






 industry
industrySimilar presentations:







")
")

Высокопроизводительные способы ручной дуговой сварки
1.
ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕСПОСОБЫ РУЧНОЙ ДУГОВОЙ
СВАРКИ
КОЛЕСНИКОВ А. Д. ГР. 30903220
2.
СВАРКА НАКЛОННЫМ И ЛЕЖАЧИМЭЛЕКТРОДАМИ
ДЛЯ СВАРКИ НАКЛОННЫМ И ЛЕЖАЧИМ ЭЛЕКТРОДАМИ
НЕОБХОДИМЫ СПЕЦИАЛЬНЫЕ ЭЛЕКТРОДЫ. РАЗРАБОТАНЫ
ЭЛЕКТРОДЫ ДЛЯ ЭТОГО СПОСОБА СВАРКИ МАРОК ОЗС–12,
ОЗС–15Н И ОЗС–17Н, БЛИЗКИЕ К ТИПУ Э–46. ЭЛЕКТРОДЫ
ИЗГОТОВЛЯЮТСЯ ДИАМЕТРОМ 4, 5 И 6 ММ, ДЛИНОЙ ОТ 450
ДО 700 ММ. В РЯДЕ СЛУЧАЕВ НА ПРАКТИКЕ МОЖНО
ПОВЫСИТЬ ПРОИЗВОДИТЕЛЬНОСТЬ ПРОЦЕССА НАПЛАВКИ
И СВАРКИ
Колесников А. Д. Гр. 30903220
2
3.
ОБОРУДОВАНИЯ ДЛЯ ПЛАЗМЕННОЙСВАРКИ
В АППАРАТАХ В КАЧЕСТВЕ
ИСТОЧНИКА ПИТАНИЯ ЧАЩЕ
ВСЕГО ИСПОЛЬЗУЮТСЯ
ИНВЕРТОРЫ, КОТОРЫЕ ПОЧТИ
ПОЛНОСТЬЮ ВЫТЕСНИЛИ
ТРАНСФОРМАТОРНЫЕ
ИСТОЧНИКИ. СОВРЕМЕННЫЕ
ИМПУЛЬСНЫЕ
ПРЕОБРАЗОВАТЕЛИ НА IGBT–
ТРАНЗИСТОРАХ
ОБЕСПЕЧИВАЮТ
СТАБИЛЬНЫЙ РАБОЧИЙ ТОК
Колесников А. Д. Гр. 30903220
3
4.
СХЕМА ПОДКЛЮЧЕНИЯВ БЫТОВЫХ
АППАРАТАХ К
ГОРЕЛКЕ
ПОДКЛЮЧАЮТСЯ
ТОЛЬКО ЦЕПИ
ПОДАЧИ ТОКА.
ПОЭТОМУ В ЭТОМ
СЛУЧАЕ ГОВОРЯТ
ПРОСТО О КАБЕЛЕ
ПИТАНИЯ
Колесников А. Д. Гр. 30903220
4
5.
СВАРКА ТРЁХФАЗНЫЙ ДУГОЙСВАРКА ТРЕХФАЗНОЙ ДУГОЙ ПРИМЕНИМА ДЛЯ
СТЫКОВЫХ И ВАЛИКОВЫХ ШВОВ. СВАРКУ ТАВРОВЫХ,
НАХЛЕСТОЧНЫХ И УГЛОВЫХ СОЕДИНЕНИЙ СЛЕДУЕТ
ВЫПОЛНЯТЬ «В ЛОДОЧКУ». ПРИ СВАРКЕ ВАЛИКОВЫХ
ШВОВ ЭЛЕКТРОДЫ РАСПОЛАГАЮТСЯ ПОСЛЕДОВАТЕЛЬНО
ДРУГ ЗА ДРУГОМ В НАПРАВЛЕНИИ ДВИЖЕНИЯ . ДУГА
ДОЛЖНА ВСЕ ВРЕМЯ НАПРАВЛЯТЬСЯ В ЦЕНТР УГЛА,
ПОПЕРЕЧНЫЕ ДВИЖЕНИЯ ЭЛЕКТРОДАМИ НЕ
ПРОИЗВОДЯТСЯ. РАЗМЕРЫ ШВА, ПОЛУЧАЕМОГО ЗА ОДИН
ПРОХОД, ЗАВИСЯТ ОТ ПРИМЕНЯЕМОГО ДИАМЕТРА
ЭЛЕКТРОДА
Колесников А. Д. Гр. 30903220
5
6.
