 industry
industrySimilar presentations:


")







Дуга. Сварка
1.
Перевод: китайский (упрощенный) - русский - www.onlinedoctranslator.comДуга Сварка
ФункцияСпециальные
занятия
2.
СОДЕРЖАНИЕ
01
Инструкции по функциям сварки и операции
программирования
02
Настройка параметров мощности сварки
03
Многослойная и многоканальная функция
04
осязаниефункция
让智造更简单
MAKING SMART MORE SIMPLE
3.
ЧАСТЬ01
СваркаФпомазаниеяинструкци
я
иппрограммированиеОоперац
ия
让智造更简单
MAKING SMART MORE SIMPLE
4.
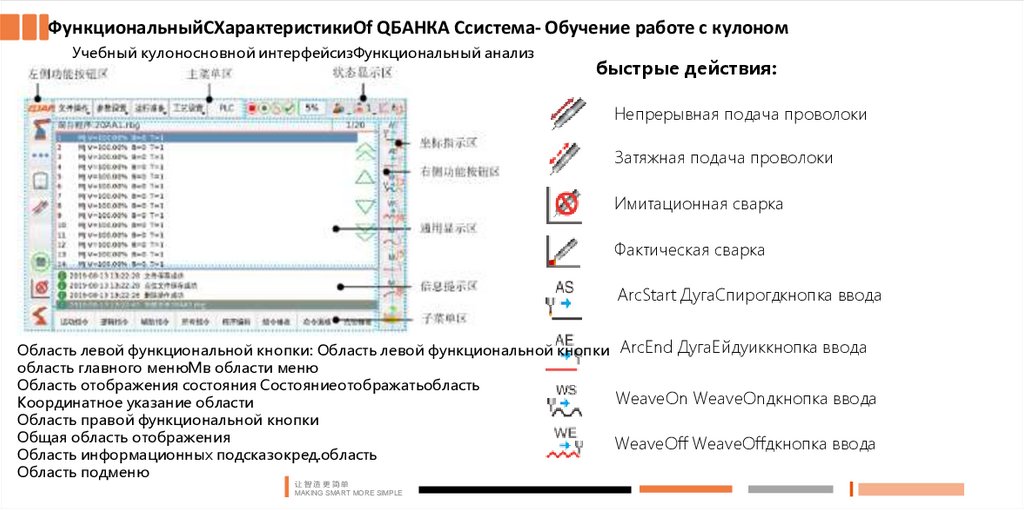
ФункциональныйСХарактеристикиОf QБАНКА Ссистема- Обучение работе с кулономУчебный кулоносновной интерфейсизФункциональный анализ
быстрые действия:
Непрерывная подача проволоки
Затяжная подача проволоки
Имитационная сварка
Фактическая сварка
ArcStart ДугаСпирогдкнопка ввода
Область левой функциональной кнопки: Область левой функциональной кнопки ArcEnd ДугаЕйдуиккнопка ввода
область главного менюМв области меню
Область отображения состояния Состояниеотображатьобласть
WeaveOn WeaveOnдкнопка ввода
Координатное указание области
Область правой функциональной кнопки
Общая область отображения
WeaveOff WeaveOffдкнопка ввода
Область информационных подсказокред.область
Область подменю
让智造更简单
MAKING SMART MORE SIMPLE
5.
рпрограммное обеспечение для процесса сваркиobot-Простота в эксплуатации
ФункциональныйСХарактеристикиОf QБАНКА Ссистема- Базовый технологический пакет
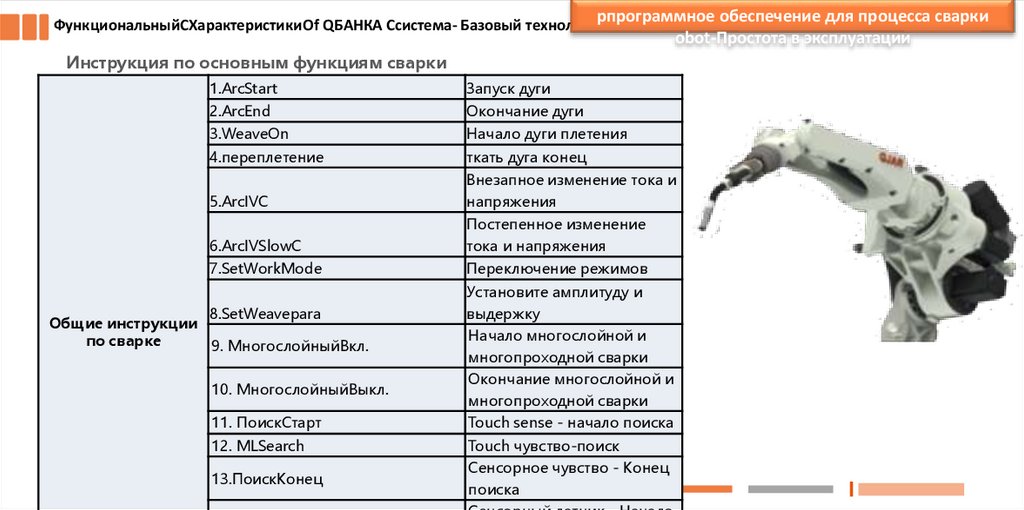
Инструкция по основным функциям сварки
1.ArcStart
Запуск дуги
2.ArcEnd
Окончание дуги
3.WeaveOn
Начало дуги плетения
4.переплетение
ткать дуга конец
5.ArcIVC
Внезапное изменение тока и
напряжения
6.ArcIVSlowC
Постепенное изменение
тока и напряжения
7.SetWorkMode
Переключение режимов
8.SetWeavepara
Общие инструкции
по сварке
9. МногослойныйВкл.
10. МногослойныйВыкл.
Установите амплитуду и
выдержку
Начало многослойной и
многопроходной сварки
Окончание многослойной и
многопроходной сварки
11. ПоискСтарт
Touch sense - начало поиска
12. MLSearch
Touch чувство-поиск
13.ПоискКонец
让智造更简单
Сенсорное чувство - Конец
поиска
MAKING SMART MORE SIMPLE
6.
ФункциональныйСХарактеристикиОf QБАНКА Ссистема- Базовый технологический пакетQJARсистема имеет мощную функцию применения сваркитехнологическое
программное обеспечение, который может удовлетворить Требования к процессу
сварки вдругойсреды
ФВведение
5. Функция заднего круга:
1.Функция обнаружения и смещения дуги:
Ддинамическое определение того, является ли дуга успешной или нет.Если
дуга не удалась, она может начаться снова или
переместитьсяновыйположение, чтобы начать снова.
2.Функция предотвращения столкновений
Когда сварочный пистолет сталкивается с заготовкой и
инструментом, вовремя остановите робот, чтобы
обеспечить безопасность и уменьшить повреждение
3.Ненормальное обнаружение сварочного аппарата
Динамическое обнаружение сигнала связи сварочного
оборудования.
оборудования, подачи воздуха, подачи проволоки и т.
д.еслинарушениесварка происходит, разрыв дугики
4.Функция
памяти
точки останова
записьвточка
остановадуга.
Когда робот неисправен или дефект поверхности заготовки
вызывает разрыв дуги, точка разрыва дуги автоматически
записывается, и после устранения исключения ее можно
вернуть в исходное состояние.Любыеточка разрыва дуги
让智造更简单
MAKING SMART MORE SIMPLE
автоматически для продолжения сварки.
Когда функция перекрытияначал, он может автоматически
вернуться к точке разрыва дуги для сварки, когда дуга
прерывается.Во время процесса перекрытия он может
установить обратное расстояние, обратное рисование и
функцию повторной дуги.,эффективно уменьшить дефекты
сварки, обеспечить непрерывность сварочного шва и
качество сварки, сократить количество ручных операций и
повысить эффективность сварки.
6.Рыбы-процесс масштабирования:
Точечная сварка рыбьей чешуи:жкурицаделатьточечная сварка
рыбьей чешуи,робот нешаги останавливает сварку в определенный
момент Время точечной сваркипринадлежитвремя сварки, время
охлаждения - это время без сварки, а расстояние перемещения
между
точкакточка.
Волнистая
сварка рыбьей чешуи: когдаделатьсварка рыбьей
чешуи, робот движется, и сварка осуществляется в процесс
движения Динамическое время сваркипринадлежитвремя сварк
время охлаждения - это время без сварки, а расстояние
перемещения между точкакточка.
7.
ФункциональныйСХарактеристикиОf QБАНКА Ссистема- Базовый технологический пакетФВведение
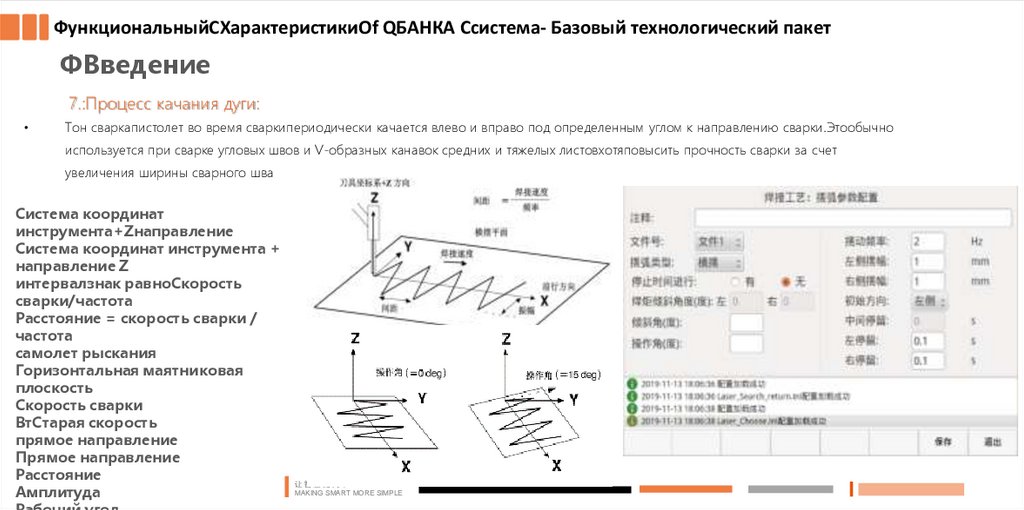
7.:Процесс качания дуги:
Тон сваркапистолет во время сваркипериодически качается влево и вправо под определенным углом к направлению сварки.Этообычно
используется при сварке угловых швов и V-образных канавок средних и тяжелых листовхотяповысить прочность сварки за счет
увеличения ширины сварного шва
Система координат
инструмента+Zнаправление
Система координат инструмента +
направление Z
интервалзнак равноСкорость
сварки/частота
Расстояние = скорость сварки /
частота
самолет рыскания
Горизонтальная маятниковая
плоскость
Скорость сварки
ВтСтарая скорость
прямое направление
Прямое направление
Расстояние
Амплитуда
让智造更简单
MAKING SMART MORE SIMPLE
8.
