





 industry
industrySimilar presentations:










Разработка технологического процесса сборки и сварки карданного вала
1.
Студент: Чернов Д.В.Руководитель: Никитина Е.В
2.
Сварка- это технологический процессполучения
неразъёмных
соединений
посредством установления межатомных
связей между свариваемыми частями при
местном или общем нагреве.
3.
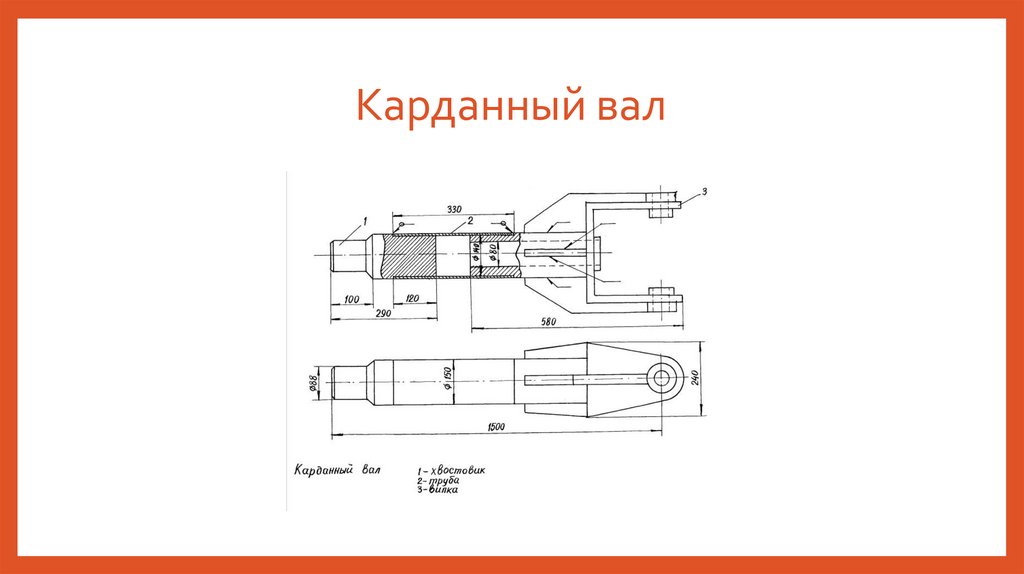
Карданный вал4.
Требования к сварному соединению:• Материал, из которого сделано сварное соединение, должен быть
высокотехнологичным, обладать как можно меньшей склонностью к
образованию дефектов.
• Сварное соединение должно обладать высокими механическими свойствами;
5.
ХН78ТНикелевая сталь ХН78Т используется
для промышленного производства
деталей, которые имеют
допустимую температуру в
эксплуатации – от 1000 до 1100
градусов.
Сплав плавят в электрических
высокотемпературных печах
открытого типа, а также происходит
изготовление сплава разными
методами плавки.
6.
ХИМИЧЕСКИЙ СОСТАВFe
до
6
C
Si
Mn
Ni
S
P
Cr
Ti
70.00
0.15
до 0 до 0 до 0 3 - до 0. до 0. 19 .12
.8
.7 80.8 012
015
22
0.35
5
7.
Способы предотвращения пор присварке никелевого сплава.
Никель и его сплавы проявляют большую склонность к образованию пор вследствие
хорошей растворимости в расплавленном металле азота, водорода, кислорода и резкого
снижения растворимости при затвердевании металла, шва.
Легирование Ti, Cr и V уменьшает пористость, а легирование Mn, С, Si, Fe увеличивает.
При аргонодуговой сварке вероятность образования пор уменьшается с повышением качества
защиты зоны сварки.
8.
Для однопроходной электросварки стыковыхсоединений величину сварочного тока для
быстродвижущегося источника можно определить по
формуле: