









;")








 industry
industrySimilar presentations:










Сварка в особых условиях и областях: сварка под водой, электронно-лучевая сварка в открытом космосе
1.
Сварка в особых условиях иобластях: сварка под водой,
электронно-лучевая сварка в
открытом космосе.
2.
3. Проверка домашнего задания
Устно: рассказать о сущности газовой сварки4. Решение ситуационной задачи. Давайте представим себе, что корабль в открытом море получил пробоину. Что делать?
5. А как проложить трубопровод по дну моря?
6. Сварка под водой
В связи с постоянно возрастающим числом морских установоквозникает необходимость осуществления сварки для соединений
трубопроводов, а также при проведении ремонтных работ опорных
конструкций.
Опыт осуществления подводной сварки пока невелик, но уже
очевидно, что качество сварных соединений и технология
сварочного процесса нуждается в совершенствовании.
7. Разновидности подводной сварки
4 основныхметода
подводной
сварки:
Сварка в сухой
глубоководной
камере;
Сварка в рабочей
камере
(водолазный
колокол);
Сварка
в портативном
сухом боксе;
Мокрая сварка.
8.
9. Подводная сварка в сухой среде
Сварщики вдыхают смесь гелия икислорода, в которой в
независимости от глубины
поддерживается парциальное
давление кислорода 29,4 кПа.
Гидротанк
барокомплекса
имеет
диаметр 3,7м и состоит из двух отсеков:
верхнего и нижнего, заполненного
водой.
Жилой модуль (внутренний диаметр
2,14м)
одновременно
является
декомпрессионной камерой и соединяет
верхнюю
часть
гидротанка
со
шлюзовым модулем.
Шлюзовой модуль, в котором всегда
поддерживается атмосферное давление,
используется в случае необходимости
принять людей или передать крупные
предметы в жилой модуль, в то время
когда он находится под давлением.
Гидротанк
и
жилой
модуль
оборудованы
индивидуальными
системами жизнеобеспечения.
*Обычный промежуток между
погружениями составляет 2ч.
10. Погружаемый аппарат с выходом водолаза через шлюзовое устройство. Доставка персонала осуществляется сухим способом в камере с
атмосферным давлением.* См.видео «Технология подводной сварки в кессоне»
*Общий вид системы с
использованием
сварочно-монтажных
камер с нормальным
атмосферным
давлением.
11.
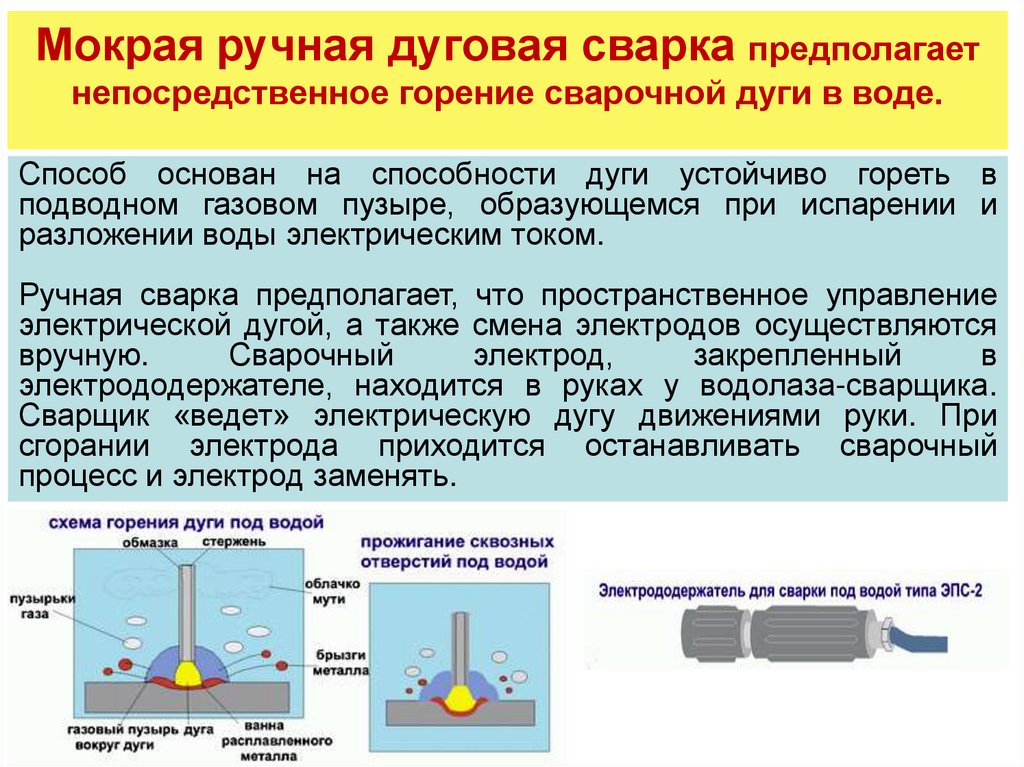
Мокрая ручная дуговая сварка предполагаетнепосредственное горение сварочной дуги в воде.
Способ основан на способности дуги устойчиво гореть в
подводном газовом пузыре, образующемся при испарении и
разложении воды электрическим током.
Ручная сварка предполагает, что пространственное управление
электрической дугой, а также смена электродов осуществляются
вручную.
Сварочный
электрод,
закрепленный
в
электрододержателе, находится в руках у водолаза-сварщика.
Сварщик «ведет» электрическую дугу движениями руки. При
сгорании электрода приходится останавливать сварочный
процесс и электрод заменять.
12. Рис. 1. Глубоководное гелио-кислородное снаряжение: 1 — шлем; 2 — водолазная рубаха; 3 — задний груз (регенеративная коробка);
• Водолаз-сварщик заключен в водонепроницаемыйкостюм и находится в плотной среде, стесняющей его
движение, кроме того, на него действует дополнительное
гидростатическое давление, снижающее его подвижность.
Водолаз находится в весьма неустойчивом положении с
небольшой отрицательной плавучестью.
• Ухудшенная видимость и наличие подводных течений
создают неблагоприятные условия как для существования
дугового разряда, так и для работы водолаза-сварщика,
отрицательно сказываясь на качестве швов и
производительности процесса.
Рис. 1. Глубоководное гелиокислородное снаряжение: 1 —
шлем; 2 — водолазная рубаха; 3 —
задний груз (регенеративная
коробка); 4 — передний груз с
аварийным запасом газовой смеси;
5 — водолазные галоши.
13.
Достоинства мокрой ручной сварки:1. Процесс происходит без каких-либо дополнительных
сооружений или устройств.
2. Водолаз-сварщик имеет большую свободу
