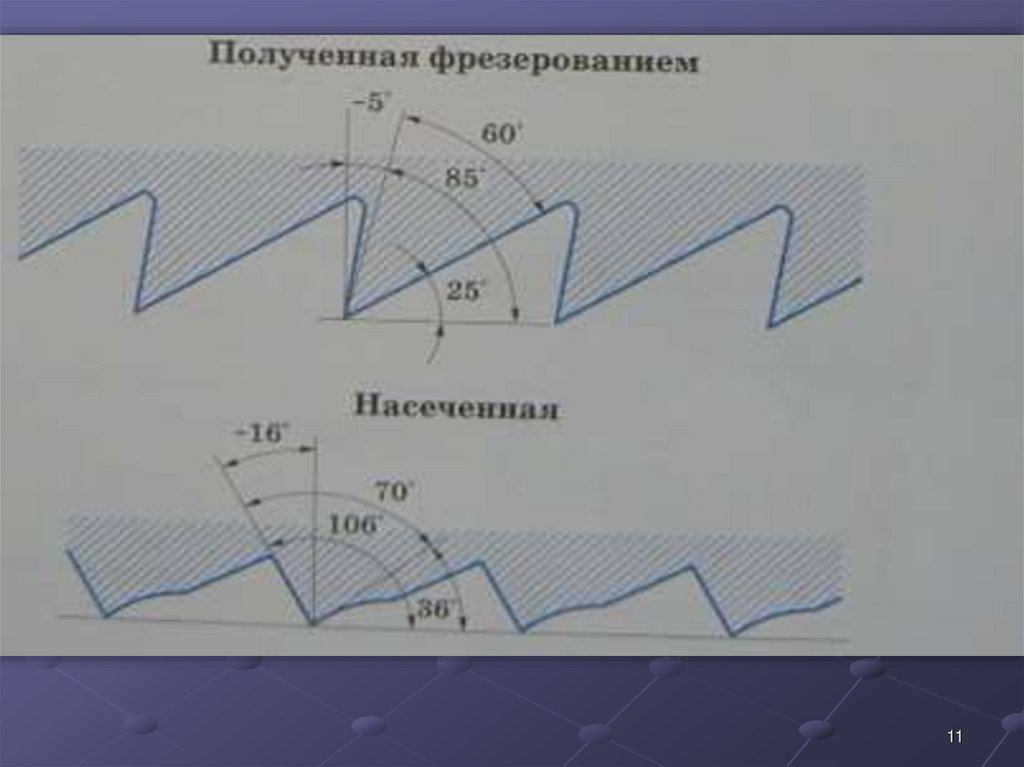
Фрезерованная
(дуговая)
насечка –
для цветных
металлов
и дерева
7.
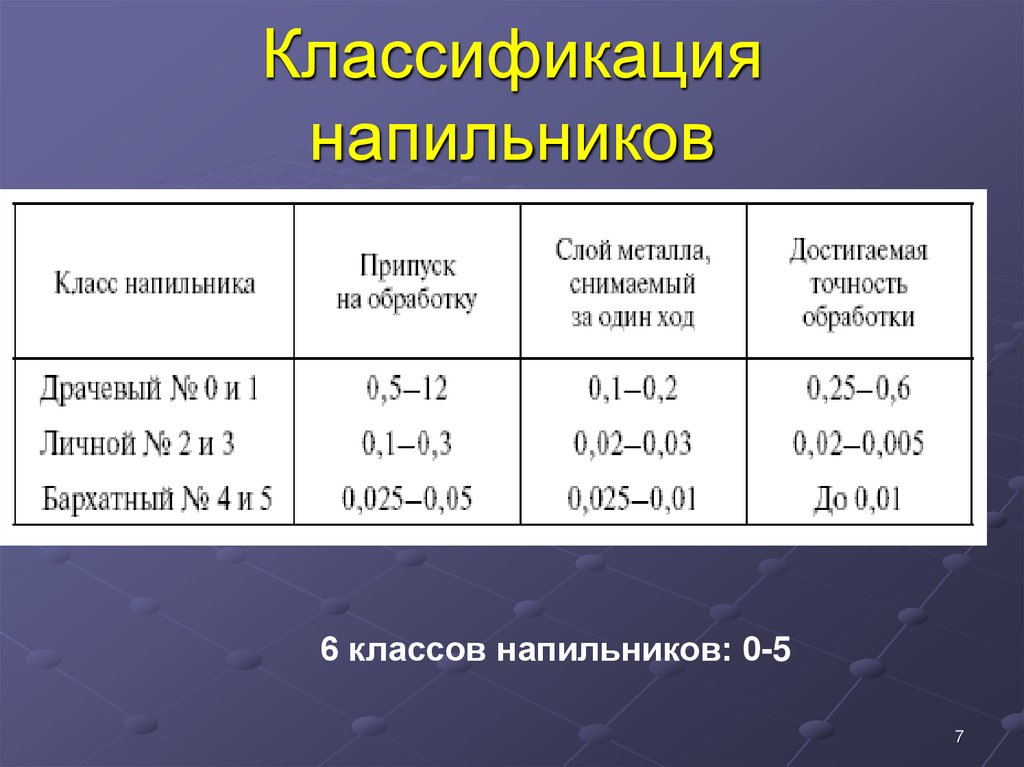
Классификациянапильников
6 классов напильников: 0-5
7
8.