КАБЕЛЬ ПАКЕТКАБЕЛЬ–ПАКЕТ :
–ШЛАНГИ ДЛЯ ПОДАЧИ
РАБОЧЕГО И ЗАЩИТНОГО
ГАЗОВ;
–ШЛАНГИ ДЛЯ ПОДАЧИ И
ОТВОДА ВОДЯНОГО
ОХЛАЖДЕНИЯ;
–ПРОВОДА ПОДАЧИ
ОСНОВНОГО ТОКА;
–ПРОВОДА ЗАПУСКА ДУГИ;
–ЦЕПИ СИСТЕМЫ
УПРАВЛЕНИЯ
Колесников А. Д. Гр. 30903220
6
7.
ПЛАЗМЕННАЯ СВАРКАПЛАЗМЕННАЯ СВАРКА СВОИМИ СИЛАМИ В НАСТОЯЩЕЕ
ВРЕМЯ СЧИТАЕТСЯ ДОСТАТОЧНО РАСПРОСТРАНЕННЫМ
ПРОЦЕССОМ, ПОПУЛЯРНОСТЬ КОТОРОГО ЯВЛЯЕТСЯ
ВПОЛНЕ ОЧЕВИДНОЙ. ЗАВИСИМО ОТ СВАРКИ ДЕТАЛЕЙ
ВЫДЕЛЯЮТ ТРИ РАЗНОВИДНОСТИ ПЛАЗМЕННОЙ СВАРКИ:
СВАРКА ПРОСТЫХ, СРЕДНЕЙ СЛОЖНОСТИ И СЛОЖНЫХ
ДЕТАЛЕЙ.
СВАРКА СОПРОВОЖДАЕТСЯ ПОЛНЫМ ПРОПЛАВЛЕНИЕМ С
ОБРАЗОВАНИЕМ В ВАННЕ СКВОЗНОГО ОТВЕРСТИЯ. ТАКОЙ
СПОСОБ СВАРКИ ПОЛУЧИЛ НАЗВАНИЕ «СВАРКА
ПРОНИКАЮЩЕЙ ДУГОЙ».
Колесников А. Д. Гр. 30903220
7
8.
ГОРЕЛКАГОРЕЛКА ПРЕДСТАВЛЯЕТ
СОБОЙ СЛОЖНОЕ
УСТРОЙСТВО, В КОТОРОМ
УСТАНАВЛИВАЕТСЯ
ЭЛЕКТРОД, ИМЕЮТСЯ
ТРУБОПРОВОДЫ ДЛЯ
ПОДАЧИ ГАЗОВ И
ОХЛАЖДАЮЩЕЙ
ЖИДКОСТИ, А ТАКЖЕ
ПРОХОДИТ ЭЛЕКТРИЧЕСКИЙ
КАБЕЛЬ, ПО КОТОРОМУ К
ЭЛЕКТРОДУ ПОДАЕТСЯ
НАПРЯЖЕНИЕ ПИТАНИЯ
Колесников А. Д. Гр. 30903220
8
9.
ОБОРУДОВАНИЕ ДЛЯ ПОСТАПЛАЗМЕННОЙ СВАРКИ
СВАРОЧНЫЕ АППАРАТЫ ПРИНЯТО КЛАССИФИЦИРОВАТЬ
ПО МОЩНОСТНЫМ ПОКАЗАТЕЛЯМ ВНЕ ЗАВИСИМОСТИ ОТ
ИХ ВИДА. В КАЧЕСТВЕ ЭТАЛОНА ДЛЯ СРАВНЕНИЯ
РАССМАТРИВАЮТ ВЕЛИЧИНУ СВАРОЧНОГО ТОКА В ДУГЕ.
