


 industry
industrySimilar presentations:





 с целью повышения износостойкости трибоузлов")


")

Повышение производительности процесса точения детали шток за счет применения инструмента с износостойким покрытием
1.
ФГБОУ ВО МГТУ «СТАНКИН»Институт «Машиностроения и инжиниринга»
Кафедра «Высокоэффективные технологии обработки»
Повышение производительности процесса точения
детали шток за счет применения инструмента с
износостойким покрытием
Студент
Чупров Михаил Владиславович
Научный руководитель
к.т.н. доцент, Алешин Сергей Викторович
Москва, 2022 г.
2.
Цель выпускной квалификационной работы: повыситьпроизводительность процесса точения детали шток за счет
применения режущего инструмента с износостойким
покрытием.
Основные задачи ВКР:
1. Спроектировать низкий вентиль.
2. Разработать технологический процесс изготовления детали
«Шток».
3. Разработать технологию повышения производительности
процесса точения детали «Шток» за счет применения
инструмента с износостойким покрытием.
Слайд № 2
3.
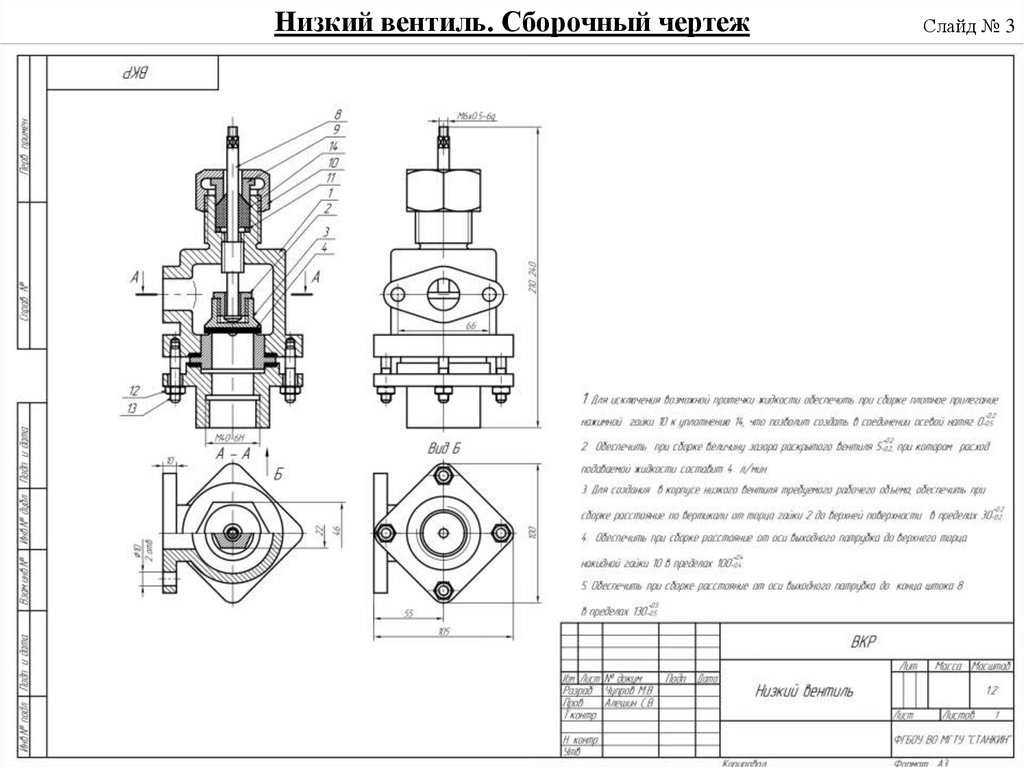
Низкий вентиль. Сборочный чертежСлайд № 3
4.
