

 линейки")





























")




 mathematics
mathematicsSimilar presentations:










Бесшкальные измерительные инструменты
1. Бесшкальные Измерительные инструменты
2. Бесшкальные Измерительные инструменты
предназначены для контроля отклоненийразмеров, формы и взаимного расположения
поверхностей и частей детали
Поверочные
линейки
Линейки
лекальные
Синусные
линейки
калибры
щупы
Измеритель
ные головки
3. Поверочные (лекальные) линейки
служат дляконтроля
обработанных
поверхностей на
прямолинейность
и плоскостность
изготавливают с высокой точностью
имеют узкие ребра с небольшим закруглением 0,1…
0,2 мм, что позволяет определить отклонение от
прямолинейности или плоскостности поверхности с
достаточно высокой точностью, используя метод
световой щели, т. е. определение наличия просвета
между обработанной поверхностью и поверочной
линейкой.
4.
При хорошем освещении этот метод позволяетопределить отклонение от прямолинейности
или плоскостности в пределах до 0,002 мм,
однако он не дает количественной оценки этого
отклонения
по результатам контроля делается вывод о
наличии или отсутствии этого дефекта
5.
6.
7. Линейки поверочные предназначены для контроля прямолинейности и плоскостности
ШПпрямоугольная
ШД
двутавровые
ЩМ
мостик
8. Линейки лекальные применяются для точных лекально-инструментальных работ при проверке плоскостей и углов
ЛДдвусторонние
ЛТ
трехранные
ЛЧ
четырехгранные
УТ
угловые
9. Линейки сунусные
ЛСЛСО
ЛСД
без опорной
плиты с одним
наклоном
с опорной
плитой с
одним
наклоном
с опорной
плитой с
двумя
наклонами
10.
Измерительный и разметочныйинструмент для установки точного
угла наклона при измерениях или