ОДНАКО ПОМИМО ТАКОЙ КЛАССИФИКАЦИИ, НЕКОТОРЫЕ
РАЗЛИЧАЮТ, АППАРАТЫ ПО СТРОЕНИЮ ГОРЕЛОК И
ОСНОВНОЙ КОНСТРУКЦИИ АГРЕГАТА. АППАРАТЫ
ОТЛИЧАЮТСЯ ПРОСТОЙ КОНСТРУКЦИЕЙ И УДОБСТВОМ
ИСПОЛЬЗОВАНИЯ. ДИАМЕТР СОПЛА СОСТАВЛЯЕТ 2,5–3 ММ.
РАБОЧИЙ ГАЗ ФОРМИРУЕТСЯ БЛАГОДАРЯ СМЕСИ ИЗ ВОДЫ
И СПИРТА С АЦЕТОНОМ. КАТОД – ЭТО МЕДНЫЙ ЭЛЕМЕНТ.
Колесников А. Д. Гр. 30903220
9
10.
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ СЛОЖНЫХДЕТАЛЕЙ
ПЛАЗМЕННАЯ СВАРКА НА
СЛОЖНЫХ ДЕТАЛЕЙ
ОКАЗЫВАЕТ ЕЩЕ БОЛЬШЕЕ
СИЛОВОЕ ВОЗДЕЙСТВИЕ НА
МЕТАЛЛ. СВАРКА
СОПРОВОЖДАЕТСЯ
ПОЛНЫМ ПРОПЛАВЛЕНИЕМ
С ОБРАЗОВАНИЕМ В ВАННЕ
СКВОЗНОГО ОТВЕРСТИЯ.
ТАКОЙ СПОСОБ СВАРКИ
ПОЛУЧИЛ НАЗВАНИЕ
«СВАРКА ПРОНИКАЮЩЕЙ
ДУГОЙ».
Колесников А. Д. Гр. 30903220
10
11.
ЭКОНОМИЧЕСКИЙ ЭФФЕКТ СВАРКИТЕХНИЧЕСКИЕ И ЭКОНОМИЧЕСКИЕ ПРЕИМУЩЕСТВА
СВАРКИ ПРЕВРАТИЛИ ЕЕ В ВЫСОКОПРОИЗВОДИТЕЛЬНЫЙ
ПРОЦЕСС, ПОЗВОЛЯЮЩИЙ ПРИ ОТНОСИТЕЛЬНО
НЕБОЛЬШИХ МАТЕРИАЛЬНЫХ И ТРУДОВЫХ ЗАТРАТАХ
ДОСТИГАТЬ ВЫСОКИХ ТЕХНИКО–ЭКОНОМИЧЕСКИХ
ПОКАЗАТЕЛЕЙ. В НАСТОЯЩЕЕ ВРЕМЯ НЕТ ТАКОЙ ОТРАСЛИ
ПРОМЫШЛЕННОСТИ, ГДЕ БЫ НЕ ПРИМЕНЯЛАСЬ СВАРКА,
ОДНАКО РАЗВИТИЕ ТЕХНИКИ И ТЕХНОЛОГИИ СВАРОЧНОГО
ПРОИЗВОДСТВА ТРЕБУЕТ СООТВЕТСТВУЮЩЕЙ
ПОДГОТОВКИ СПЕЦИАЛИСТОВ СВАРОЧНОГО
ПРОИЗВОДСТВА.
Колесников А. Д. Гр. 30903220
11
12.
