


 software
software industry
industrySimilar presentations:










Система мониторинга дефектов печатных плат
1.
СИСТЕМА МОНИТОРИНГАДЕФЕКТОВ ПЕЧАТНЫХ ПЛАТ.
2.
Цель и задачиЦель работы ― повышение эффективности отдела технического контроля посредством
задействования полного функционала имеющейся технической базы для детектирования
дефектов на всех этапах производства. А также оптимизация (совершенствование)
существующих процессов на производстве, в частности обработка статистических данных по
выявленным дефектам, обработка и соответствующая корректировка заявленных показателей
живучести и срока службы устройств.
Задачи исследования:
- Изучить способы формирования численного представления срока службы устройства;
- Проанализировать способы сбора, хранения, систематизации и обработки сведений о
дефектах и повреждениях электронных устройств, проявляющихся в ходе эксплуатации;
- Разработать модель корректированного показателя срока службы устройства;
- Изучить методы выявления дефектов электронных устройств на основе автоматизированного
поверхностного монтажа;
- Проанализировать математические модели и способы оптимизации автоматического
оптического контроля электронных устройств;
- Выявить противоречия и недостатки на производстве «А» и предложить оптимальное решение
об изменении в технологическом процессе контроля качества изделий.
3.
Объект и предмет исследованияОбъект исследования ― технологические
процессы отдельного производства «А», их
методы обнаружения дефектов, издержки и
трудозатраты на этапе технического контроля
выходного изделия.
Предмет исследования ― математические
модели и алгоритмы поиска и предотвращения
дефектов на печатных платах, созданных путём
автоматического поверхностного монтажа.
4.
Понятие печатных плат и их дефектовПечатная плата – пластинка из электроизоляционного материала (текстолита,
стеклотекстолита, и др.), на поверхности которой каким либо образом (например,
фотохимическим) нанесены тонкие электропроводящие полоски (печатные
проводники) с контактными площадками для подсоединения навесных электро- и
радиоэлементов (в том числе модулей и интегральных схем).
Теперь, разобравшись с процессом изготовления, приступим к изучению
возможных дефектов. Сначала необходимо разделить возможные дефекты на две
группы:
- Дефекты печатных плат;
- Дефекты собранных изделий;
Ошибки первого типа возникают при изготовлении самой платы и, в основном,
вызваны дефектами во время установления медного рисунка или дефектами
изготовления основного материала. Второй тип ошибок связан с самими
электронными деталями и ориентирован на качество пайки, положение деталей,
появление деталей и их размещение.
5.
Разработка системы выявления дефектов6.
13%99%
13%
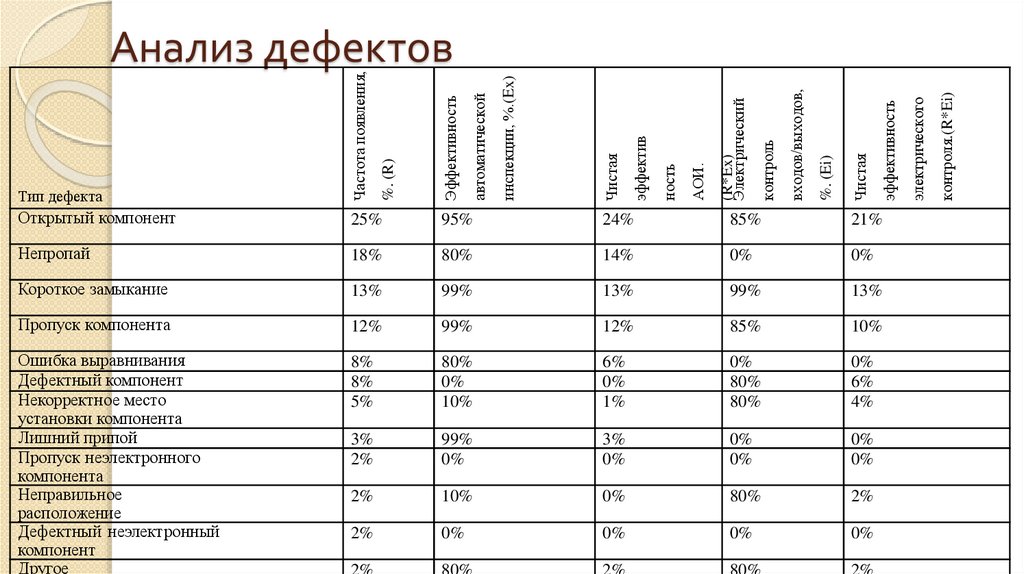
Пропуск компонента
12%
99%
12%
85%
10%
Ошибка выравнивания
Дефектный компонент
Некорректное место
установки компонента
Лишний припой
Пропуск неэлектронного
компонента
Неправильное
расположение
Дефектный неэлектронный
компонент
Другое
8%
8%
5%
80%
0%
10%
6%
0%
1%
0%
80%
80%
0%
6%
4%
3%
2%
99%
0%
3%
0%
0%
0%
0%
0%
2%
10%
0%
80%
2%
2%
0%
0%
0%
0%
2%
80%
2%
80%
2%
контроля.(R*Ei)
99%
электрического
13%
эффективность
Короткое замыкание
Чистая
0%
%. (Ei)
0%
входов/выходов,
14%
контроль
80%
(R*Ex)
Электрический
18%
АОИ.
