



















 industry
industrySimilar presentations:










Обработка конических поверхностей. Методы обработки конических поверхностей
1. Обработка конических поверхностей
ОБРАБОТКАКОНИЧЕСКИХ
ПОВЕРХНОСТЕЙ
2. Методы обработки конических поверхностей
•Широкой кромкой режущего резца;•Поворотом верхней части суппорта;
•Смещением корпуса задней бабки;
•С помощью конусной линейки;
•С применением приспособления – копира;
3. Обработка конических поверхностей с поворотом верхних салазок суппорта
4. Детали и инструмент с коническими поверхностями
ДЕТАЛИ И ИНСТРУМЕНТ СКОНИЧЕСКИМИ ПОВЕРХНОСТЯМИ
5. Элементы конуса
ЭЛЕМЕНТЫ КОНУСА1) Если на
чертеже угол конуса не проставлен, определите его по
формулам:
2) а0 = arctg а (определяется по тригонометрическим таблицам,
например по таблице Брадиса).
6. Наладка станка
НАЛАДКА СТАНКАС помощью ключа отверните гайки верхнего суппорта на 1 -1,5 оборота против
часовой стрелки.
7.
Поверните верхнюю частьсуппорта против часовой стрелки на
угол 10°, соответствующий чертежу
обрабатываемой детали.
Величину поворота 10°
определите по шкале, нанесенной
на верхней плоскости поперечного
суппорта (цена деления 1°).
8.
Затяните до упора рожковымключом гайки верхнего суппорта.
Включите механизм прямого вращения шпинделя
Возьмитесь правой рукой за
рукоятку винта верхних салазок, а
левую руку положите на салазки
верхнего суппорта, вращайте рукоятку
винта против часовой стрелки до упора,
резцедержатель переместится в крайнее
правое положение.
9.
Используя продольную ипоперечную подачи суппорта,
подведите резец к наружной
цилиндрической поверхности
заготовки и коснитесь ее
вершиной резца.
Установите показания лимба
поперечной подачи на "О".
10.
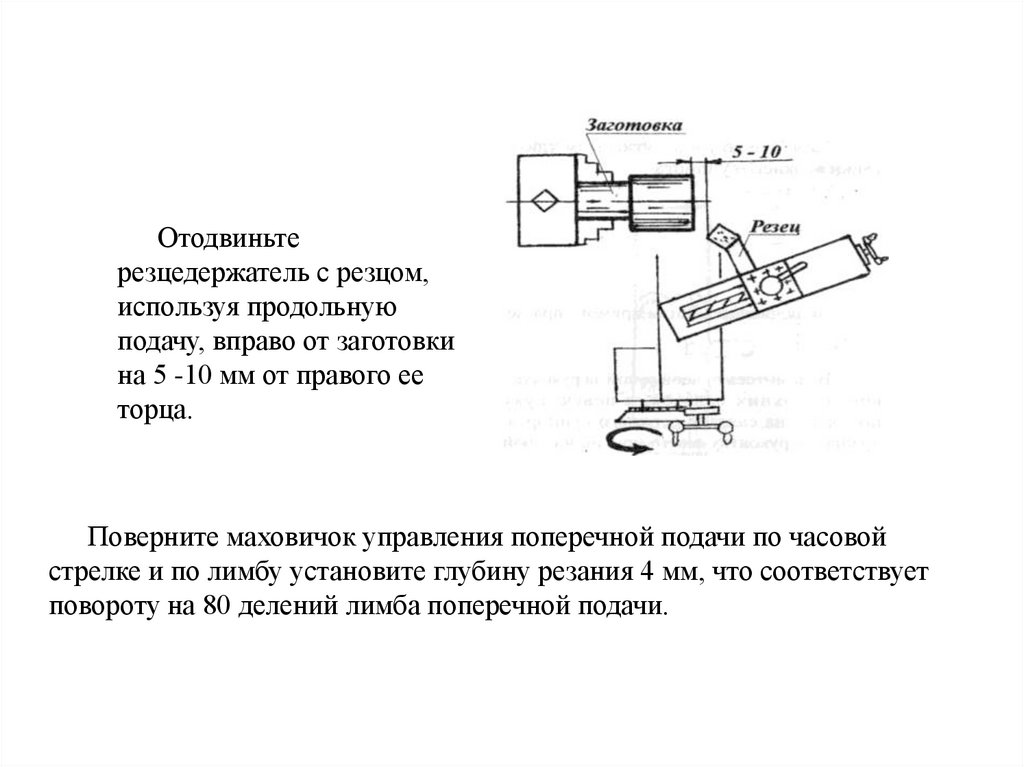
Отодвиньтерезцедержатель с резцом,
используя продольную
подачу, вправо от заготовки
на 5 -10 мм от правого ее
торца.
Поверните маховичок управления поперечной подачи по часовой
стрелке и по лимбу установите глубину резания 4 мм, что соответствует
повороту на 80 делений лимба поперечной подачи.
11.
Плавно вращая винт верхнихсалазок по часовой стрелке,
обточите заготовку пока резец на
выйдет из зоны резания.
Используя поперечную подачу,
отведите резцедержатель с резцом
от заготовки на 3 мм.
12.