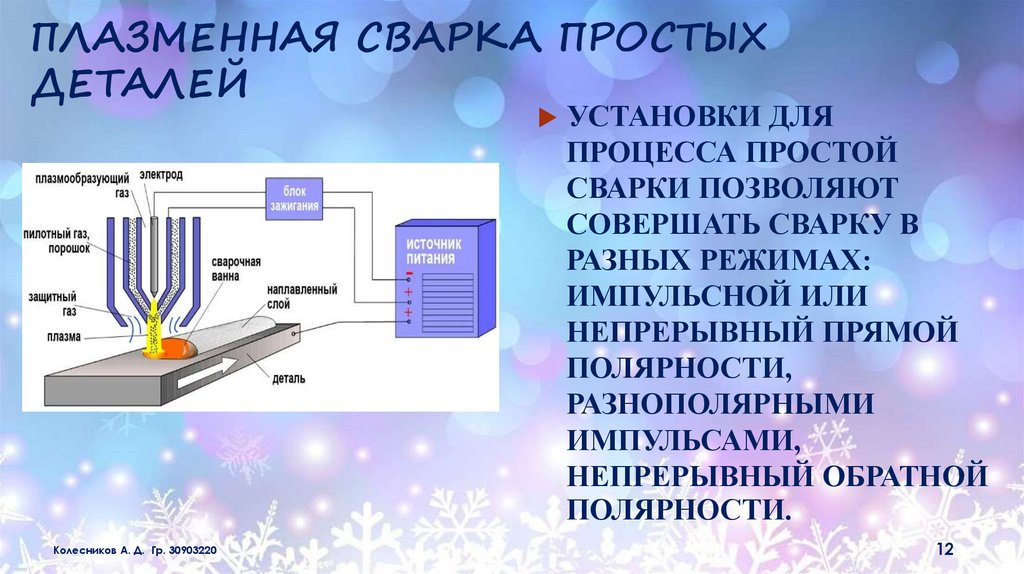
ПЛАЗМЕННАЯ СВАРКА ПРОСТЫХДЕТАЛЕЙ
УСТАНОВКИ ДЛЯ
ПРОЦЕССА ПРОСТОЙ
СВАРКИ ПОЗВОЛЯЮТ
СОВЕРШАТЬ СВАРКУ В
РАЗНЫХ РЕЖИМАХ:
ИМПУЛЬСНОЙ ИЛИ
НЕПРЕРЫВНЫЙ ПРЯМОЙ
ПОЛЯРНОСТИ,
РАЗНОПОЛЯРНЫМИ
ИМПУЛЬСАМИ,
НЕПРЕРЫВНЫЙ ОБРАТНОЙ
ПОЛЯРНОСТИ.
Колесников А. Д. Гр. 30903220
12
13.
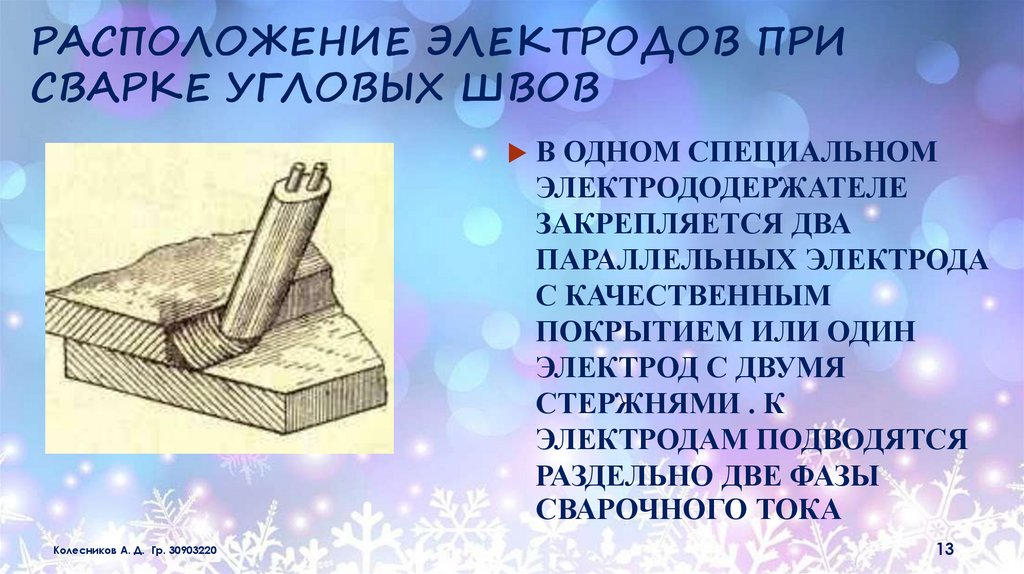
РАСПОЛОЖЕНИЕ ЭЛЕКТРОДОВ ПРИСВАРКЕ УГЛОВЫХ ШВОВ
В ОДНОМ СПЕЦИАЛЬНОМ
ЭЛЕКТРОДОДЕРЖАТЕЛЕ
ЗАКРЕПЛЯЕТСЯ ДВА
ПАРАЛЛЕЛЬНЫХ ЭЛЕКТРОДА
С КАЧЕСТВЕННЫМ
ПОКРЫТИЕМ ИЛИ ОДИН
ЭЛЕКТРОД С ДВУМЯ
СТЕРЖНЯМИ . К
ЭЛЕКТРОДАМ ПОДВОДЯТСЯ
РАЗДЕЛЬНО ДВЕ ФАЗЫ
СВАРОЧНОГО ТОКА
Колесников А. Д. Гр. 30903220
13
14.