изготовлении деталей.
Параллелепипед (балку) с двумя
цилиндрами равных диаметров с
точно выдержанными размерами по
диаметрам, укреплёнными на концах
балки, оси цилиндров параллельны
и расстояние между осями известно
с высокой точностью.
11.
Применяется для проверки угловых шаблонов,угольников, конусов и других изделий и
инструментов.
Точность измерения составляет от ±6" до ±15",
пределы измерения углов 0-45°.
12. Калибр
- мера, имеющая форму сопрягаемойповерхности, бесшкальный инструмент,
предназначенный для контроля размеров,
формы и взаимного расположения
поверхностей детали
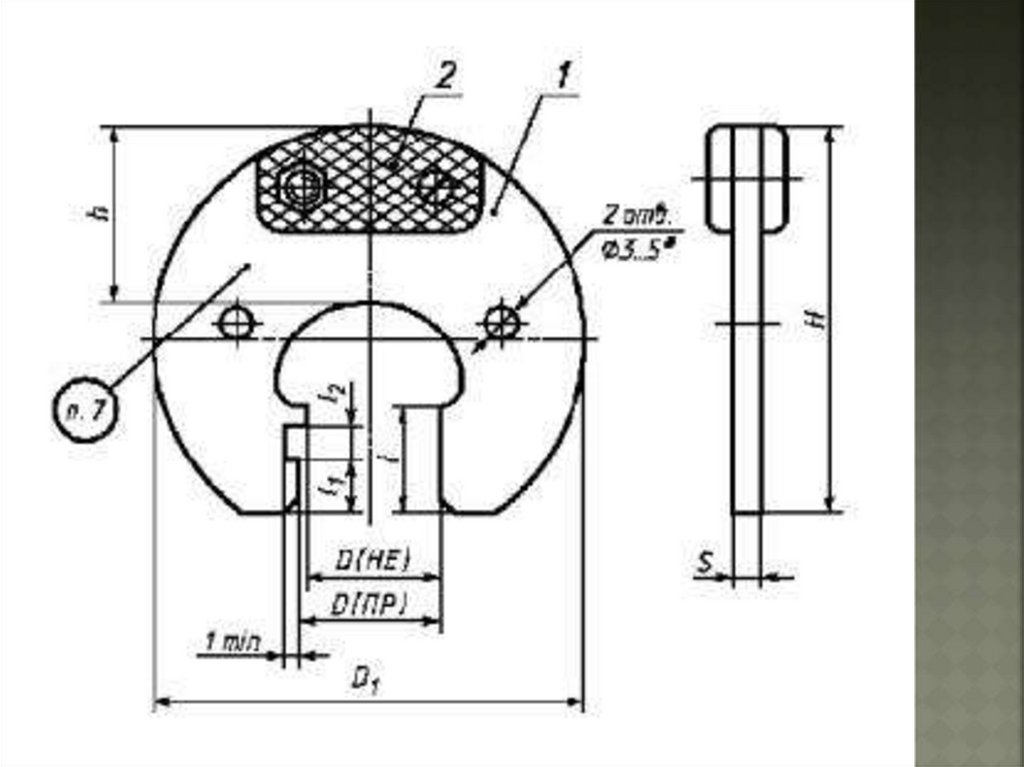
13. Калибры для отверстий - пробки
ДвусторонниеПР и НЕ
Односторонние
ПР или НЕ
Калибр-скоба
двусторонняя
Калибр- скоба
одностороннияя
14. Виды калибров
нормальные• размеры которых
соответствуют номинальным
размерам контролируемых
деталей
• шаблон применяется для
проверки сложных профилей
предельные
• имеет проходную и
непроходную стороны
(верхнее и нижнее
отклонение номинального
размера), что позволяет
контролировать размер в поле
допуска
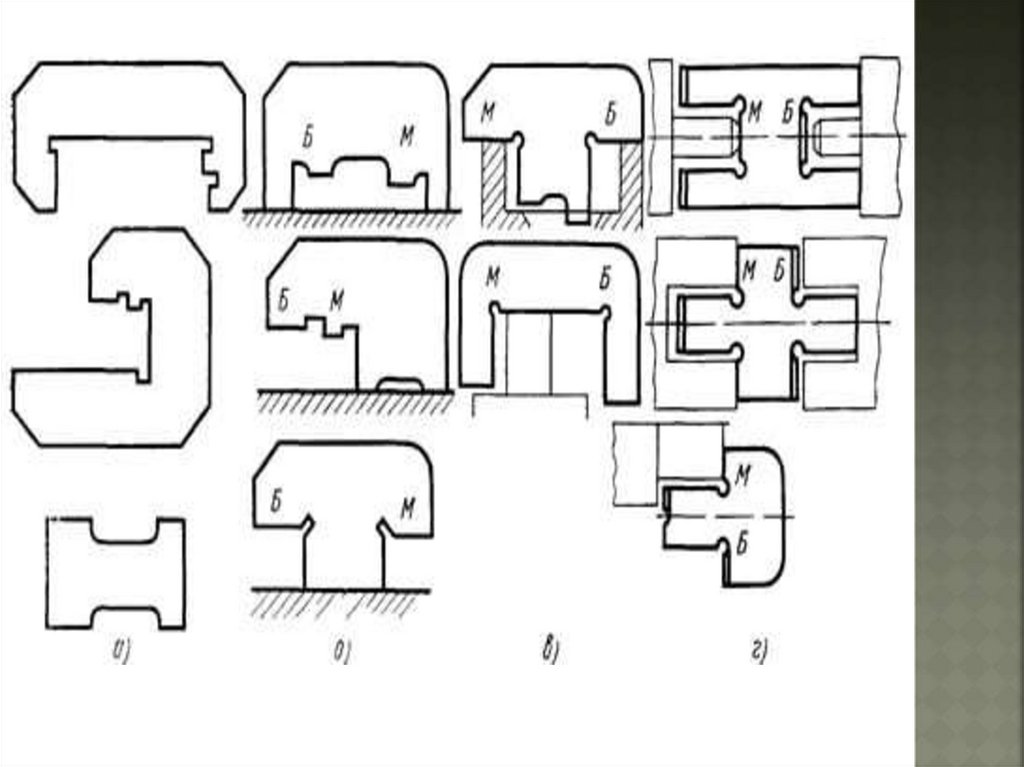
15. Предельные калибры
- для контроля цилиндрических валов и отверстийиспользуют гладкие калибры в паре проходной
(ПР) и непроходной (НЕ)
ПР
НЕ
• наибольший допустимый размер для
вала
• наименьший допустимый размер
для отверстия
•наибольший допустимый размер для
отверстия
•наименьший допустимый размер для
вала
16.
Калибр кольцогладкий
ПР или НЕ
Калибр-скоба гладкий
однопредельный
ПР или НЕ
Калибр-пробка
гладкий
ПР или НЕ
Калибр-пробка
гладкий двусторонний
ПР и НЕ
Калибр-скоба
двусторонняя
РП и НЕ
Калибр- скоба
односторонняя
ПР и НЕ
17.