ВопросБАНКА Ссистема ппрограммированиеЗаДугаВтстаршийппрограммаОсновные операции программирования
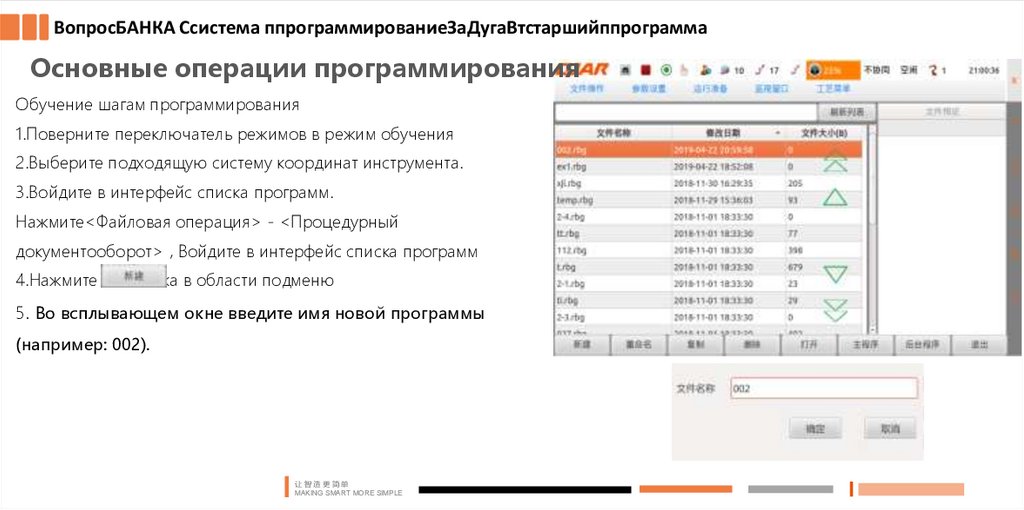
Обучение шагам программирования
1.Поверните переключатель режимов в режим обучения
2.Выберите подходящую систему координат инструмента.
3.Войдите в интерфейс списка программ.
Нажмите<Файловая операция> - <Процедурный
документооборот> , Войдите в интерфейс списка программ
4.Нажмите на кнопка в области подменю
5. Во всплывающем окне введите имя новой программы
(например: 002).
让智造更简单
MAKING SMART MORE SIMPLE
9.
ВопросБАНКА СсистемаппрограммированиеЗаДугаВтстаршийппрограммаОсновные операции программирования
Основные операции программирования
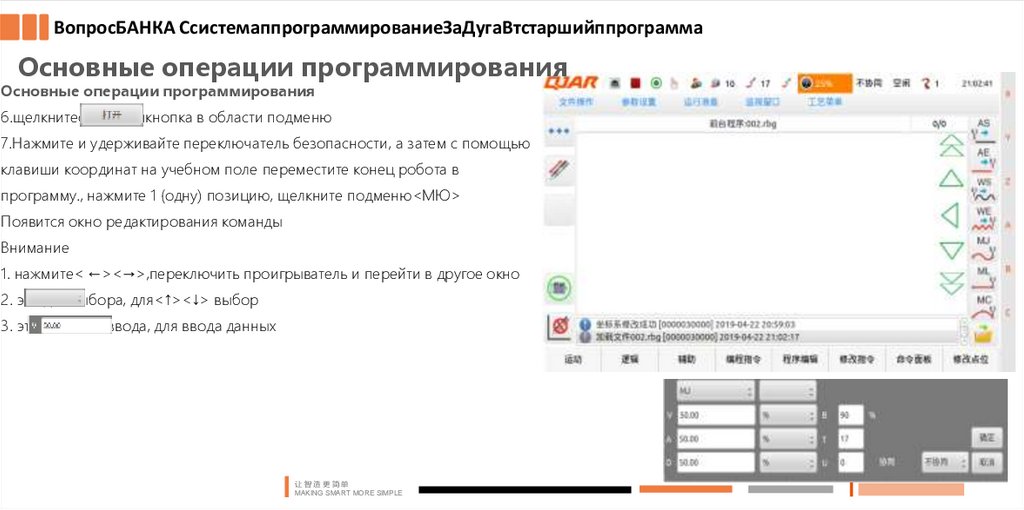
6.щелкнитеоткрытымкнопка в области подменю
7.Нажмите и удерживайте переключатель безопасности, а затем с помощью
клавиши координат на учебном поле переместите конец робота в
программу., нажмите 1 (одну) позицию, щелкните подменю<МЮ>
Появится окно редактирования команды
Внимание
1. нажмите< ←><→>,переключить проигрыватель и перейти в другое окно
2. это для выбора, для<↑><↓> выбор
3. это для окна ввода, для ввода данных
让智造更简单
MAKING SMART MORE SIMPLE
10.
QJARСсистемаппрограммированиеЗаДугаВтстаршийппрограммаОсновные операции программирования
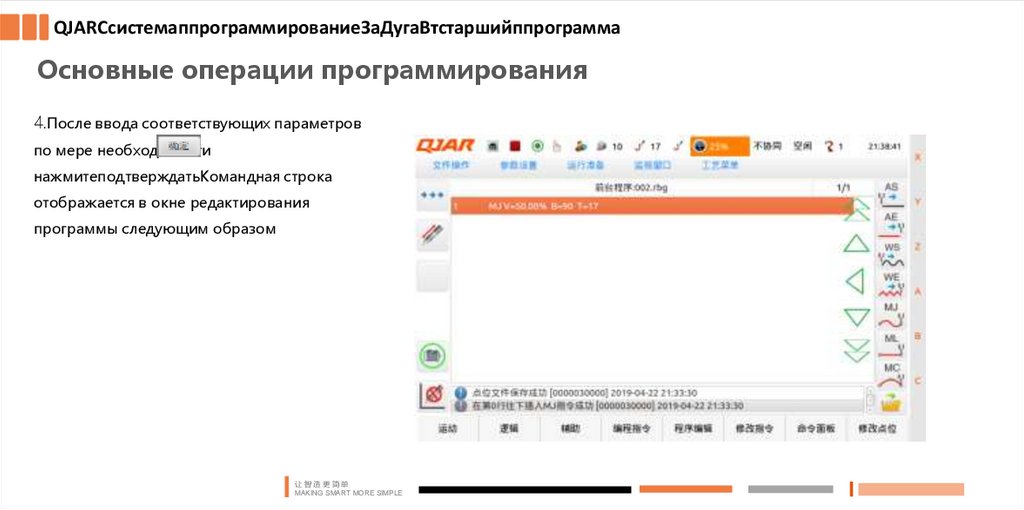
4.После ввода соответствующих параметров
по мере необходимости
нажмитеподтверждатьКомандная строка
отображается в окне редактирования
программы следующим образом
让智造更简单
MAKING SMART MORE SIMPLE
11.
ВопросБАНКА СсистемаппрограммированиеЗаДугаВтстаршийппрограммаОсновные операции программирования
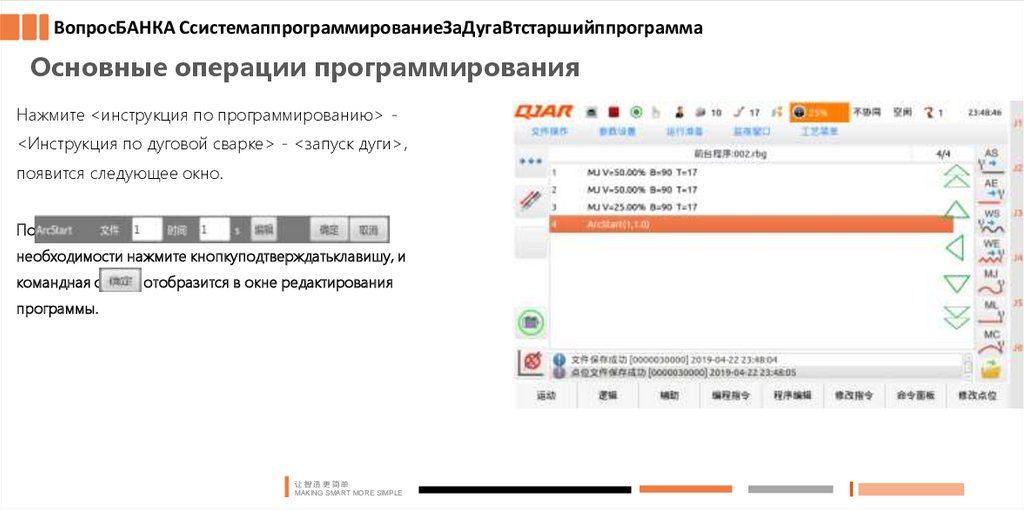
Нажмите <инструкция по программированию> <Инструкция по дуговой сварке> - <запуск дуги>,
появится следующее окно.