перемещений и может вести работу в труднодоступных
местах.
3. Сварка проводится быстро и с меньшими затратами.
Недостатки мокрой ручной сварки:
1. Невысокая производительность.
2. Значительное количество газовой фазы и
механической взвести в рабочей зоне затрудняет
визуальный контроль горения дуги и формирование шва.
3. Прочностные и пластические свойства получаемых
соединений отличаются неоднородностью и
существенно зависят от условий сварки и от глубины, на
которой выполняются работы.
14. Оборудование для полуавтоматической подводной сварки с непрерывной подачей проволоки
.15. Организация работ при подводной сварке
• Кадры подводных сварщиков и резчиков готовятся из опытныхводолазов достаточно высокой квалификации. Работы производятся в
тяжелом мягком водолазном снаряжении, в зимних рубахах с
закрытыми кистями рук. Обязательна исправная телефонная связь с
водолазом.
• Вся аппаратура должна быть высокого качества в полной исправности,
и, безусловно, проверена.
• Подводная сварка, дуговая и электрокислородная резка производятся,
как правило, на постоянном токе прямой полярности. Для поддержания
всего оборудования и аппаратуры в исправном состоянии в составе
бригады должен быть квалифицированный электромеханик.
Вследствие электропроводности воды все металлические предметы в
зоне работ оказываются включенными в сварочную цепь через воду.
Прикосновение электрода к любому металлическому предмету, в том
числе и металлическим частям водолазного снаряжения, зажигают
дугу. Случайное прикосновение электрода к шлему и манишке
(нагруднику) водолаза мгновенно создает сквозные прожоги. Поэтому
шлем и манишка должны быть оклеены резиной, брезентом или
покрыты прочным лаком.
• Смена электродов должна производиться при выключенном токе, о чем
водолаз сообщает по радио.
• Должны быть приняты все меры, обеспечивающие безопасность и
удобство работы водолаза, с ограждением его от волн и течения воды;
создана возможность работать в удобном положении, в необходимых
16. Сварка в особых условиях и областях: электронно-лучевая сварка в открытом космосе.
Впервые мысль о необходимости выполнения работ посварке и резке в космосе высказал С.П.Королев в 1965 г.
Основные отличия космических условий от земных - прежде
всего глубокий вакуум при практически неограниченной
скорости диффузии газов из зоны сварки, широкий интервал
температур, при которых может находиться свариваемое
изделие, невесомость. Кроме того, на качество сварки влияет
ряд второстепенных факторов - ограниченная подвижность
космонавта-оператора в скафандре, повышенные требования
безопасности работ и др.
Первые эксперименты по сварке в космосе проведены 16
октября 1969 г. на корабле «Союз-6» Г.С. Шониным и В.Н.
Кубасовым с использованием установки «Вулкан». Установка
позволяла в автоматическом режиме выполнять дуговую,
плазменную и электронно-лучевую сварку.
17.
Сущность электронно-лучевой сварки:сваривание проводится за счет
использования кинетической энергии
летящих электронов, которые при
соприкосновении с поверхностью становятся
причиной нагрева поверхности.
18.
14 июля 1984 г. космонавтами С.Савицкой иВ.Джанибековым
были
впервые
проведены
эксперименты по электронно-лучевой сварке с
выходом в открытый космос. Применялся сварочный
аппарат УРИ (универсальный ручной инструмент). Этот
аппарат позволял осуществлять сварку, резку, пайку
металла,
нанесение
покрытий.
Данные
операции
выполнялись короткофокусной электронно-лучевой
пушкой, которую космонавт держал в руке.
19.
Закрепление изученного материала.Работа с карточками.
Практическое задание «Выбор метода и
определение вида сварки»
по теме «Сущность основных способов
сварки»
(выполнить в тетради и выслать фото выполненного
задания на проверку преподавателю).
20.
21. Домашнее задание
1.Учить конспект.2. Читать информацию по теме в интернете.
3. Рассказывать о сварке под водой и в космосе.