18. Схема контроля валов скобой
19.
20.
21.
22.
23. контроль предельных размеров
Калиброванныепробки
Калиброванные
кольца
Резьбовые
калибры
Калибры
конусные
Щупы для
контроля зазоров
Калиброванные
шары
24.
25. Регулируемые калибры
занимаютпромежуточное
положение между
микрометром и
предельным
калибром;
имеют узкий
диапазон
регулирования и
высокую точность,
настраиваются на
предельные размеры.
26. Калибры для конусных поверхностей
для коническихотверстий калибр-пробку
для наружных конусов
калибр-втулку
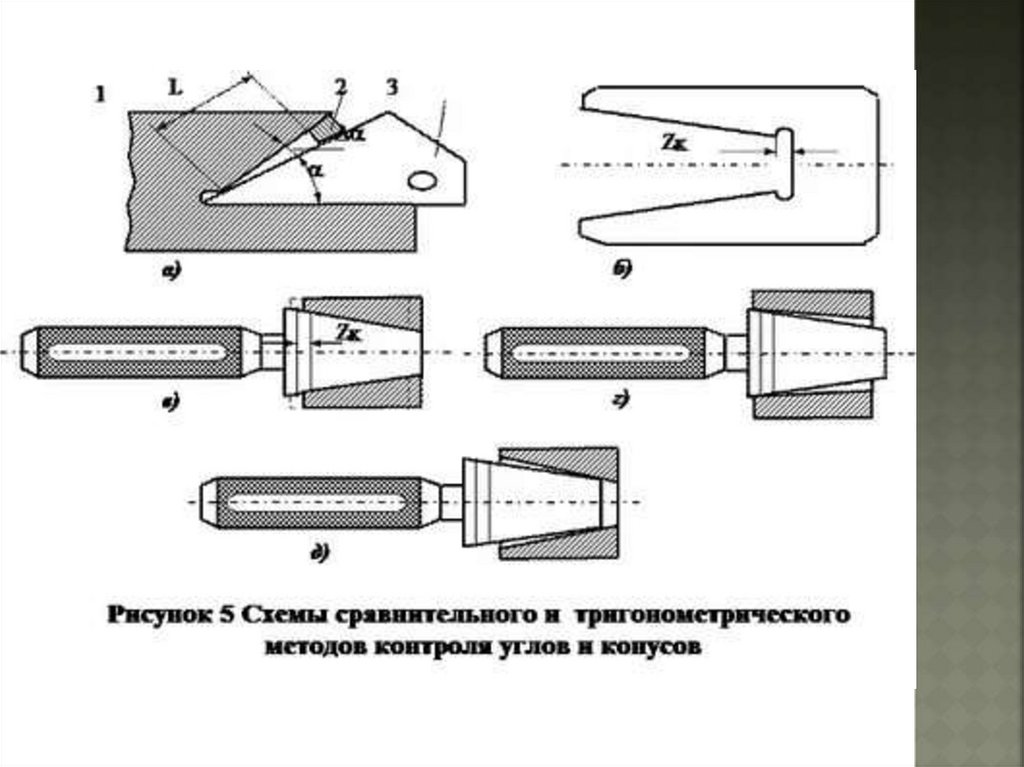
27. Проверка конических поверхностей
28. Контроль конических поверхностей
29.
30. Щуп измерительный
— инструмент для измеренияочень малых расстояний
контактным способом,
представляет собой набор
тонких металлических
пластинок различной толщины
с нанесенным на них
размером (толщина
пластинки).
В зазор вводят пластинки
набора до тех пор, пока
следующая по толщине
пластинка не перестаёт
помещаться в измеряемый
зазор
31. щупы
применяются для проверки величины зазоровмежду поверхностями детали или сопряженными
деталями
32.