После ввода соответствующих параметров по мере
необходимости нажмите кнопкуподтверждатьклавишу, и
командная строка отобразится в окне редактирования
программы.
让智造更简单
MAKING SMART MORE SIMPLE
12.
QJARСсистемаппрограммированиеЗаДугаВтстаршийппрограммаОсновные операции программирования
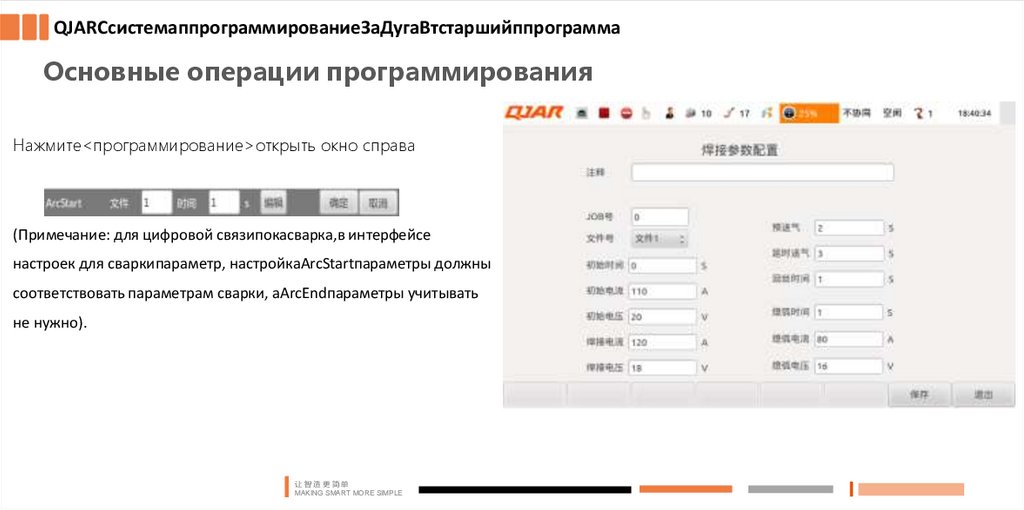
Нажмите<программирование>открыть окно справа
(Примечание: для цифровой связипокасварка,в интерфейсе
настроек для сваркипараметр, настройкаArcStartпараметры должны
соответствовать параметрам сварки, аArcEndпараметры учитывать
не нужно).
让智造更简单
MAKING SMART MORE SIMPLE
13.
QJARСсистемаппрограммированиеЗаДугаВтстаршийппрограммаОсновные операции программирования
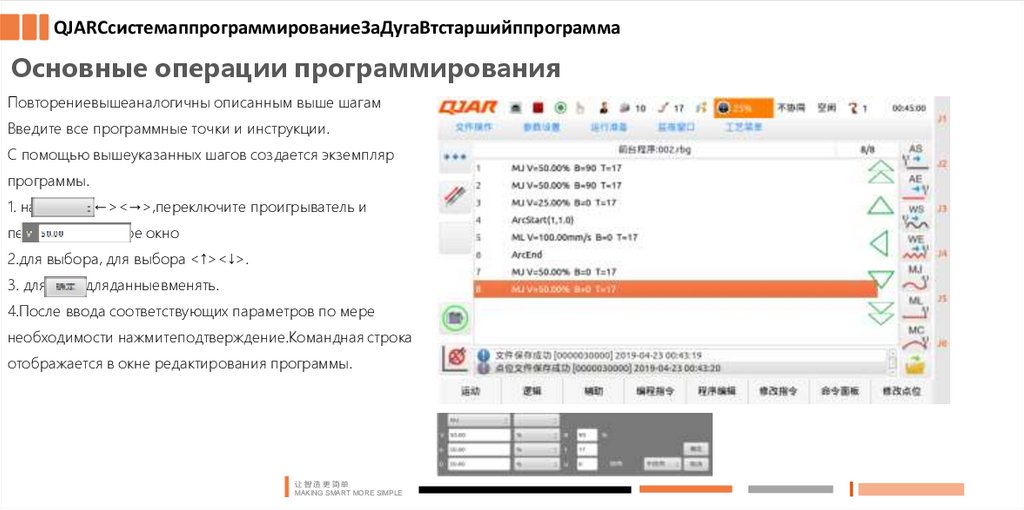
Повторениевышеаналогичны описанным выше шагам
Введите все программные точки и инструкции.
С помощью вышеуказанных шагов создается экземпляр
программы.
1. нажмите< ←><→>,переключите проигрыватель и
перейдите в другое окно
2.для выбора, для выбора <↑><↓>.
3. длявход, дляданныевменять.
4.После ввода соответствующих параметров по мере
необходимости нажмитеподтверждение.Командная строка
отображается в окне редактирования программы.
让智造更简单
MAKING SMART MORE SIMPLE
14.
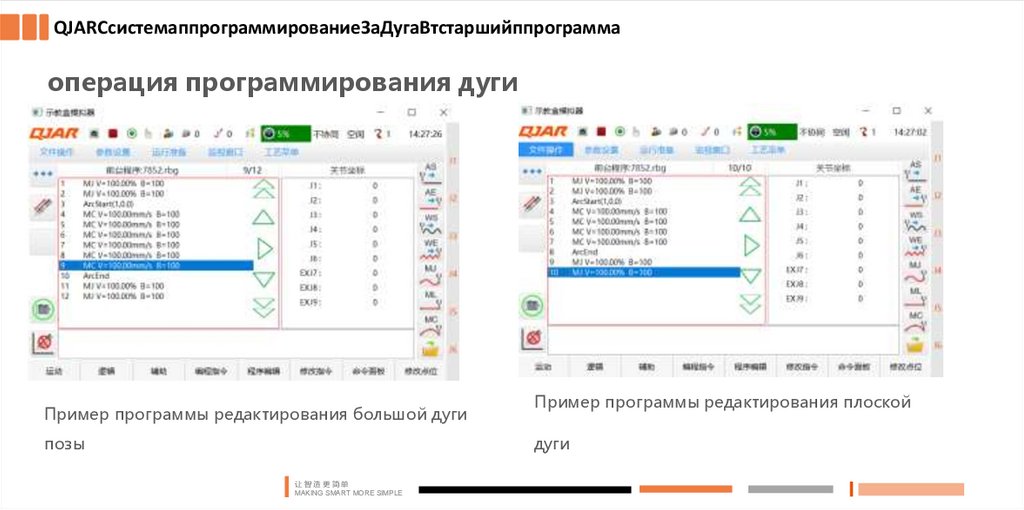
QJARСсистемаппрограммированиеЗаДугаВтстаршийппрограммаоперация программирования дуги
Пример программы редактирования большой дуги
Пример программы редактирования плоской
дуги
позы
让智造更简单
MAKING SMART MORE SIMPLE
15.
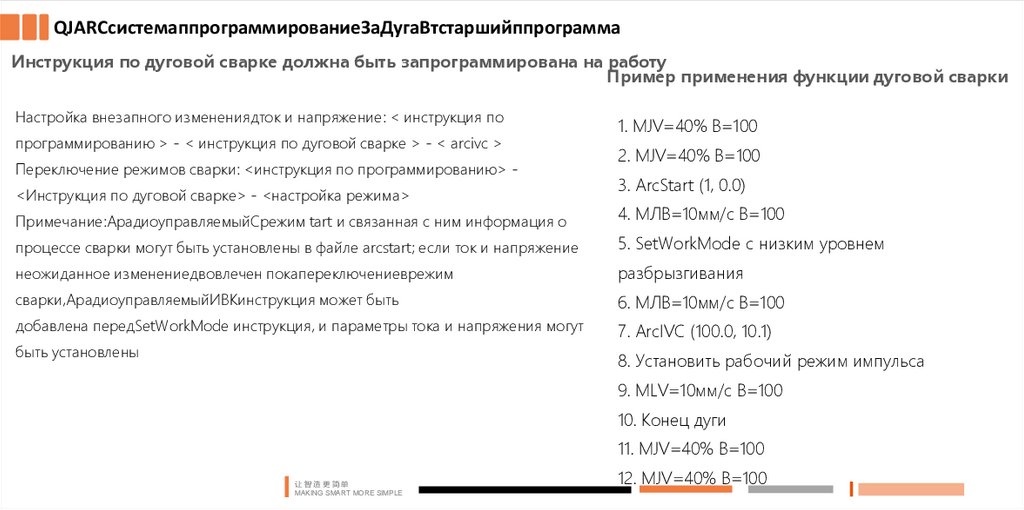
QJARСсистемаппрограммированиеЗаДугаВтстаршийппрограммаИнструкция по дуговой сварке должна быть запрограммирована на работу
Пример применения функции дуговой сварки
Настройка внезапного изменениядток и напряжение: < инструкция по
программированию > - < инструкция по дуговой сварке > - < arcivc >
Переключение режимов сварки: <инструкция по программированию> <Инструкция по дуговой сварке> - <настройка режима>
1. MJV=40% B=100
2. MJV=40% B=100
3. ArcStart (1, 0.0)
Примечание:АрадиоуправляемыйСрежим tart и связанная с ним информация о
4. МЛВ=10мм/с В=100
процессе сварки могут быть установлены в файле arcstart; если ток и напряжение
5. SetWorkMode с низким уровнем
неожиданное изменениедвовлечен покапереключениеврежим
разбрызгивания
сварки,АрадиоуправляемыйИВКинструкция может быть
6. МЛВ=10мм/с В=100
добавлена передSetWorkMode инструкция, и параметры тока и напряжения могут
7. ArcIVC (100.0, 10.1)
быть установлены
8. Установить рабочий режим импульса
9. MLV=10мм/с B=100
10. Конец дуги
11. MJV=40% B=100
让智造更简单
MAKING SMART MORE SIMPLE
12. MJV=40% B=100
16.
