



 industry
industrySimilar presentations:

")





")


Способы формирования соединений через жидкую прослойку
1.
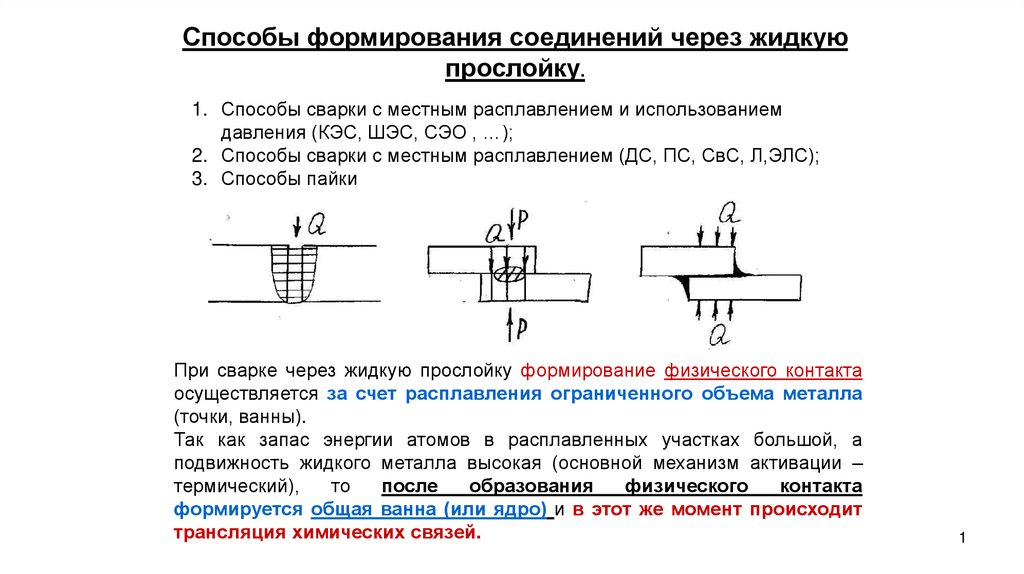
Способы формирования соединений через жидкуюпрослойку.
1. Способы сварки с местным расплавлением и использованием
давления (КЭС, ШЭС, СЭО , …);
2. Способы сварки с местным расплавлением (ДС, ПС, СвС, Л,ЭЛС);
3. Способы пайки
При сварке через жидкую прослойку формирование физического контакта
осуществляется за счет расплавления ограниченного объема металла
(точки, ванны).
Так как запас энергии атомов в расплавленных участках большой, а
подвижность жидкого металла высокая (основной механизм активации –
термический),
то
после
образования
физического
контакта
формируется общая ванна (или ядро) и в этот же момент происходит
трансляция химических связей.
1
2.
формирование прочных химических связей не вызывает затруднений,однако, как правило, и не определяет работоспособности соединений, т.к.
из-за высокой температуры Т>Тпл. и взаимодействия с атмосферой активно
развиваются сопутствующие процессы, влияющие на свойства металла в
зоне соединения. Высокий нагрев в зоне соединения приводит к
формированию двух характерных зон: 1) литой зоны (металл шва); 2)
зоны термического влияния (ЗТВ).
При сварке с местным расплавлением проблема получения прочных
химических связей трансформируется в две самостоятельные
проблемы:
1. получение МШ с заданными свойствами;
2. получение металла ЗТВ с заданными свойствами (труднее).
Свойства металла шва определяются комплексом факторов:
1. процессами плавления (его длительностью, характером перемешивания);
2. взаимодействием со средой и вопросами защиты;
3. металлургической обработкой;
4. характером кристаллизации металла шва.
Свойства металла зоны термического влияния определяются в основном
характером нагрева и охлаждения металла (термическим циклом сварки).
2
3.
Способы сварки с местнымрасплавлением и использанием давления
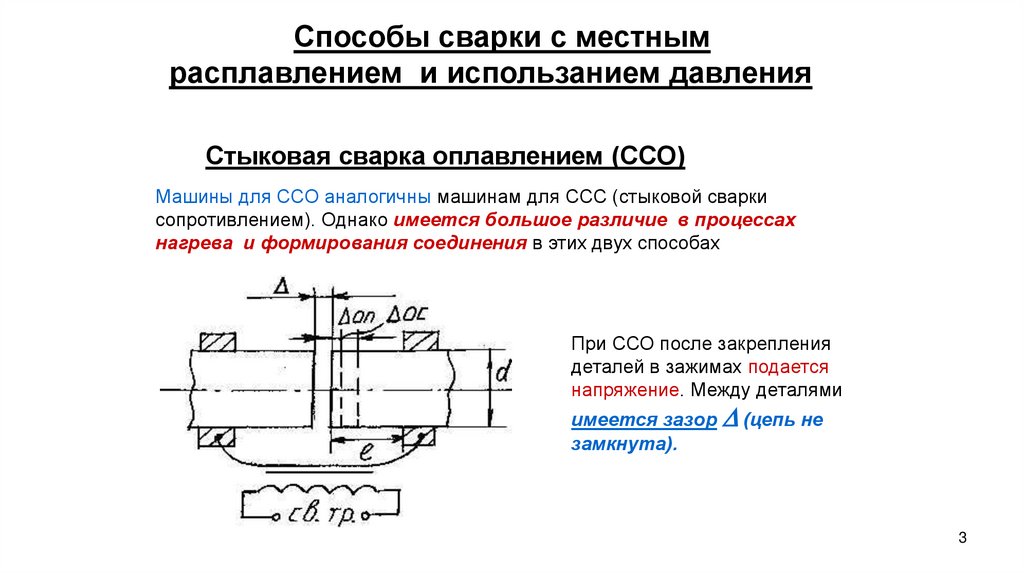
Стыковая сварка оплавлением (ССО)
Машины для ССО аналогичны машинам для ССС (стыковой сварки
сопротивлением). Однако имеется большое различие в процессах
нагрева и формирования соединения в этих двух способах
При ССО после закрепления
деталей в зажимах подается
напряжение. Между деталями
имеется зазор (цепь не
замкнута).
3
4.
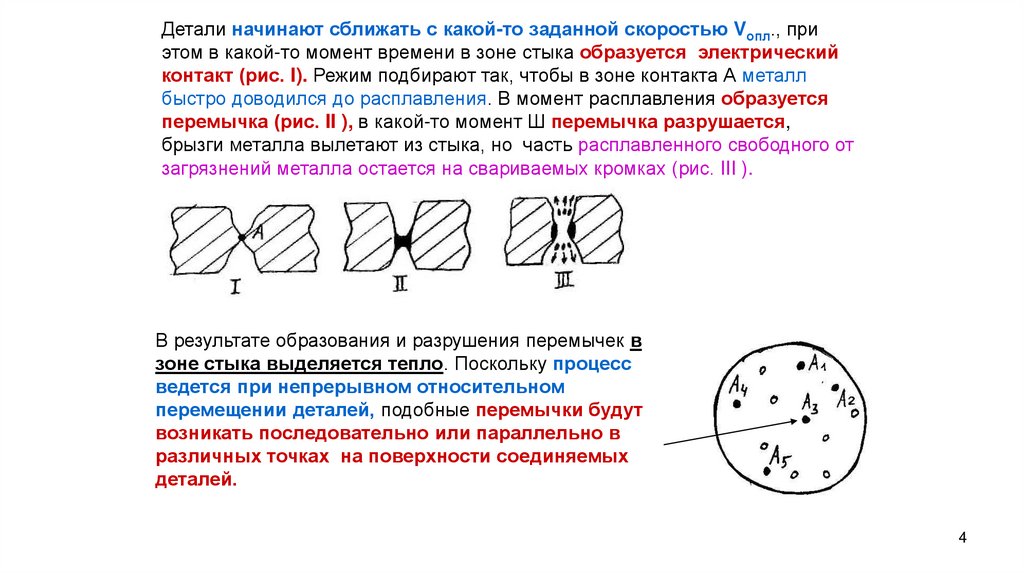
Детали начинают сближать с какой-то заданной скоростью Vопл., приэтом в какой-то момент времени в зоне стыка образуется электрический
контакт (рис. I). Режим подбирают так, чтобы в зоне контакта А металл
быстро доводился до расплавления. В момент расплавления образуется