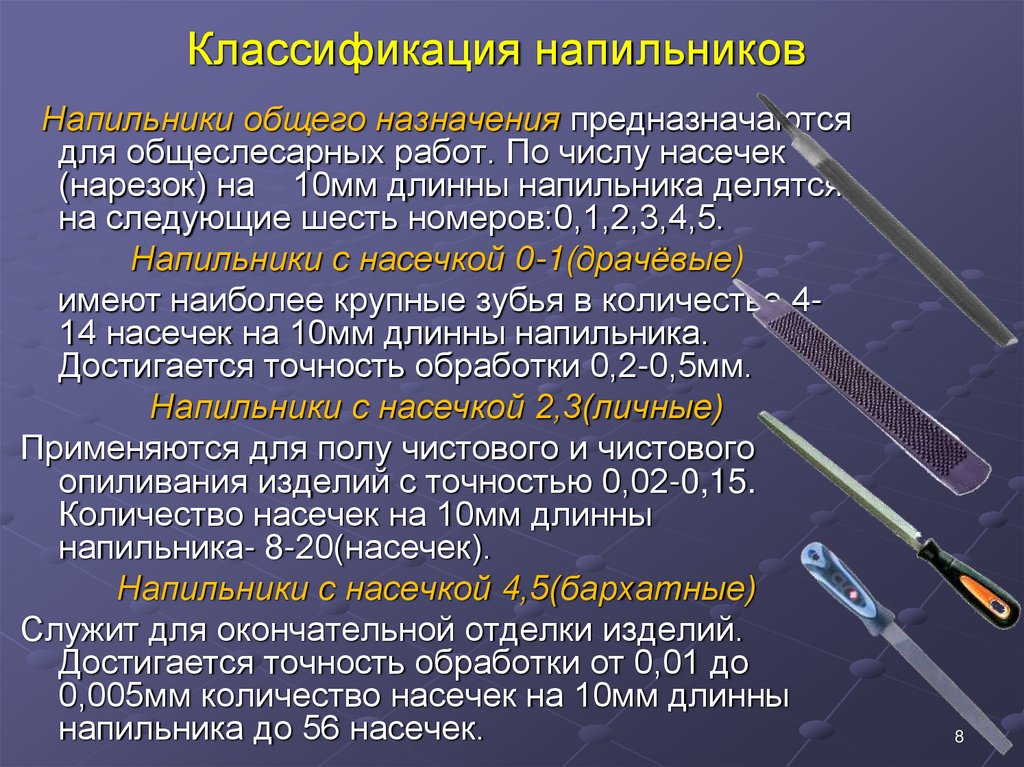
Классификация напильниковНапильники общего назначения предназначаются
для общеслесарных работ. По числу насечек
(нарезок) на 10мм длинны напильника делятся
на следующие шесть номеров:0,1,2,3,4,5.
Напильники с насечкой 0-1(драчёвые)
имеют наиболее крупные зубья в количестве 414 насечек на 10мм длинны напильника.
Достигается точность обработки 0,2-0,5мм.
Напильники с насечкой 2,3(личные)
Применяются для полу чистового и чистового
опиливания изделий с точностью 0,02-0,15.
Количество насечек на 10мм длинны
напильника- 8-20(насечек).
Напильники с насечкой 4,5(бархатные)
Служит для окончательной отделки изделий.
Достигается точность обработки от 0,01 до
0,005мм количество насечек на 10мм длинны
напильника до 56 насечек.
8
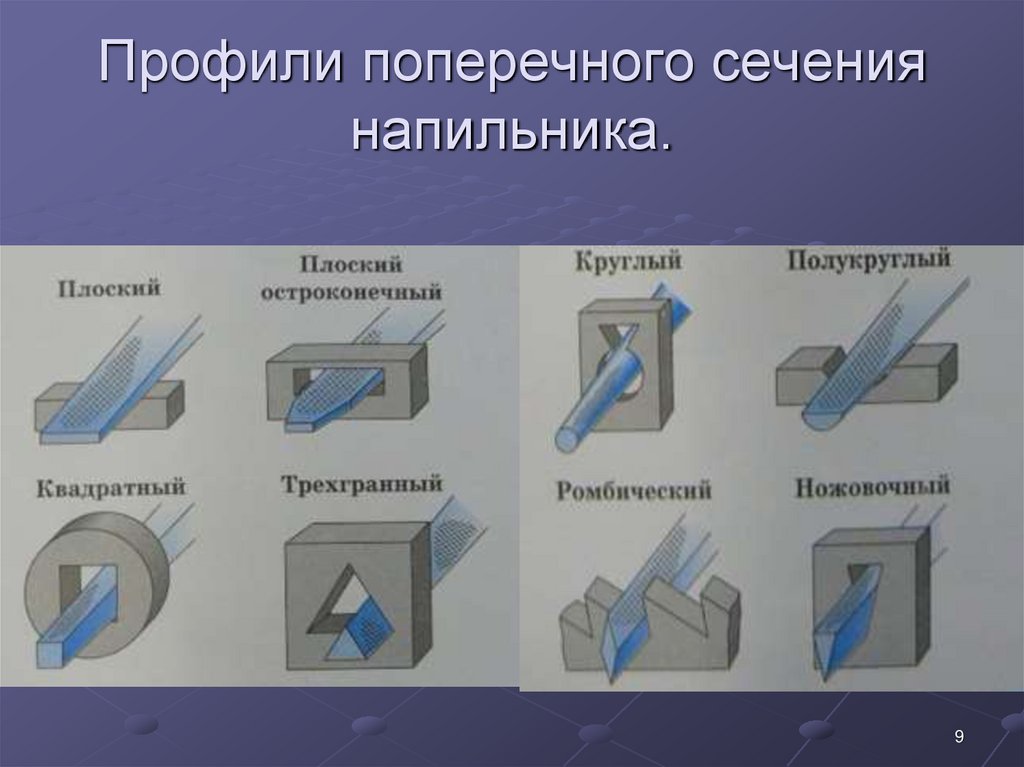
9.
Профили поперечного сечениянапильника.
9
10.
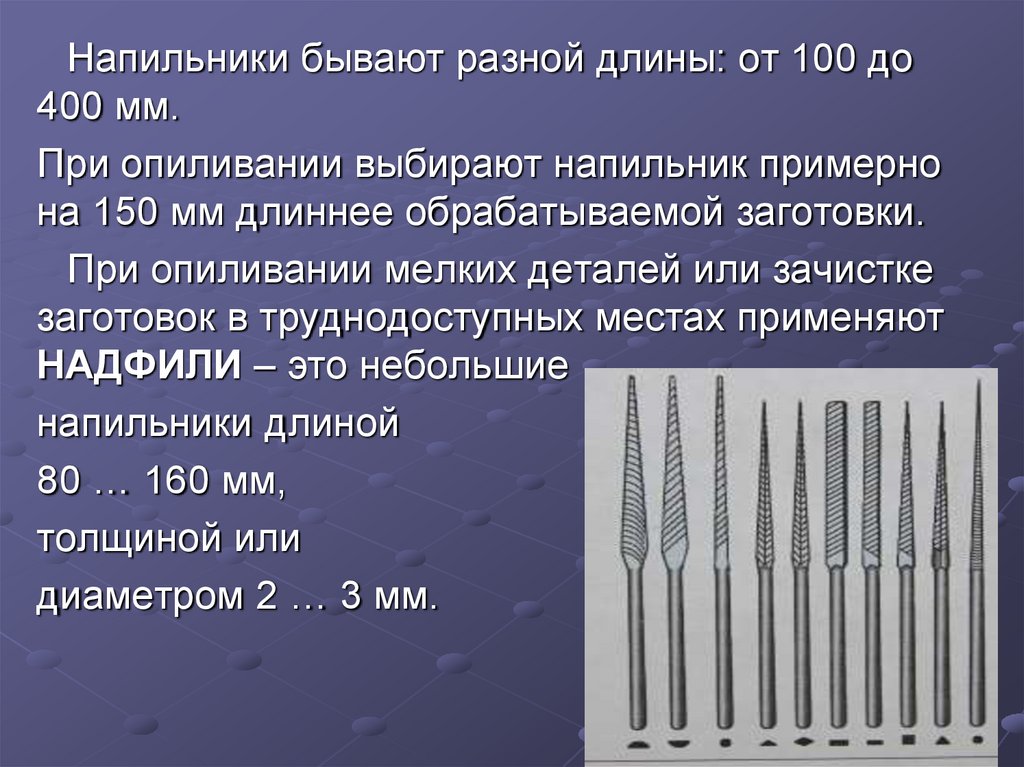
Напильники бывают разной длины: от 100 до400 мм.