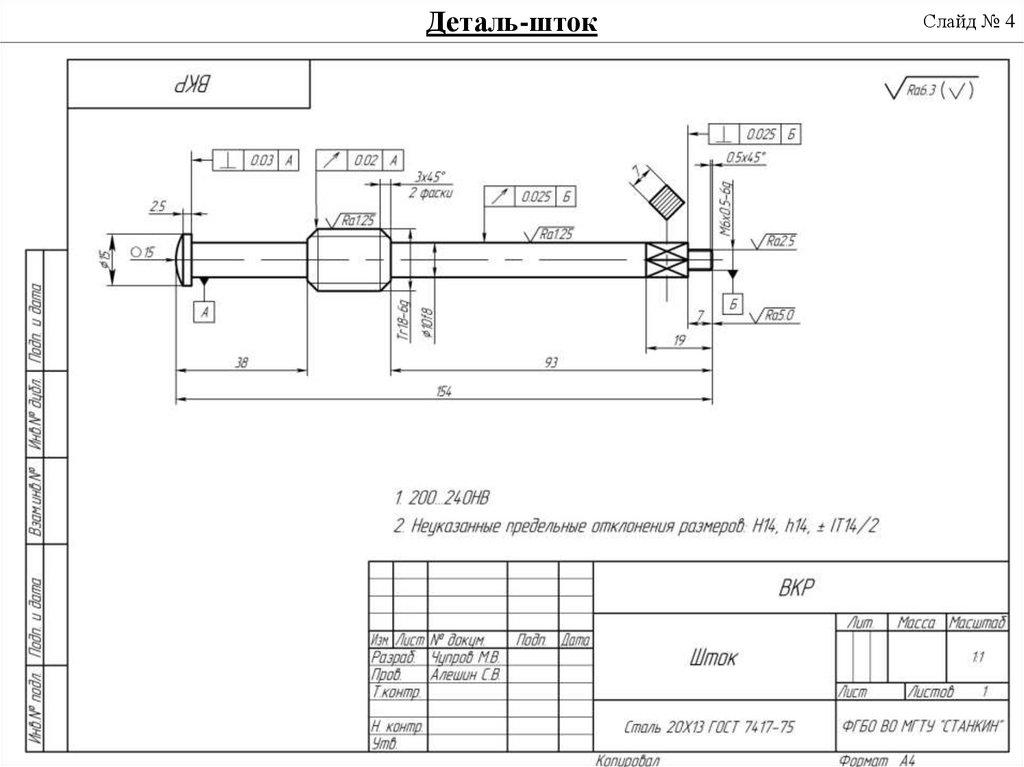
Деталь-штокСлайд № 4
5.
Технологические наладкиСлайд № 5
6.
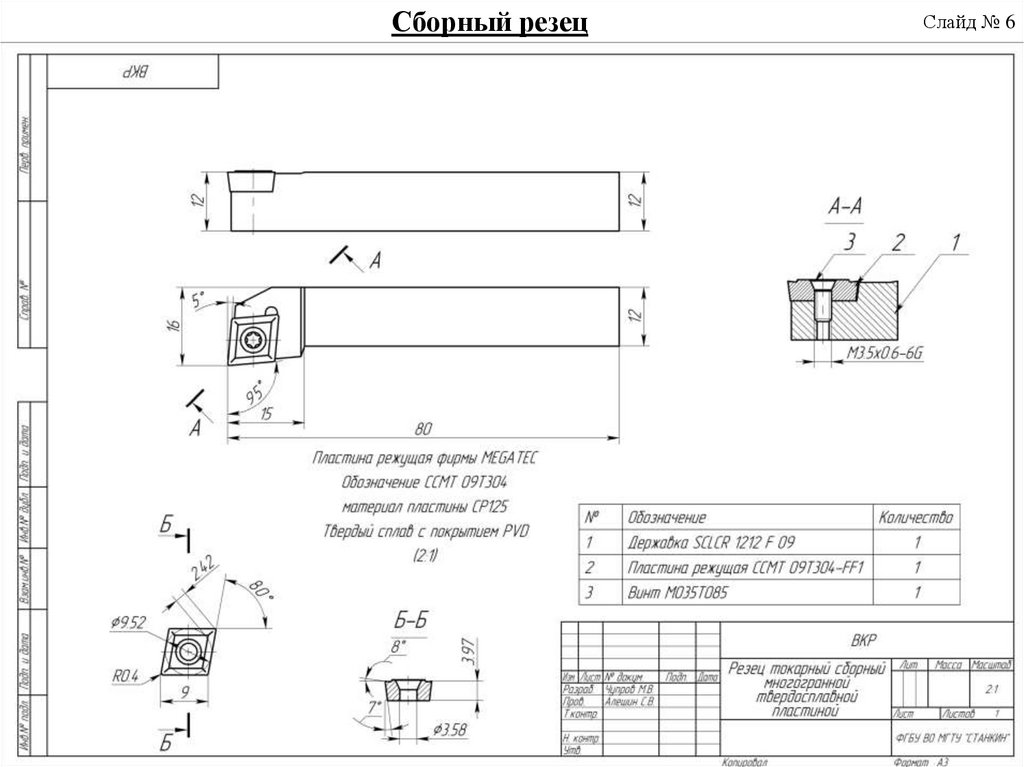
Сборный резецСлайд № 6
7.