ЧАСТЬ02
Аисточник питания для
дистанционной сваркиссвязь и
настройка приложения
让智造更简单
MAKING SMART MORE SIMPLE
17.
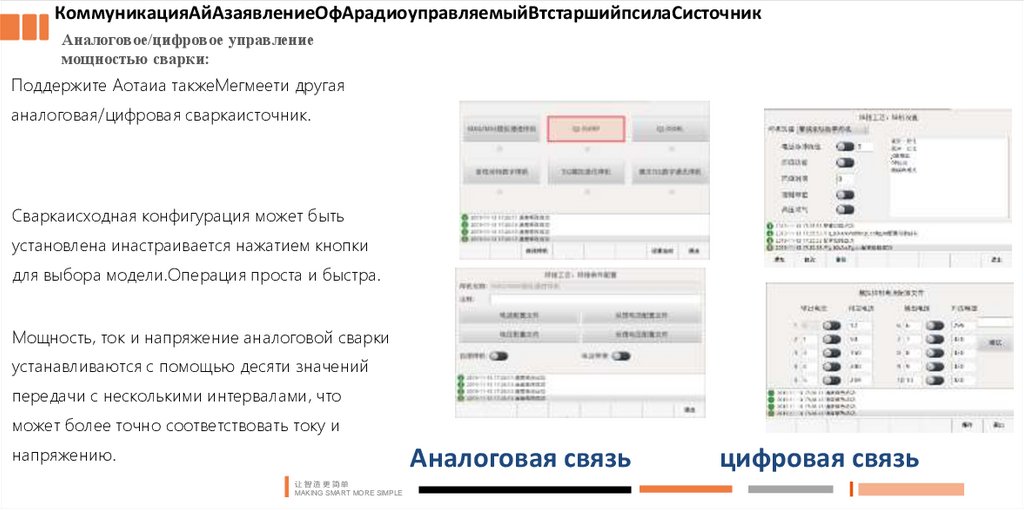
КоммуникацияАйАзаявлениеОфАрадиоуправляемыйВтстаршийпсилаСисточникАналоговое/цифровое управление
мощностью сварки:
Поддержите Аотаиа такжеМегмеети другая
аналоговая/цифровая сваркаисточник.
Сваркаисходная конфигурация может быть
установлена инастраивается нажатием кнопки
для выбора модели.Операция проста и быстра.
Мощность, ток и напряжение аналоговой сварки
устанавливаются с помощью десяти значений
передачи с несколькими интервалами, что
может более точно соответствовать току и
напряжению.
Аналоговая связь
让智造更简单
MAKING SMART MORE SIMPLE
цифровая связь
18.
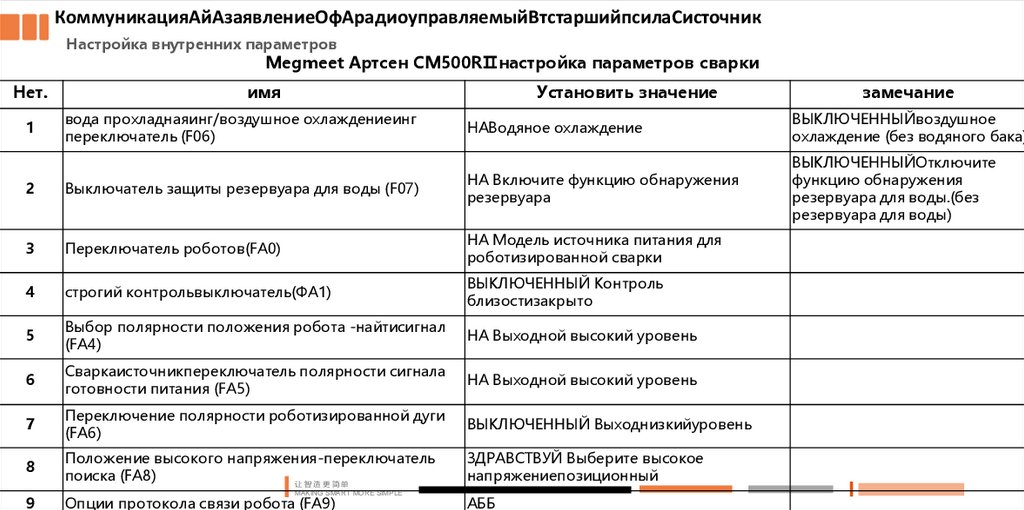
КоммуникацияАйАзаявлениеОфАрадиоуправляемыйВтстаршийпсилаСисточникНастройка внутренних параметров
Megmeet Артсен CM500RⅡнастройка параметров сварки
Нет.
имя
Установить значение
замечание
1
вода прохладнаяинг/воздушное охлаждениеинг
переключатель (F06)
НАВодяное охлаждение
ВЫКЛЮЧЕННЫЙвоздушное
охлаждение (без водяного бака)
2
Выключатель защиты резервуара для воды (F07)
НА Включите функцию обнаружения
резервуара
ВЫКЛЮЧЕННЫЙОтключите
функцию обнаружения
резервуара для воды.(без
резервуара для воды)
3
Переключатель роботов(FA0)
НА Модель источника питания для
роботизированной сварки
4
строгий контрольвыключатель(ФА1)
ВЫКЛЮЧЕННЫЙ Контроль
близостизакрыто
5
Выбор полярности положения робота -найтисигнал
(FA4)
НА Выходной высокий уровень
6
Сваркаисточникпереключатель полярности сигнала
готовности питания (FA5)
НА Выходной высокий уровень
7
Переключение полярности роботизированной дуги
(FA6)
ВЫКЛЮЧЕННЫЙ Выходнизкийуровень
8
Положение высокого напряжения-переключатель
поиска (FA8)
让智造更简单
ЗДРАВСТВУЙ Выберите высокое
напряжениепозиционный
9
Опции протокола связи робота (FA9)
MAKING SMART MORE SIMPLE
АББ
19.
ЧАСТЬ03
Многослойность и мультипроходная
дуговая сваркафункция
让智造更简单
MAKING SMART MORE SIMPLE
20.
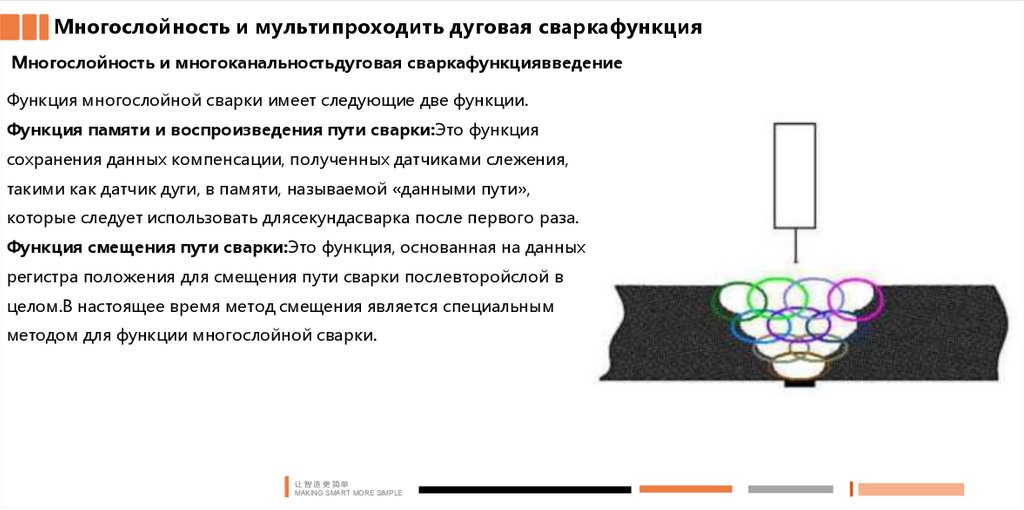
Многослойность и мультипроходить дуговая сваркафункцияМногослойность и многоканальностьдуговая сваркафункциявведение
Функция многослойной сварки имеет следующие две функции.
Функция памяти и воспроизведения пути сварки:Это функция
сохранения данных компенсации, полученных датчиками слежения,
такими как датчик дуги, в памяти, называемой «данными пути»,
которые следует использовать длясекундасварка после первого раза.
Функция смещения пути сварки:Это функция, основанная на данных
регистра положения для смещения пути сварки послевторойслой в
целом.В настоящее время метод смещения является специальным
методом для функции многослойной сварки.
让智造更简单
MAKING SMART MORE SIMPLE
21.