При опиливании выбирают напильник примерно
на 150 мм длиннее обрабатываемой заготовки.
При опиливании мелких деталей или зачистке
заготовок в труднодоступных местах применяют
НАДФИЛИ – это небольшие
напильники длиной
80 … 160 мм,
толщиной или
диаметром 2 … 3 мм.
11.
1112.
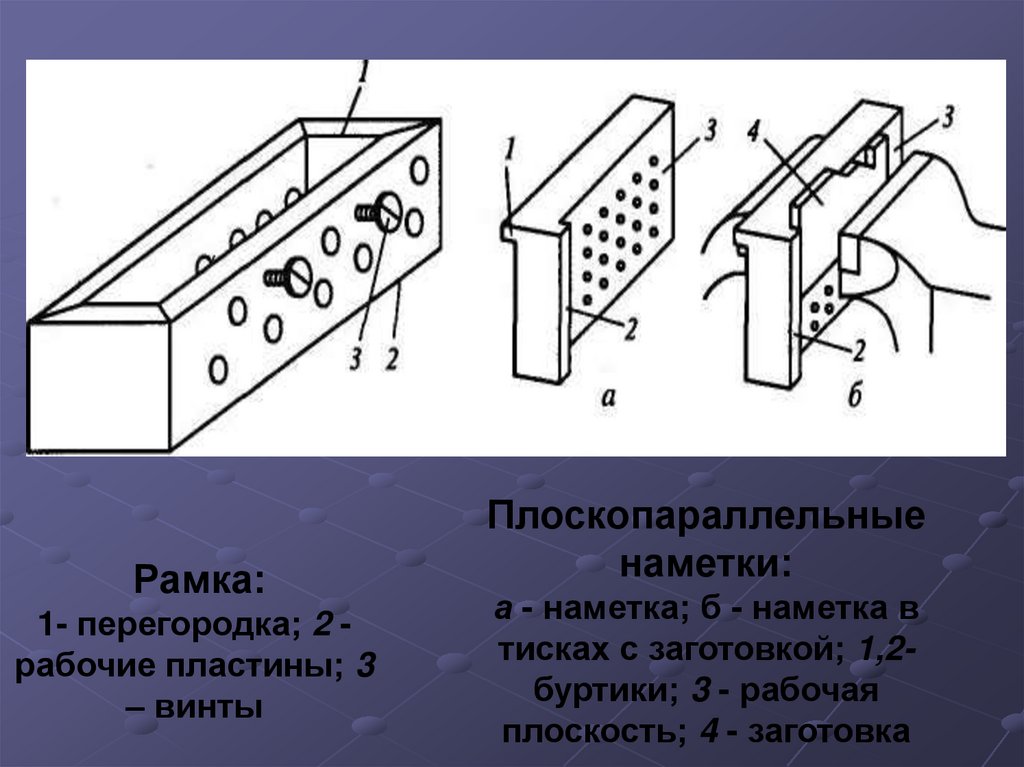
3. Приспособления для опиливанияРамка:
1- перегородка; 2 рабочие пластины; 3
– винты
Плоскопараллельные
наметки:
а - наметка; б - наметка в
тисках с заготовкой; 1,2буртики; 3 - рабочая
плоскость; 4 - заготовка
13.