Технологический процесс нанесение многослойного покрытия (TiAl)СNТиповой технологический процесс нанесения покрытий
PVD–методом состоит из следующих основных операций:
1. Загрузка пластин, прогрев и откачка вакуумной камеры.
2. Очистка поверхностей пластин ионным травлением в
газовом разряде.
3. Очистка поверхностей пластин бомбардировкой
ионами металла и нагрев до рабочих температур.
4. Нанесение покрытия.
5. Охлаждение и выгрузка пластин.
6. Контроль качества нанесенного покрытия.
Общий вид установки для нанесения
износостойких покрытий модели π-311 фирмы
Platit
Компоновочная схема установки
для нанесения покрытия (TiAl)СN
1,3,4 – катоды Ti
2 – катод Al
При нанесении покрытия (Ti,Al)CN
используются четыре катода: из сплава
титана и алюминия . Катоды Ti и Al
устанавливаются на фильтрующую
испарительную систему. Испарение катодов
производиться в атмосфере реакционного
газа – азота(N) и ацетилена(C2H2).
Слайд № 7
8.
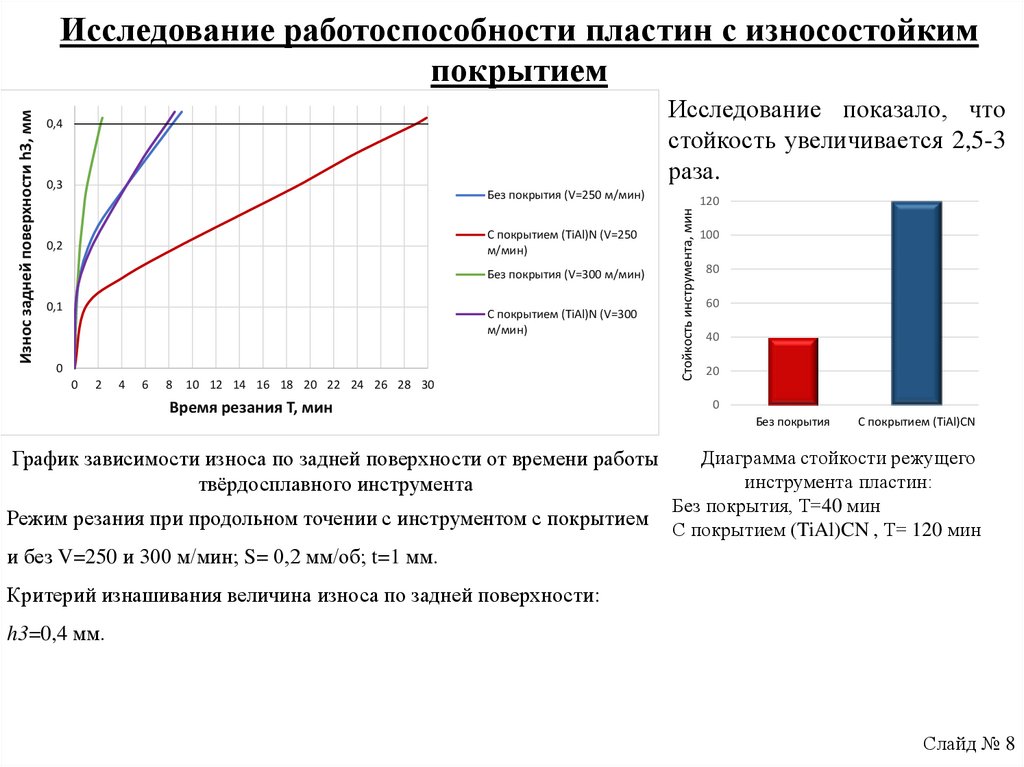
Исследование показало, чтостойкость увеличивается 2,5-3
раза.