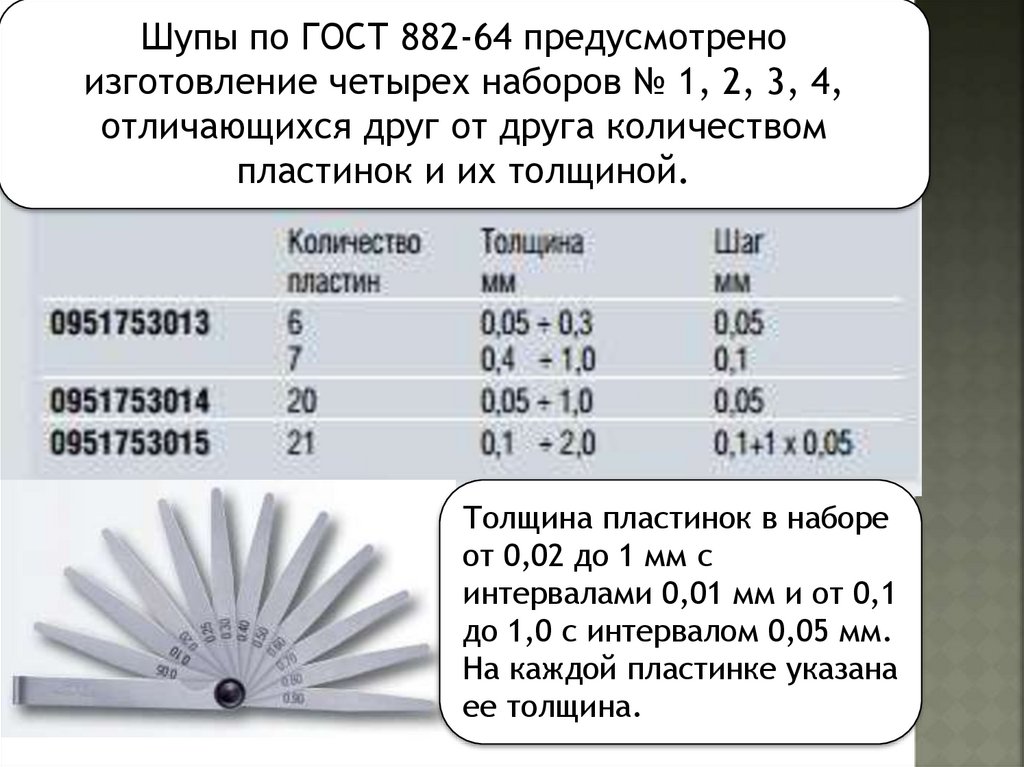
Шупы по ГОСТ 882-64 предусмотреноизготовление четырех наборов № 1, 2, 3, 4,
отличающихся друг от друга количеством
пластинок и их толщиной.
Толщина пластинок в наборе
от 0,02 до 1 мм с
интервалами 0,01 мм и от 0,1
до 1,0 с интервалом 0,05 мм.
На каждой пластинке указана
ее толщина.
33. шаблон и контршаблон
Обычно шаблон делается впаре с контршаблоном,
который является
контрольной мерой при
изготовлении шаблона, а
также при проверке
степени изнашивания
шаблона в работе.
34.
35. Резьбовые шаблоны
являются сортирующимприкладным инструментом
для определения шага и
профиля резьбы
шаблоны комплектуются в
два набора: для
метрической резьбы с
углом 60°, для дюймовой
резьбы с углом 55;
На каждой пластине
указана величина шага или
количество ниток на
дюйм, а на накладке
обоймы обозначена резьба
метрическая (60°) или
дюймовая (55°).
36.
37. Контроль резьбовых поверхностей
38. Радиусные шаблоны (ГОСТ 4126—66)
служат для измеренияотклонения размеров
выпуклых и вогнутых
поверхностей деталей.
состоят из набора тонких
стальных пластин с
различными радиусами
закруглений на концах.
Набор № 1 соответствует
радиусам 1—6,5 мм; набор
№ 2— радиусам 7—14,5 мм;
набор № 3 — радиусам 15—
25 мм. Каждый набор
состоит из 32 шаблонов (16
выпуклых и 16 вогнутых).