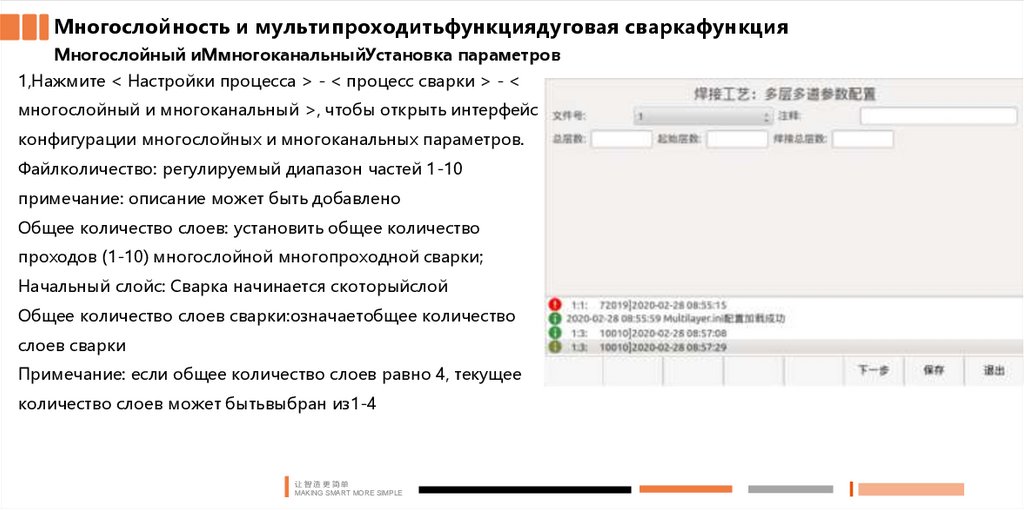
Многослойность и мультипроходитьфункциядуговая сваркафункцияМногослойный иМмногоканальныйУстановка параметров
1,Нажмите < Настройки процесса > - < процесс сварки > - <
многослойный и многоканальный >, чтобы открыть интерфейс
конфигурации многослойных и многоканальных параметров.
Файлколичество: регулируемый диапазон частей 1-10
примечание: описание может быть добавлено
Общее количество слоев: установить общее количество
проходов (1-10) многослойной многопроходной сварки;
Начальный слойс: Сварка начинается скоторыйслой
Общее количество слоев сварки:означаетобщее количество
слоев сварки
Примечание: если общее количество слоев равно 4, текущее
количество слоев может бытьвыбран из1-4
让智造更简单
MAKING SMART MORE SIMPLE
22.
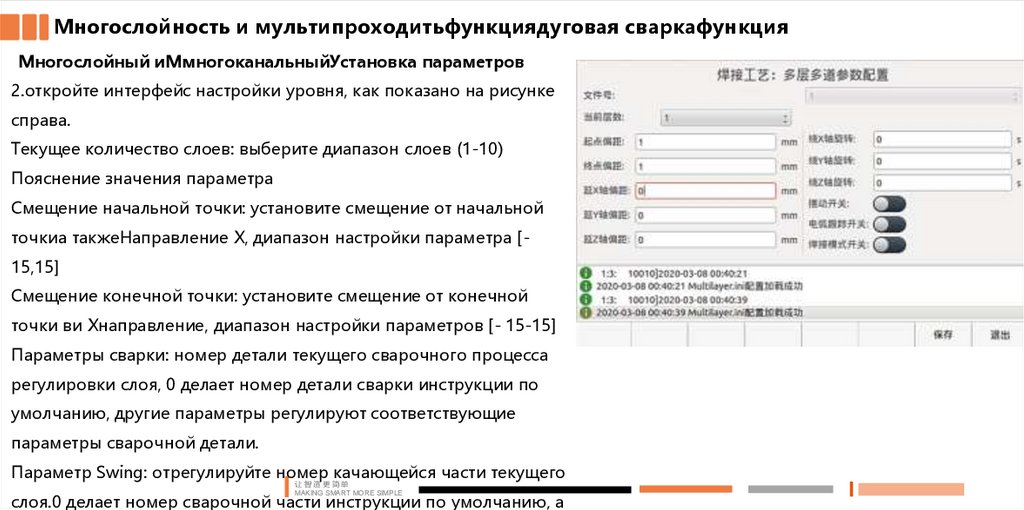
Многослойность и мультипроходитьфункциядуговая сваркафункцияМногослойный иМмногоканальныйУстановка параметров
2.откройте интерфейс настройки уровня, как показано на рисунке
справа.
Текущее количество слоев: выберите диапазон слоев (1-10)
Пояснение значения параметра
Смещение начальной точки: установите смещение от начальной
точкиа такжеНаправление X, диапазон настройки параметра [-
15,15]
Смещение конечной точки: установите смещение от конечной
точки ви Хнаправление, диапазон настройки параметров [- 15-15]
Параметры сварки: номер детали текущего сварочного процесса
регулировки слоя, 0 делает номер детали сварки инструкции по
умолчанию, другие параметры регулируют соответствующие
параметры сварочной детали.
Параметр Swing: отрегулируйте номер качающейся части текущего
让智造更简单
MAKING SMART MORE SIMPLE
слоя.0 делает номер сварочной части инструкции по умолчанию, а
23.
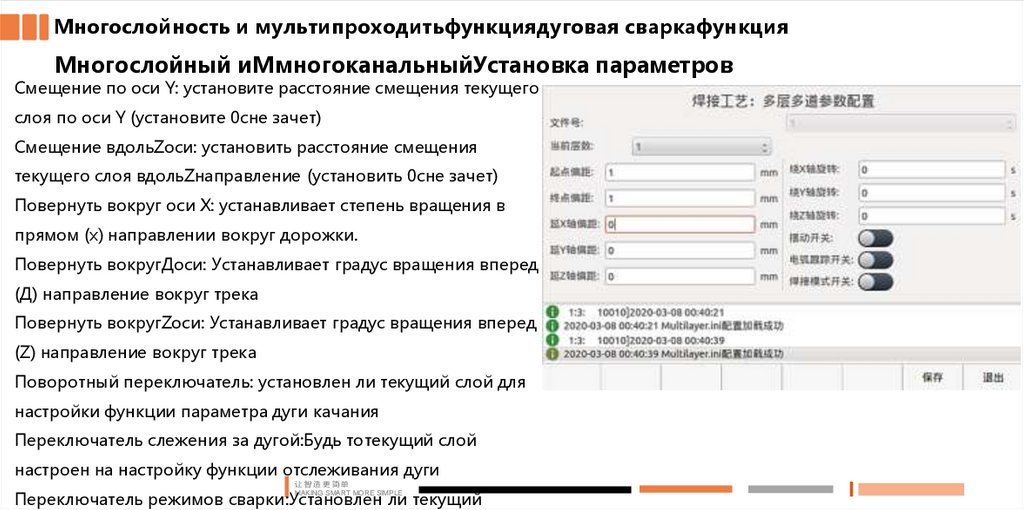
Многослойность и мультипроходитьфункциядуговая сваркафункцияМногослойный иМмногоканальныйУстановка параметров
Смещение по оси Y: установите расстояние смещения текущего
слоя по оси Y (установите 0сне зачет)
Смещение вдольZоси: установить расстояние смещения
текущего слоя вдольZнаправление (установить 0сне зачет)
Повернуть вокруг оси X: устанавливает степень вращения в
прямом (x) направлении вокруг дорожки.
Повернуть вокругДоси: Устанавливает градус вращения вперед
(Д) направление вокруг трека
Повернуть вокругZоси: Устанавливает градус вращения вперед
(Z) направление вокруг трека
Поворотный переключатель: установлен ли текущий слой для
настройки функции параметра дуги качания
Переключатель слежения за дугой:Будь тотекущий слой
настроен на настройку функции отслеживания дуги
让智造更简单
MAKING SMART MORE SIMPLE
Переключатель режимов сварки:Установлен ли текущий
24.
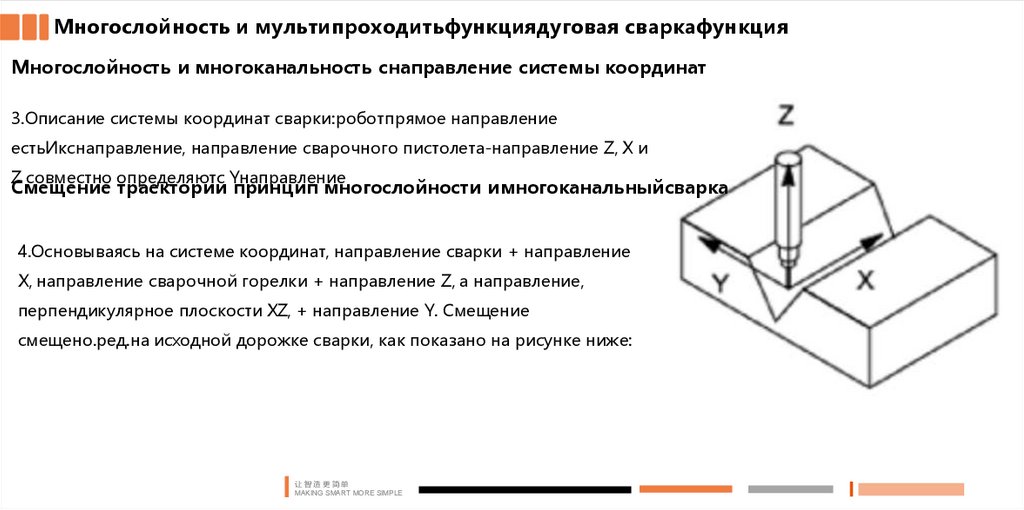
Многослойность и мультипроходитьфункциядуговая сваркафункцияМногослойность и многоканальность снаправление системы координат
3.Описание системы координат сварки:роботпрямое направление
естьИкснаправление, направление сварочного пистолета-направление Z, X и
Z совместно определяютс Yнаправление
Смещение траектории принцип многослойности имногоканальныйсварка
4.Основываясь на системе координат, направление сварки + направление
X, направление сварочной горелки + направление Z, а направление,
перпендикулярное плоскости XZ, + направление Y. Смещение
смещено.ред.на исходной дорожке сварки, как показано на рисунке ниже:
让智造更简单
MAKING SMART MORE SIMPLE
25.