Непропай
ность
21%
эффектив
85%
Чистая
24%
инспекции, %.(Ex)
95%
автоматической
25%
Эффективность
Открытый компонент
%. (R)
Тип дефекта
Частота появления,
Анализ дефектов
7.
Диаграмма совместногоприменения методов
8.
Схема процесса на производстве9.
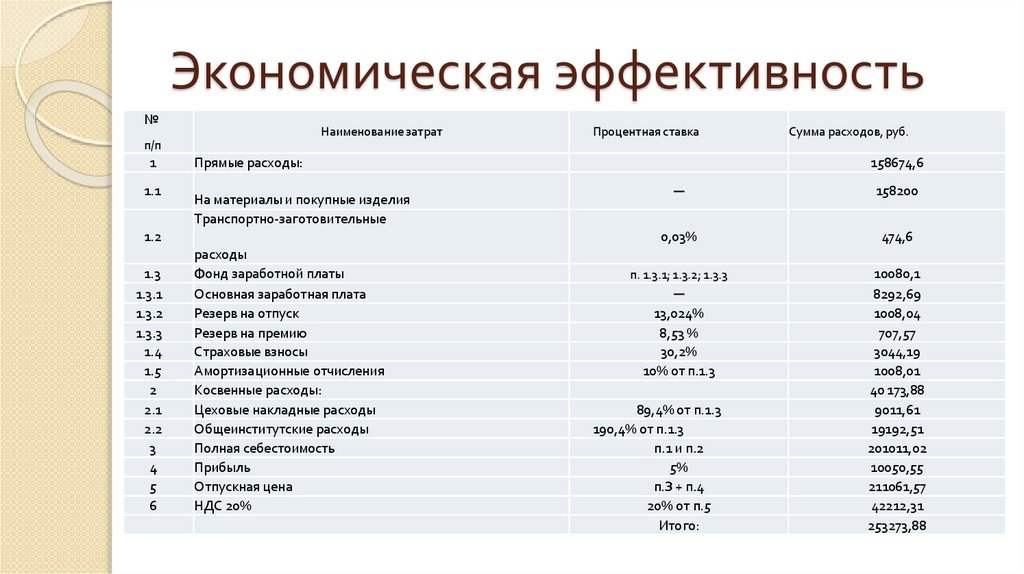
Экономическая эффективность№
Наименование затрат
Процентная ставка
Сумма расходов, руб.
п/п
1
1.1
Прямые расходы:
На материалы и покупные изделия
Транспортно-заготовительные
1.2
1.3
1.3.1
1.3.2
1.3.3
1.4
1.5
2
2.1
2.2
3
4
5
6
расходы
Фонд заработной платы
Основная заработная плата
Резерв на отпуск
Резерв на премию
Страховые взносы
Амортизационные отчисления
Косвенные расходы:
Цеховые накладные расходы
Общеинститутские расходы
Полная себестоимость
Прибыль
Отпускная цена
НДС 20%
158674,6
—
158200
0,03%
474,6
п. 1.3.1; 1.3.2; 1.3.3
—
10080,1
8292,69
1008,04
707,57
3044,19
1008,01
40 173,88
9011,61
19192,51
201011,02
10050,55
211061,57
42212,31
253273,88
13,024%
8,53 %
30,2%
10% от п.1.3
89,4% от п.1.3
190,4% от п.1.3
п.1 и п.2
5%
п.З + п.4
20% от п.5
Итого:
10.
ВыводыПредложенный алгоритм оптического контроля был реализован с
помощью программного комплекса Matlab и опробован на живых данных.
Реализованная
программа
получилась
не
требовательной
к
вычислительной мощности и памяти. Но, в нынешнем положении и
развитии техники, чем лучше «железо» вычислительной машины, тем
лучше. Точность программной обработки составила >98% при условии
возможности тонкой настройки изнутри кода. Анализ ошибочных
выявлений показал, что имеем всего 1,72% ошибок. При должном
количестве обработок и статистических данных этот показатель можно
улучшить.
Разработанная методика опирается на широко распространённые способы
обработки, которые не поддаются критике. Полученные результаты
говорят нам о том, что алгоритм ничем не уступает передовым зарубежным
сложным техническим комплексам.
Так же была посчитана экономическая эффективность, показавшая
эффективность нашей разработки по сравнению с аналогами.