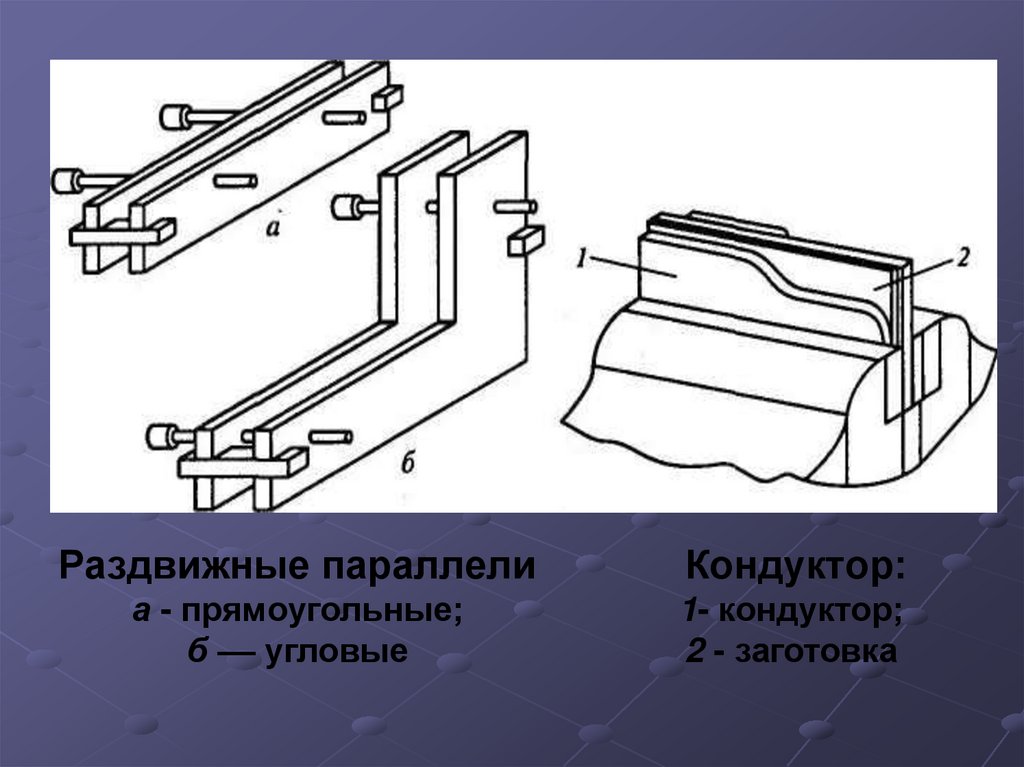
Раздвижные параллелиКондуктор:
а - прямоугольные;
б –– угловые
1- кондуктор;
2 - заготовка
14.
1415.
1516.
1617.
1718.
1819.
1920.
21.
2122.
2223.
2324.
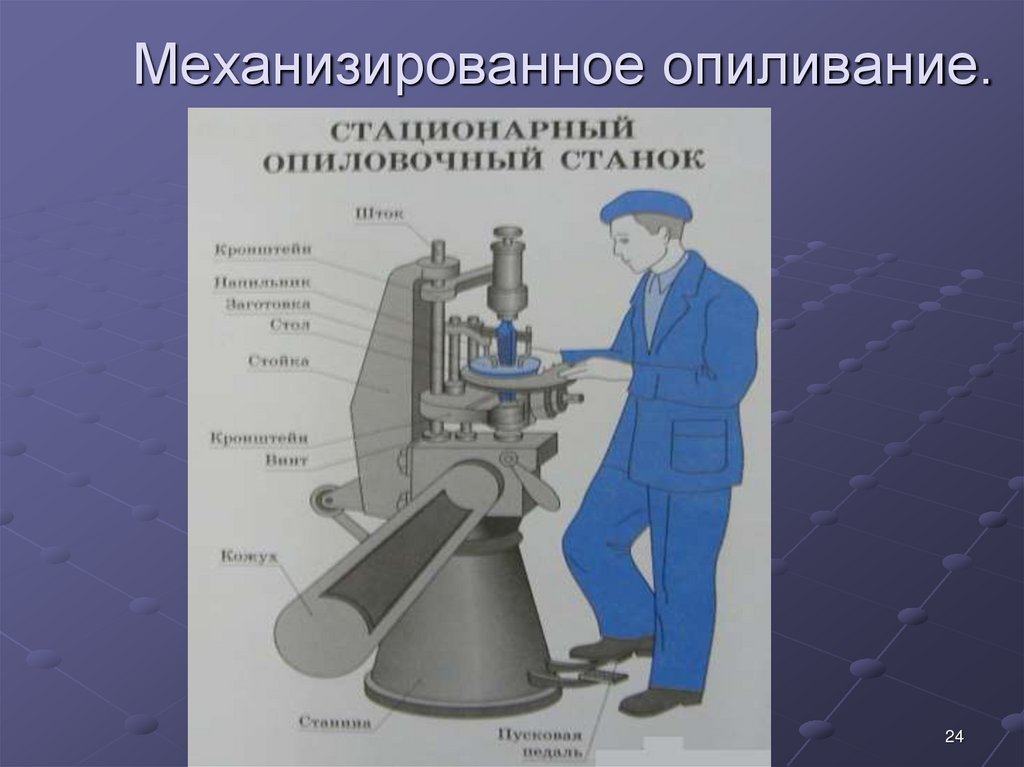
Механизированное опиливание.24
25.