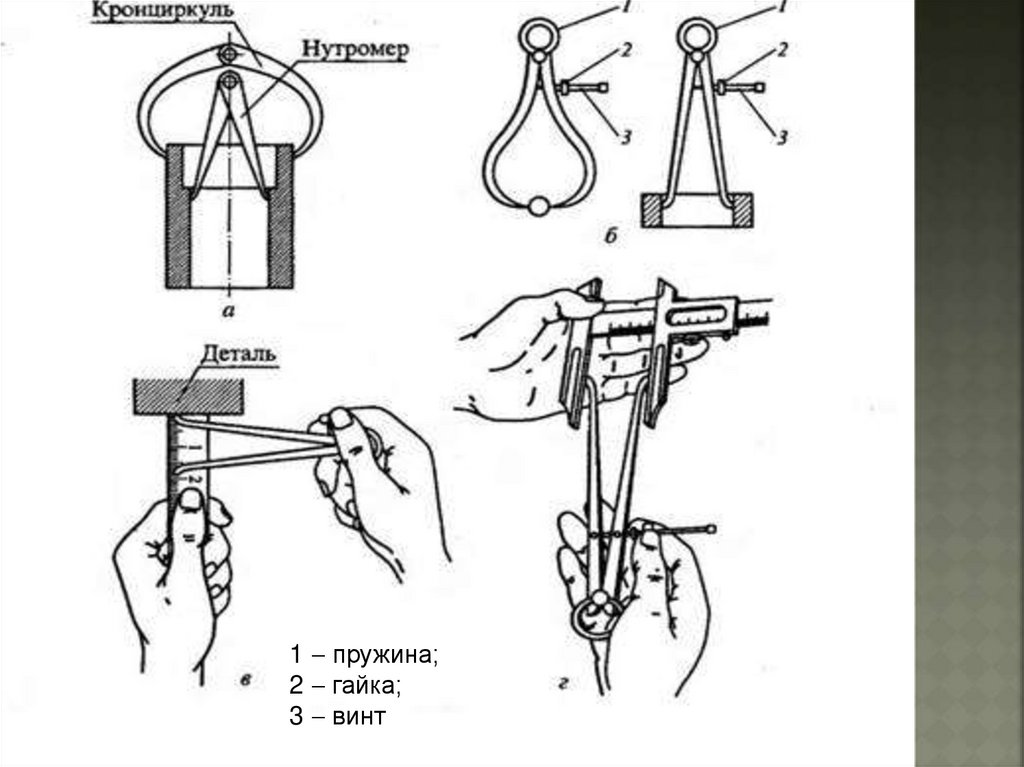
39. Кронциркуль
циркуль с изогнутыми ножкамидля измерения параметров
объёмных предметов:
диаметра,
длины и толщины буртиков
длины и толщины стенок
предназначен для:
определения размеров
деталей относительным
методом
разметочных работ
подразделяются на
кронциркули:
для наружных измерений
для внутренних измерений
с регулировочным винтом,
с дугой.
40.
1 пружина;2 гайка;
3 винт
41.
42. Клиновый щуп, или калиброванный клин
Шаблон конусный для контроля отверстийпредназначен для
измерения размеров
отверстий в диапазоне 0-15
мм и глубоких зазоров от 1
до 9 мм,
На одной стороне нанесена
метрическая шкала, на
обратной стороне –
дюймовая шкала.
Диапазон измеряемых
отверстий – 0-15 мм
Погрешность - ± 0, 1 мм
43.
ПРОВЕДЕНИЕ ИЗМЕРЕНИЙI. Подготовка к измерениям
Этапы:
При подготовке к выполнению измерении следует максимально возможно исключить
источники и причины, которые могут вызвать появление погрешностей.
Под устранением источников погрешностей следует понимать как непосредственное его удаление
(например, удаление источника тепла, вибрации и т. п.), так и защиту средств измерений и объекта
измерений от влияния этих источников. Инструментальные погрешности, присущие данному
экземпляру средства измерений, могут быть устранены до начала проведения измерений путем
регулировки или ремонта, необходимость в которых устанавливается при поверке. Отсюда вытекает
очень важное правило: проводить измерения можно только средствами измерений, прошедшими
поверку или калибровку.
II. Проведение измерений
При выполнении измерении следует предусмотреть специальные приемы проведения
измерений с тем, чтобы устранить известные систематические погрешности.
Методы устранения систематически погрешностей: метод компенсации погрешности по знаку, метод
замещения, метод рандомизации и т. д.
III. Обработка результатов наблюдений
Полученные при измерениях
статистическим правилам.
результаты
подлежат
обработке
по соответствующим
Способ обработки экспериментальных данных зависит от вида измерений (прямые, косвенные,
совместные и совокупные), числа наблюдений (однократные или многократные), равноточности.
Косвенные измерения→МИ 2083–90
Прямые:→
– многократные измерения;→ГОСТ 8.207–76
– однократные измерения→Р50.2.038–2004
IV. Запись результатов и характеристик их погрешностей
В соответствии МИ 1317-2004. Результаты и характеристики погрешностей
измерений. Формы представления. Способы использования при испытании
образцов продукции и контроля их параметров.
43