0,4
0,3
Без покрытия (V=250 м/мин)
С покрытием (TiAl)N (V=250
м/мин)
0,2
Без покрытия (V=300 м/мин)
0,1
С покрытием (TiAl)N (V=300
м/мин)
0
0
2
4
6
8
10 12 14 16 18 20 22 24 26 28 30
Время резания Т, мин
График зависимости износа по задней поверхности от времени работы
твёрдосплавного инструмента
Режим резания при продольном точении с инструментом с покрытием
120
Стойкость инструмента, мин
Износ задней поверхности h3, мм
Исследование работоспособности пластин с износостойким
покрытием
100
80
60
40
20
0
Без покрытия
С покрытием (TiAl)CN
Диаграмма стойкости режущего
инструмента пластин:
Без покрытия, Т=40 мин
С покрытием (TiAl)CN , Т= 120 мин
и без V=250 и 300 м/мин; S= 0,2 мм/об; t=1 мм.
Критерий изнашивания величина износа по задней поверхности:
h3=0,4 мм.
Слайд № 8
9.
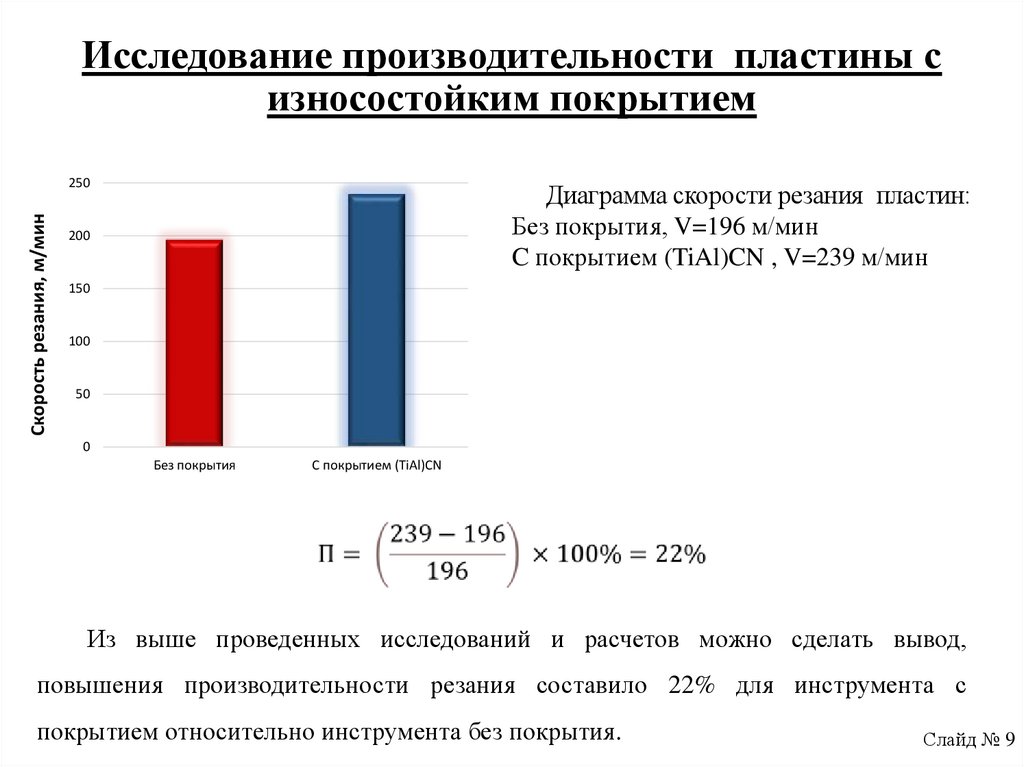
Исследование производительности пластины сизносостойким покрытием
Скорость резания, м/мин
250
Диаграмма скорости резания пластин:
Без покрытия, V=196 м/мин
C покрытием (TiAl)CN , V=239 м/мин
200
150
100
50
0
Без покрытия
С покрытием (TiAl)CN
Из выше проведенных исследований и расчетов можно сделать вывод,
повышения производительности резания составило 22% для инструмента с
покрытием относительно инструмента без покрытия.
Слайд № 9
10.
Заключение1. Разработан технологический процесс изготовления детали
шток низкого вентиля.
2. На основании полученных результатов работоспособности
твердосплавных пластин с износостойким покрытием (TiAl)СN и
инструмента без покрытия, установлено повышение стойкости
режущего инструмента в 2,5-3 раза, а также производительности
резания на 22 %.
Слайд № 10