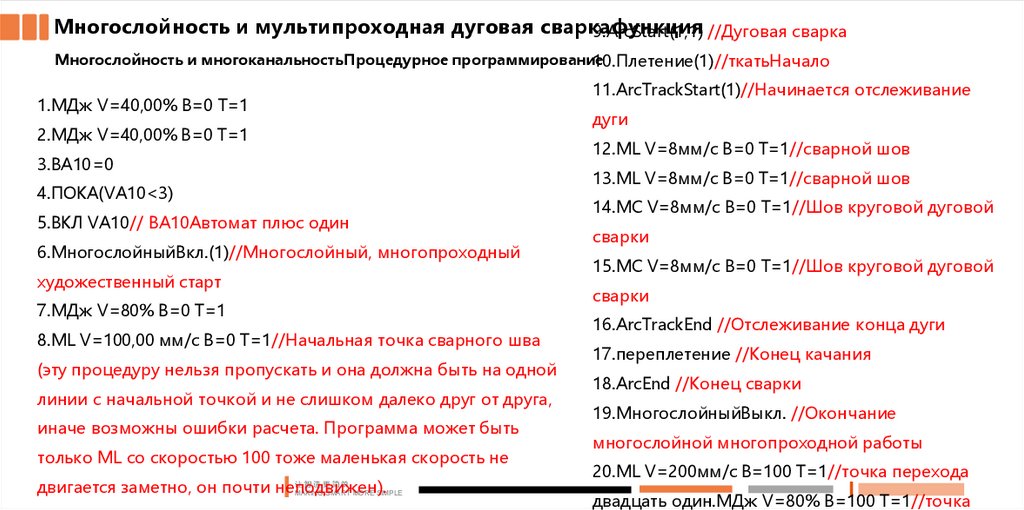
Многослойность и мультипроходная дуговая сваркафункция9.ArcStart(1,1) //Дуговая сварка
Многослойность и многоканальностьПроцедурное программирование
10.Плетение(1)//ткатьНачало
1.МДж V=40,00% B=0 T=1
2.МДж V=40,00% B=0 T=1
3.ВА10=0
4.ПОКА(VA10<3)
5.ВКЛ VA10// ВА10Автомат плюс один
6.МногослойныйВкл.(1)//Многослойный, многопроходный
художественный старт
7.МДж V=80% B=0 T=1
8.ML V=100,00 мм/с B=0 T=1//Начальная точка сварного шва
(эту процедуру нельзя пропускать и она должна быть на одной
линии с начальной точкой и не слишком далеко друг от друга,
иначе возможны ошибки расчета. Программа может быть
только ML со скоростью 100 тоже маленькая скорость не
让智造更简单
двигается заметно, он почти неподвижен).
MAKING SMART MORE SIMPLE
11.ArcTrackStart(1)//Начинается отслеживание
дуги
12.ML V=8мм/с B=0 T=1//сварной шов
13.ML V=8мм/с B=0 T=1//сварной шов
14.МС V=8мм/с B=0 T=1//Шов круговой дуговой
сварки
15.МС V=8мм/с B=0 T=1//Шов круговой дуговой
сварки
16.ArcTrackEnd //Отслеживание конца дуги
17.переплетение //Конец качания
18.ArcEnd //Конец сварки
19.МногослойныйВыкл. //Окончание
многослойной многопроходной работы
20.ML V=200мм/с B=100 T=1//точка перехода
двадцать один.МДж V=80% B=100 T=1//точка
26.
Многослойность и мультипроходная дуговая сваркафункцияМногослойность и многоканальностьПроцедурное программирование
двадцать два.МДж V=80% B=0 T=1//точка перехода
двадцать три.КОНЕЦ
Примечание. В этой программе система координат следует по оси X (x+) в направлении сварного шва, по оси Y
(y+) перпендикулярно сварному шву и по оси Z (z+) в направлении подъема пистолета. , При обучении
количество слоев устанавливается равным текущему количеству слоев, затем количество слоев, отображаемое
во время обучения, является текущим заданным количеством слоев.
让智造更简单
MAKING SMART MORE SIMPLE
27.
ЧАСТЬ04
Сенсорная
функция
让智造更简单
MAKING SMART MORE SIMPLE
28.
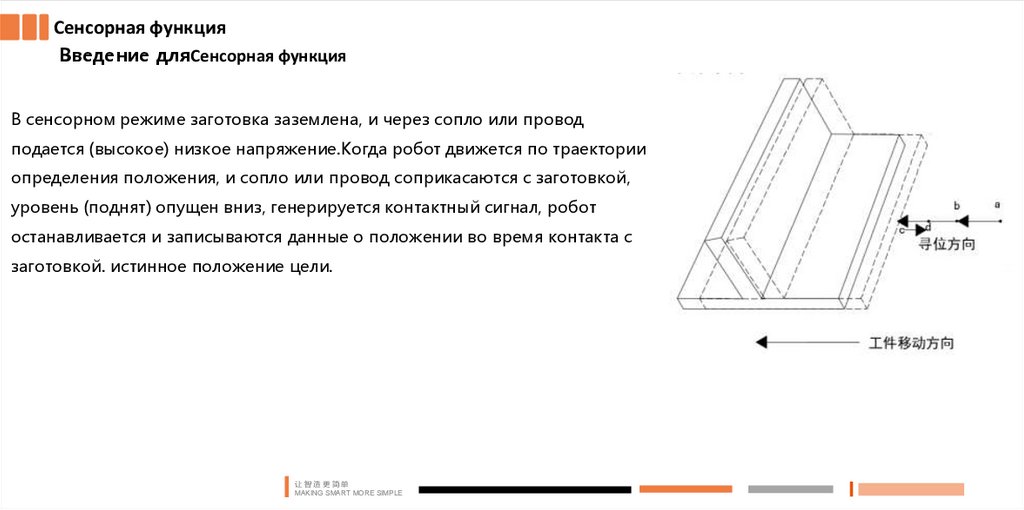
Сенсорная функцияВведение дляСенсорная функция
В сенсорном режиме заготовка заземлена, и через сопло или провод
подается (высокое) низкое напряжение.Когда робот движется по траектории
определения положения, и сопло или провод соприкасаются с заготовкой,
уровень (поднят) опущен вниз, генерируется контактный сигнал, робот
останавливается и записываются данные о положении во время контакта с
заготовкой. истинное положение цели.
让智造更简单
MAKING SMART MORE SIMPLE
29.
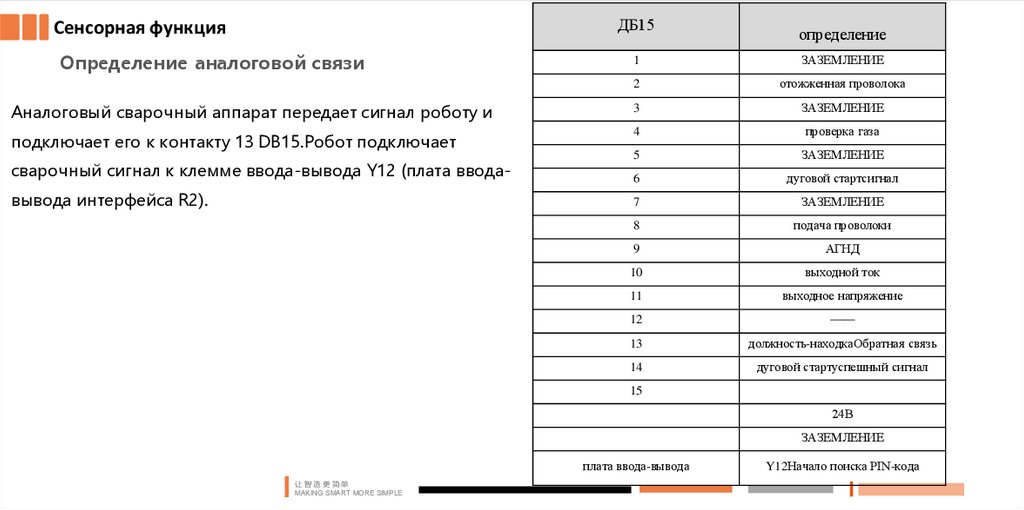
ДБ15Сенсорная функция
Определение аналоговой связи
определение
1
ЗАЗЕМЛЕНИЕ
2
отожженная проволока
Аналоговый сварочный аппарат передает сигнал роботу и
3
ЗАЗЕМЛЕНИЕ
подключает его к контакту 13 DB15.Робот подключает
4
проверка газа
сварочный сигнал к клемме ввода-вывода Y12 (плата вводавывода интерфейса R2).
5
ЗАЗЕМЛЕНИЕ
6
дуговой стартсигнал
7
ЗАЗЕМЛЕНИЕ
8
подача проволоки
9
АГНД
10
выходной ток
11
выходное напряжение
12
——
13
должность-находкаОбратная связь
14
дуговой стартуспешный сигнал
15
24В
ЗАЗЕМЛЕНИЕ
плата ввода-вывода
让智造更简单
MAKING SMART MORE SIMPLE
Y12Начало поиска PIN-кода
30.