перемычка (рис. II ), в какой-то момент Ш перемычка разрушается,
брызги металла вылетают из стыка, но часть расплавленного свободного от
загрязнений металла остается на свариваемых кромках (рис. III ).
В результате образования и разрушения перемычек в
зоне стыка выделяется тепло. Поскольку процесс
ведется при непрерывном относительном
перемещении деталей, подобные перемычки будут
возникать последовательно или параллельно в
различных точках на поверхности соединяемых
деталей.
4
5.
Сплошная пленка жидкого металла на всейповерхности торцов сформируется в тот
момент, когда «период жизни» жидкого металла
станет больше, чем период формирования
перемычек в одной и той же точке
жизни
жизни
(толщина этой жидкой пленки будет разной).
На этой стадии процесс оплавления завершают
За счет более быстрого перемещения деталей формируется общая ванна, при
этом (как правило) сжимающее усилие выбирается таким, чтобы
наблюдалось не только выдавливание жидкого металла из стыка, но и
пластическая деформация металла ЗТВ. В процессе осадки, в зависимости
от свойств материала, на какой-то стадии выключают трансформатор .
5
6.
При ССО интенсивность нагрева, защиты соединяемой зоны отатмосферы и свойства соединения зависят от характера проведения
процесса оплавления: как правило процесс ведут на режимах,
обеспечивающих максимальное количество перемычек,
формирующихся в единицу времени
- частота образования перемычек.
vопл = vперем.
Ориентировочные режимы ССО:.
Плотность тока в 2-5 раз ниже, чем при
сварке сопротивлением: j=6-25 А/мм2;
Pосадки=2-5 кг/мм2 (для низкоуглеродистых сталей)
Вылет соединяемых деталей:
y
= ОП+ осадки:
l 0,75 1 d ;
d
опл
осадки
10
3мм
1мм
36
6мм
3мм
- укорочение деталей
Uxx ~2 11В; Uопл 0,95*Uxx
6
7.
1.2.
3.
4.
Преимущества способа:
позволяет обеспечить высокие свойства металла в зоне соединения за
счет удаления жидкого металла из стыка и пластической деформации
металла в зоне сварки;
в процессе сварки выравниваются все выступы и неровности, поэтому не
требуется тщательной подготовки поверхности перед сваркой;
могут быть соединены не только компактные сечения: круг, квадрат,
кольцо, но и: листы встык по длине до 1м;
возможно соединение разнородных металлов (медь + алюминий;
низкоуглеродистая сталь + быстрорежущая сталь).
Недостатки:
1.
трудности контроля (возможен только статистический)
2.
потеря металла на оплавление (снижение КИМ)
Области применения:
сварка арматурных стержней, сварка колес, ободьев колец,
заготовок составного металлорежущего инструмента (резцов, сверл,
метчиков),
стыки труб ( от 50 мм до 500 мм) трубопроводов,
стыки змеевиков паровых котлов высокого давления,
стыки железнодорожных рельсов (плети до 50м).
7