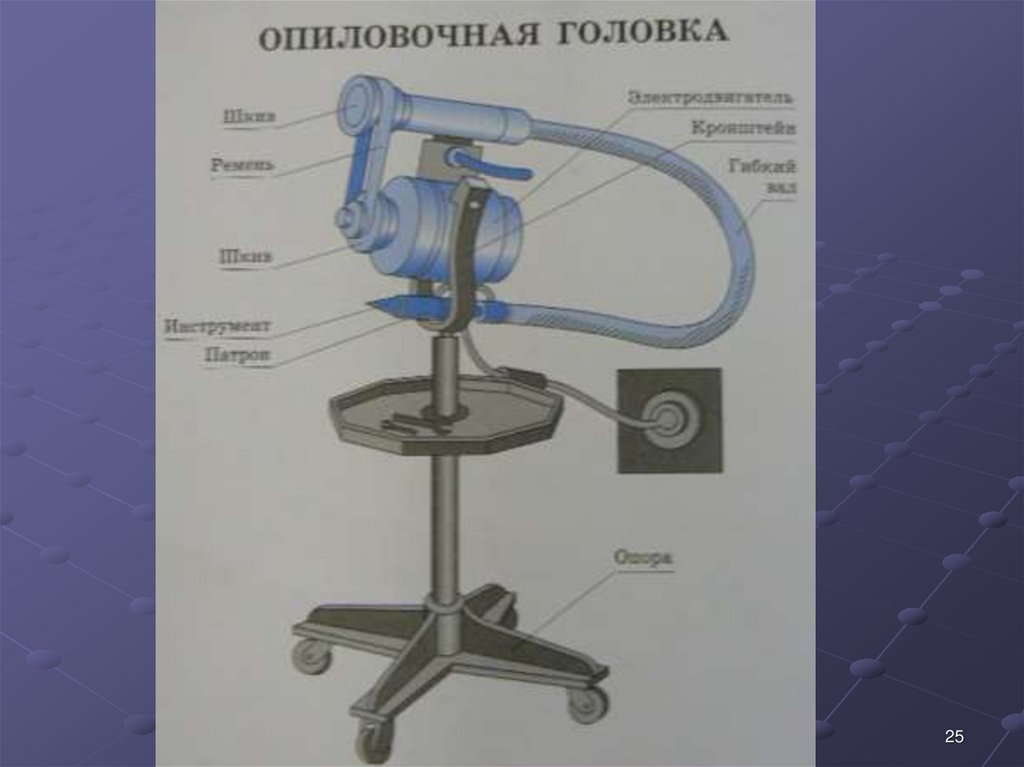
2526.
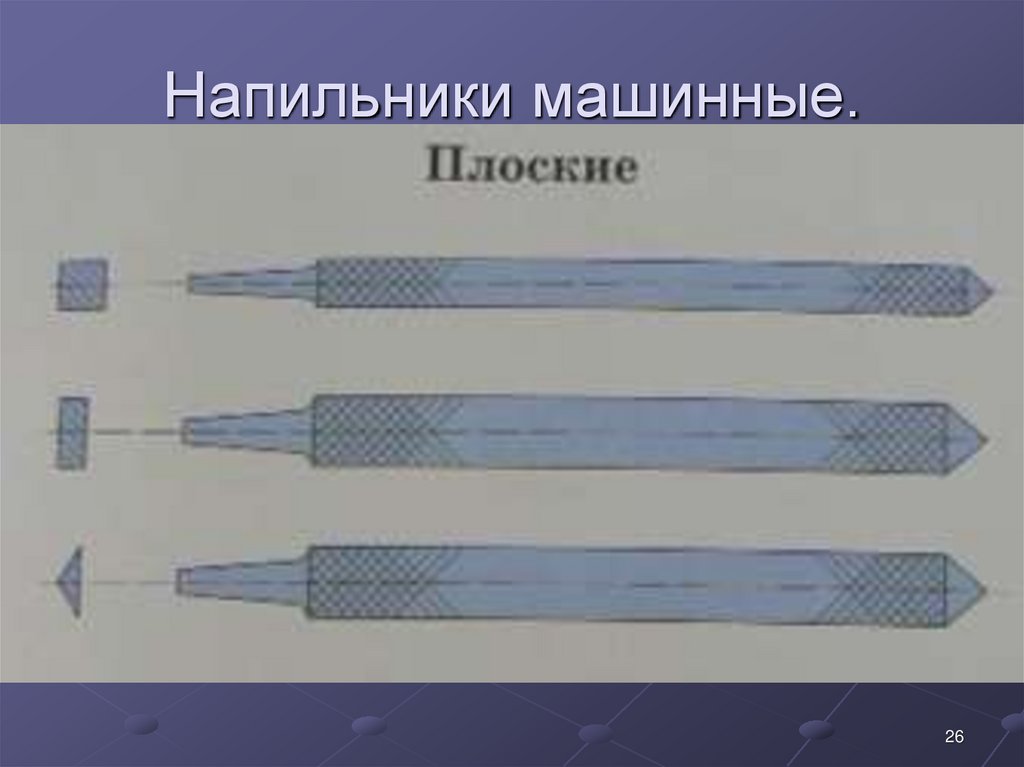
Напильники машинные.26
27.