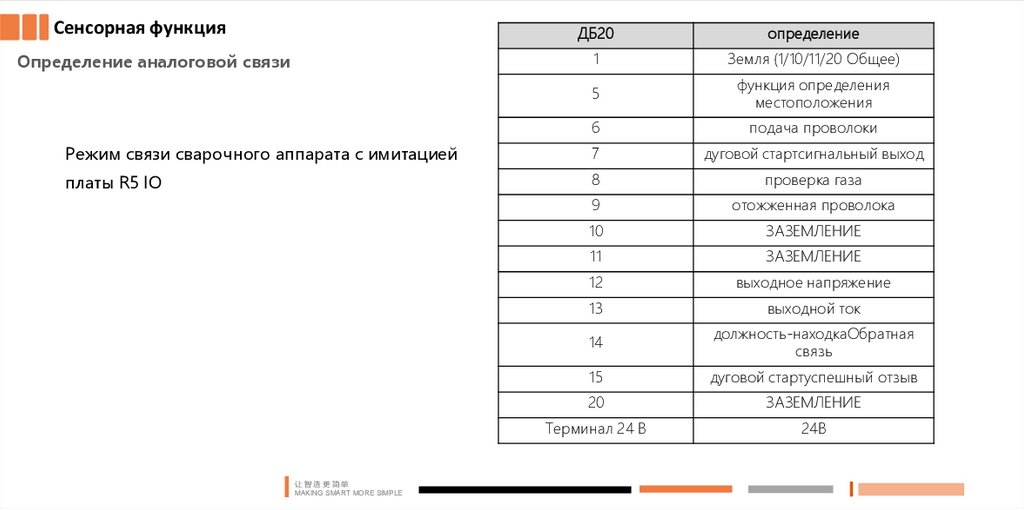
Сенсорная функцияДБ20
определение
1
Земля (1/10/11/20 Общее)
5
функция определения
местоположения
6
подача проволоки
Режим связи сварочного аппарата с имитацией
7
дуговой стартсигнальный выход
платы R5 IO
8
проверка газа
9
отожженная проволока
10
ЗАЗЕМЛЕНИЕ
Определение аналоговой связи
让智造更简单
MAKING SMART MORE SIMPLE
11
ЗАЗЕМЛЕНИЕ
12
выходное напряжение
13
выходной ток
14
должность-находкаОбратная
связь
15
дуговой стартуспешный отзыв
20
ЗАЗЕМЛЕНИЕ
Терминал 24 В
24В
31.
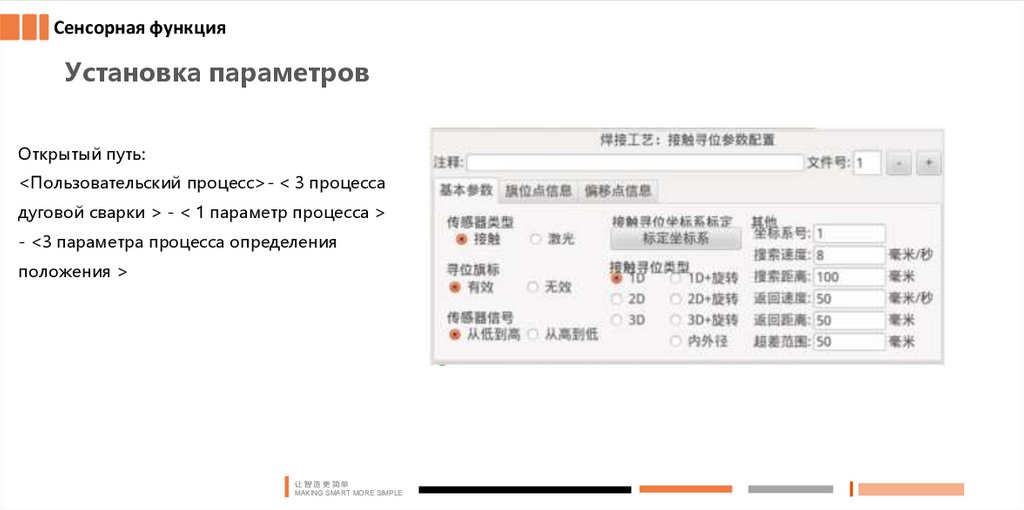
Сенсорная функцияУстановка параметров
Открытый путь:
<Пользовательский процесс>- < 3 процесса
дуговой сварки > - < 1 параметр процесса >
- <3 параметра процесса определения
положения >
让智造更简单
MAKING SMART MORE SIMPLE
32.
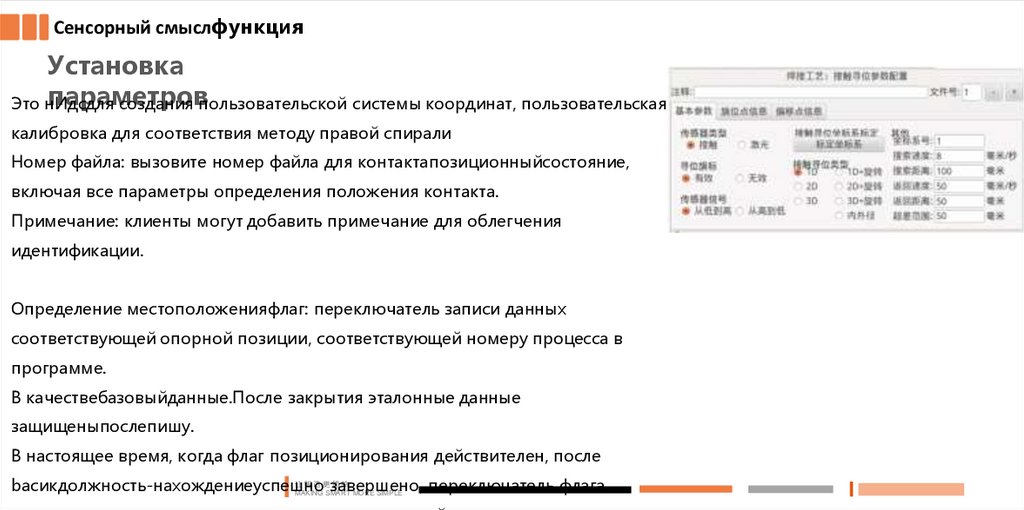
Сенсорный смыслфункцияУстановка
параметров
Это нИдсдля
создания пользовательской системы координат, пользовательская
калибровка для соответствия методу правой спирали
Номер файла: вызовите номер файла для контактапозиционныйсостояние,
включая все параметры определения положения контакта.
Примечание: клиенты могут добавить примечание для облегчения
идентификации.
Определение местоположенияфлаг: переключатель записи данных
соответствующей опорной позиции, соответствующей номеру процесса в
программе.
В качествебазовыйданные.После закрытия эталонные данные
защищеныпослепишу.
В настоящее время, когда флаг позиционирования действителен, после
让智造更简单
bасикдолжность-нахождениеуспешно
завершено, переключатель флага
MAKING SMART MORE SIMPLE
33.
Сенсорная функцияУстановка параметров
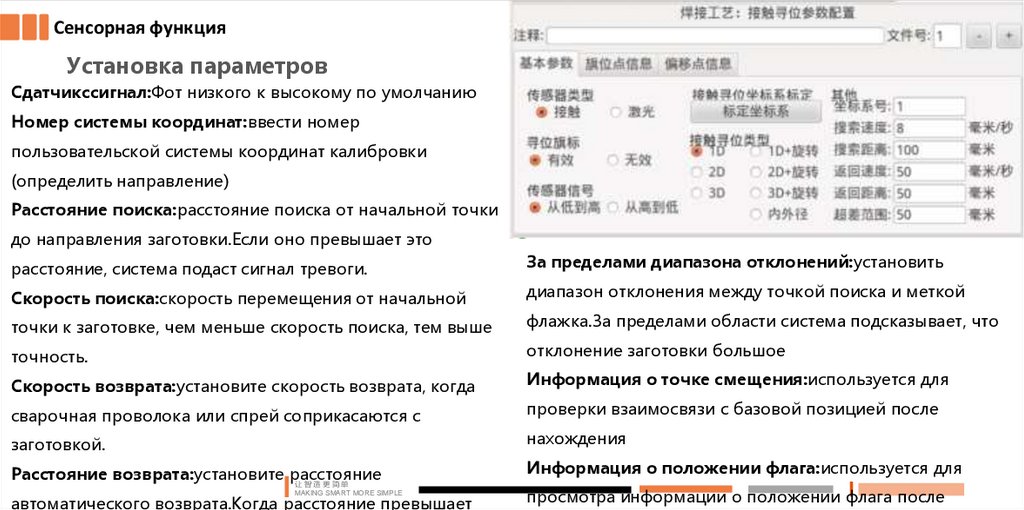
Сдатчикссигнал:Фот низкого к высокому по умолчанию
Номер системы координат:ввести номер
пользовательской системы координат калибровки
(определить направление)
Расстояние поиска:расстояние поиска от начальной точки
до направления заготовки.Если оно превышает это
расстояние, система подаст сигнал тревоги.
За пределами диапазона отклонений:установить
Скорость поиска:скорость перемещения от начальной
диапазон отклонения между точкой поиска и меткой
точки к заготовке, чем меньше скорость поиска, тем выше
флажка.За пределами области система подсказывает, что
точность.
отклонение заготовки большое
Скорость возврата:установите скорость возврата, когда
Информация о точке смещения:используется для
сварочная проволока или спрей соприкасаются с
проверки взаимосвязи с базовой позицией после
заготовкой.
нахождения
Расстояние возврата:установите расстояние
让智造更简单
MAKING SMART MORE SIMPLE
автоматического возврата.Когда расстояние превышает
Информация о положении флага:используется для
просмотра информации о положении флага после
34.