ТЕХНОЛОГИИ СВАРКИПОКРЫТИЕ ЭЛЕКТРОДОВ
ОБЫЧНО ТАКЖЕ ИМЕЕТ
ПОВЫШЕННУЮ ТОЛЩИНУ.
ДЛЯ СВАРКИ СТЫКОВЫХ
ШВОВ И УГЛОВЫХ ШВОВ
МАЛОЙ ДЛИНЫ, ГДЕ
НЕУДОБНО ИСПОЛЬЗОВАТЬ
АВТОМАТИЧЕСКУЮ СВАРКУ,
ЦЕЛЕСООБРАЗНО
ПРИМЕНЕНИЕ
ПОЛУАВТОМАТИЧЕСКОЙ
СВАРКИ
Колесников А. Д. Гр. 30903220
14
15.
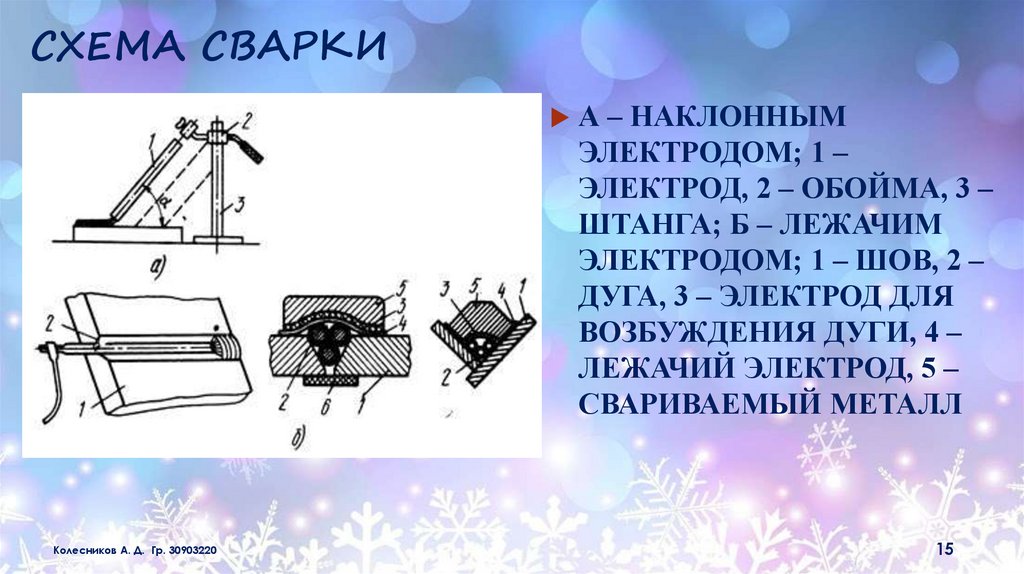
СХЕМА СВАРКИА – НАКЛОННЫМ
ЭЛЕКТРОДОМ; 1 –
ЭЛЕКТРОД, 2 – ОБОЙМА, 3 –
ШТАНГА; Б – ЛЕЖАЧИМ
ЭЛЕКТРОДОМ; 1 – ШОВ, 2 –
ДУГА, 3 – ЭЛЕКТРОД ДЛЯ
ВОЗБУЖДЕНИЯ ДУГИ, 4 –
ЛЕЖАЧИЙ ЭЛЕКТРОД, 5 –
СВАРИВАЕМЫЙ МЕТАЛЛ
Колесников А. Д. Гр. 30903220
15