Бор - головки.27
28.
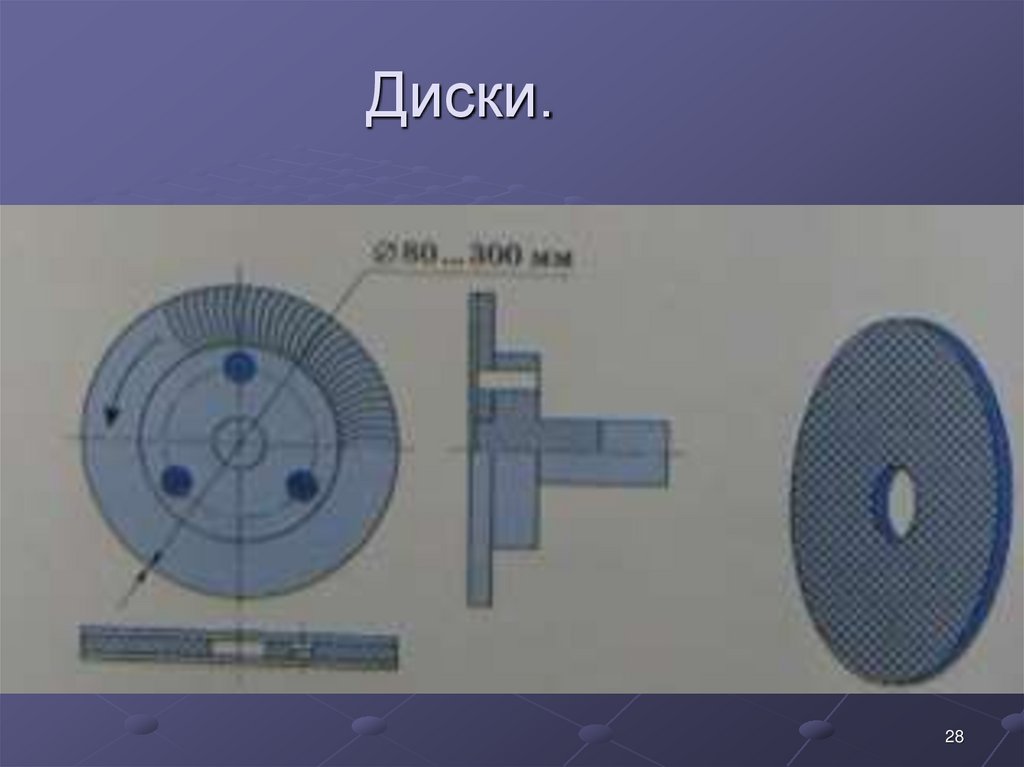
Диски.28
29.