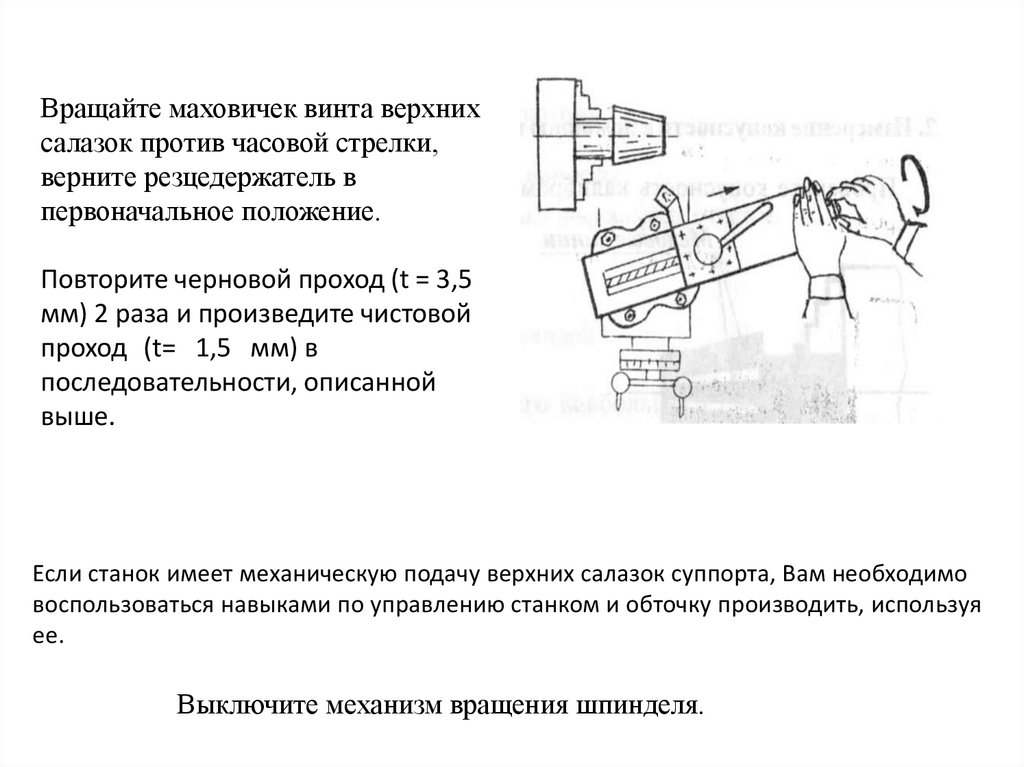
Вращайте маховичек винта верхнихсалазок против часовой стрелки,
верните резцедержатель в
первоначальное положение.
Повторите черновой проход (t = 3,5
мм) 2 раза и произведите чистовой
проход (t= 1,5 мм) в
последовательности, описанной
выше.
Не включайте прямую продольную подачу! Это может привести поломке резца от
удара о поверхность заготовки.
Если станок имеет механическую подачу верхних салазок суппорта, Вам необходимо
воспользоваться навыками по управлению станком и обточку производить, используя
ее.
Выключите механизм вращения шпинделя.
13. Контроль наружной конической поверхности
КОНТРОЛЬ НАРУЖНОЙ КОНИЧЕСКОЙПОВЕРХНОСТИ
Измерьте большой и малый диаметры конической поверхности
штангенциркулем.
Полученные результаты сравните с заданными.
В случае расхождения результатов проверьте правильность настройки угла
поворота верхних салазок суппорта.
14. Измерение конусности с помощью конусного калибра
ИЗМЕРЕНИЕ КОНУСНОСТИ СПОМОЩЬЮ КОНУСНОГО КАЛИБРА
Проверьте конусность калибром.
Если меловые линии стерлись по всей
длине, деталь обработана правильно.
Если линии стерлись не по всей
длине, проверьте правильность
настройки угла поворота верхних
салазок суппорта.
15. Проверка угла конуса углометром
ПРОВЕРКА УГЛА КОНУСАУГЛОМЕТРОМ
Измерьте угол конуса угломером.
Если угол не соответствует
заданному, проверьте
правильность настройки угла
поворота верхних салазок
суппорта.
1 и 2 - измерительные поверхности угломера.
16. Коническая ручка
КОНИЧЕСКАЯ РУЧКА17. Технология обработки конической ручки
ТЕХНОЛОГИЯ ОБРАБОТКИ КОНИЧЕСКОЙ РУЧКИ1.
Установить и закрепить заготовку с
вылетом 80 мм. Подрезать торец;
2.
Точить с D 20 до d 9, L 19 мм;
3.
Точить с D 9 до d 7,9, L 15 мм;
18. Технология обработки конической ручки
ТЕХНОЛОГИЯ ОБРАБОТКИ КОНИЧЕСКОЙРУЧКИ
4. Снять фаску 1х450;
5. Точить конус D 20 до d 9;
6. Отрезать деталь, одновременно
снять фаску.
19. Виды брака при обработке конических поверхностей
• Брак:ВИДЫ БРАКА ПРИ ОБРАБОТКЕ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
•Угол конуса правильный, но не точны
размеры большого и малого основания:
•Причина:
•Неточность установки по лимбу
поперечной подачи;
•Меры предупреждения:
•Тщательно установить размер по лимбу
при окончательном проходе.
20. Виды брака при обработке конических поверхностей
•Брак:ВИДЫ БРАКА ПРИ ОБРАБОТКЕ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
•Угол конуса не соответствует указанному в
чертеже
•Причина:
•Неточность поворота верхней части суппорта на
заданный угол;
•Отжим поворотной плиты в процессе обработки
•Меры предупреждения:
Отрегулировать угол поворота плиты;
Надежно закрепить поворотную плиту
21. Техника безопасности
ТЕХНИКА БЕЗОПАСНОСТИ•Надеть спецодежду
•Сливную стружку удалять крючком.
•Запрещается тормозить руками и ключом.
•Не измерять деталь на ходу станка.
•Правильно и прочно закреплять заготовки в патроне.
•Не включайте прямую продольную подачу! Это может привести
поломке резца от удара о поверхность заготовки.
•Соблюдать чистоту и порядок на рабочем месте.
•Пользоваться очками или защитным экраном.