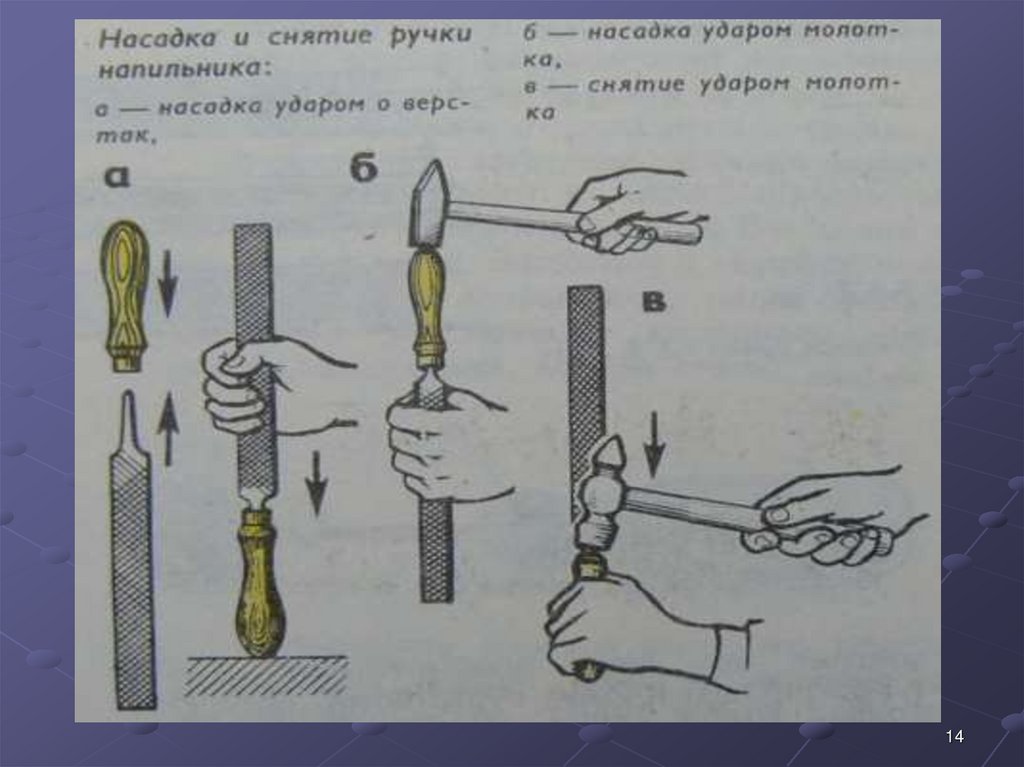
- Ручка напильника должна быть исправной, без трещин ипрочно насажена на хвостовик напильника.
- При рабочем ходе напильника не допускайте, чтобы его
ручка ударяла о заготовку. Это нарушает прочность насадки
ручки.
- При опиливании заготовка должна быть надёжно закреплена
в тисках.
- Нельзя охватывать носок напильника левой рукой. Особенно
это опасно при обратном ходе напильника и может привести
к травме.
- Нельзя сдувать опилки или удалять их голыми руками.
Для уборки верстака используйте щётку-смётку.
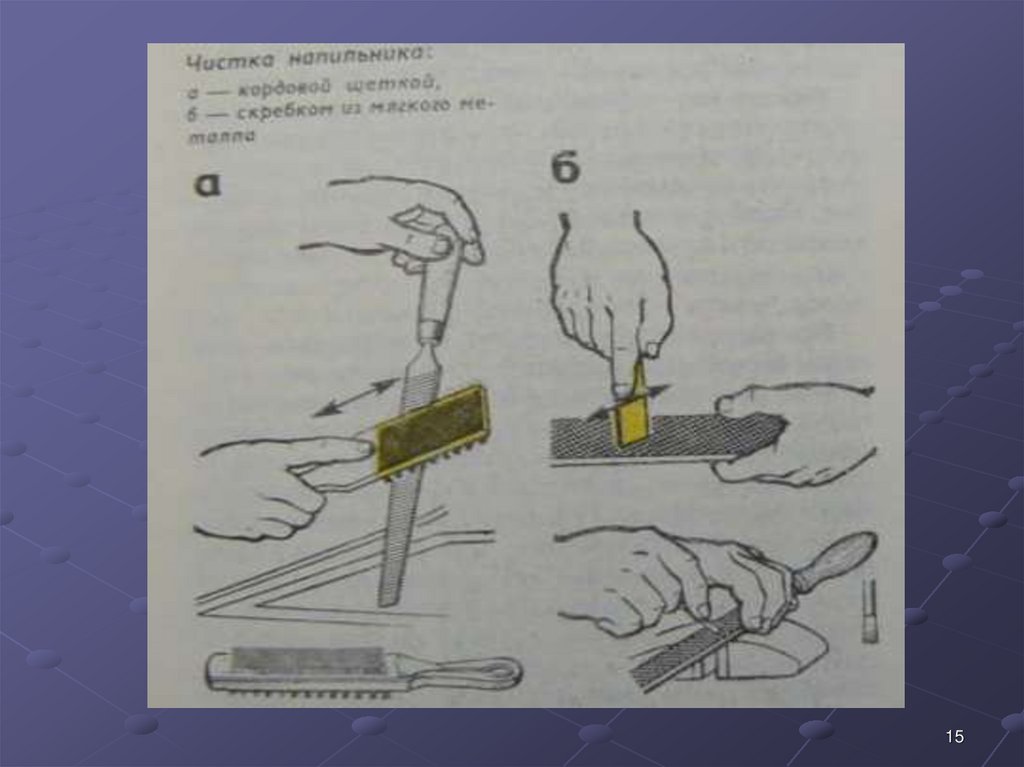
- Периодически очищайте напильники металлической щёткой.
- Нельзя стучать напильником по напильнику – это очень
опасно.