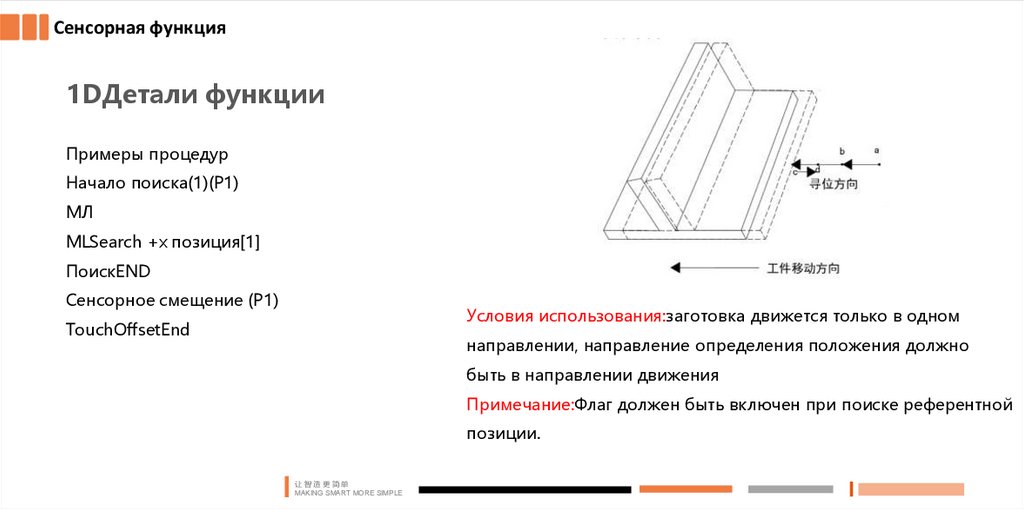
Сенсорная функция1DДетали функции
Примеры процедур
Начало поиска(1)(P1)
МЛ
MLSearch +x позиция[1]
ПоискEND
Сенсорное смещение (P1)
Условия использования:заготовка движется только в одном
TouchOffsetEnd
направлении, направление определения положения должно
быть в направлении движения
Примечание:Флаг должен быть включен при поиске референтной
позиции.
让智造更简单
MAKING SMART MORE SIMPLE
35.
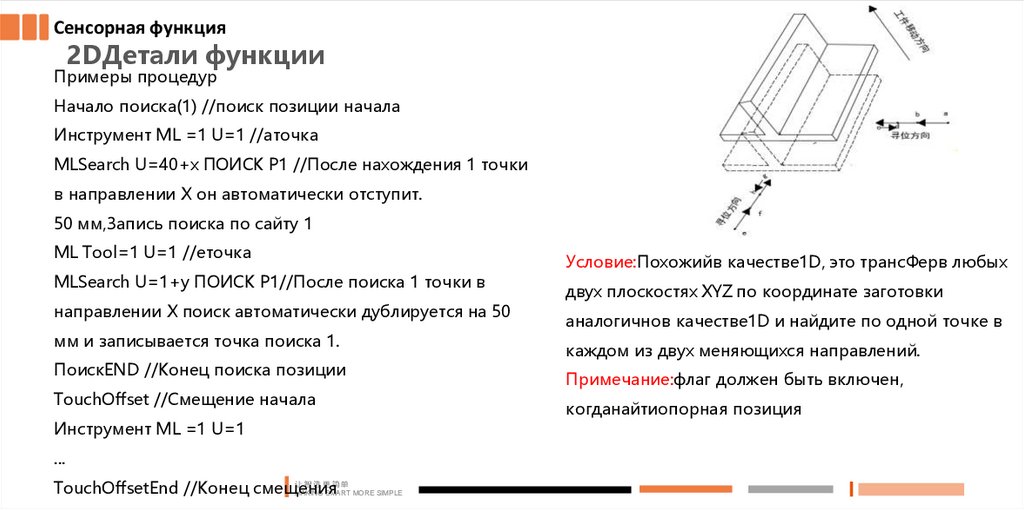
Сенсорная функция2DДетали функции
Примеры процедур
Начало поиска(1) //поиск позиции начала
Инструмент ML =1 U=1 //aточка
MLSearch U=40+x ПОИСК P1 //После нахождения 1 точки
в направлении X он автоматически отступит.
50 мм,Запись поиска по сайту 1
ML Tool=1 U=1 //eточка
MLSearch U=1+y ПОИСК P1//После поиска 1 точки в
направлении X поиск автоматически дублируется на 50
мм и записывается точка поиска 1.
ПоискEND //Конец поиска позиции
TouchOffset //Смещение начала
Инструмент ML =1 U=1
...
让智造更简单
TouchOffsetEnd //Конец смещения
MAKING SMART MORE SIMPLE
Условие:Похожийв качестве1D, это трансФерв любых
двух плоскостях XYZ по координате заготовки
аналогичнов качестве1D и найдите по одной точке в
каждом из двух меняющихся направлений.
Примечание:флаг должен быть включен,
когданайтиопорная позиция
36.
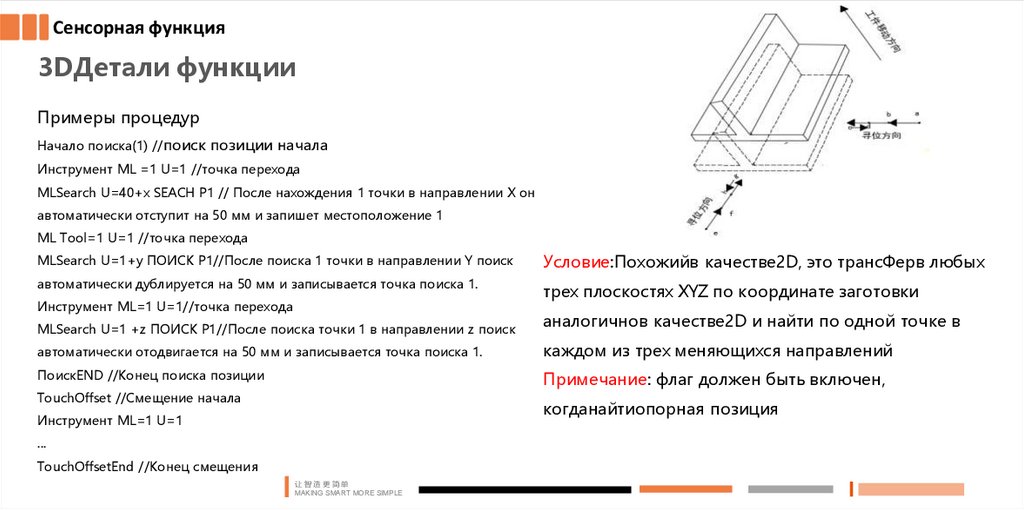
Сенсорная функция3DДетали функции
Примеры процедур
Начало поиска(1) //поиск позиции начала
Инструмент ML =1 U=1 //точка перехода
MLSearch U=40+x SEACH P1 // После нахождения 1 точки в направлении X он
автоматически отступит на 50 мм и запишет местоположение 1
ML Tool=1 U=1 //точка перехода
MLSearch U=1+y ПОИСК P1//После поиска 1 точки в направлении Y поиск
Условие:Похожийв качестве2D, это трансФерв любых
автоматически дублируется на 50 мм и записывается точка поиска 1.
трех плоскостях XYZ по координате заготовки
Инструмент ML=1 U=1//точка перехода
MLSearch U=1 +z ПОИСК P1//После поиска точки 1 в направлении z поиск
аналогичнов качестве2D и найти по одной точке в
автоматически отодвигается на 50 мм и записывается точка поиска 1.
каждом из трех меняющихся направлений
ПоискEND //Конец поиска позиции
Примечание: флаг должен быть включен,
TouchOffset //Смещение начала
когданайтиопорная позиция
Инструмент ML=1 U=1
...
TouchOffsetEnd //Конец смещения
让智造更简单
MAKING SMART MORE SIMPLE
37.
Сенсорная функция2D+Детали функции
Примеры процедур
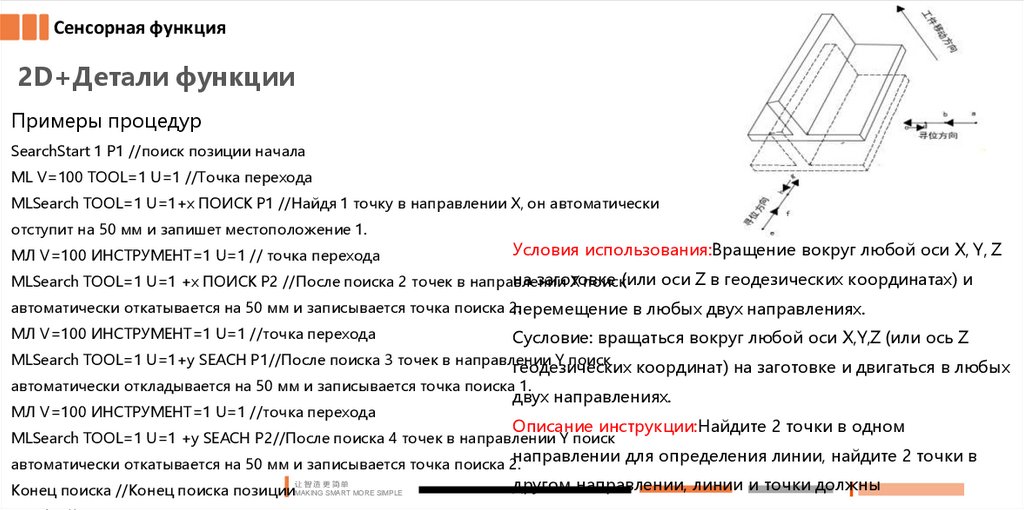
SearchStart 1 P1 //поиск позиции начала
ML V=100 TOOL=1 U=1 //Точка перехода
MLSearch TOOL=1 U=1+x ПОИСК P1 //Найдя 1 точку в направлении X, он автоматически
отступит на 50 мм и запишет местоположение 1.
МЛ V=100 ИНСТРУМЕНТ=1 U=1 // точка перехода
Условия использования:Вращение вокруг любой оси X, Y, Z
на заготовке
MLSearch TOOL=1 U=1 +x ПОИСК P2 //После поиска 2 точек в направлении
X поиск(или оси Z в геодезических координатах) и
автоматически откатывается на 50 мм и записывается точка поиска 2.
перемещение в любых двух направлениях.
МЛ V=100 ИНСТРУМЕНТ=1 U=1 //точка перехода
Сусловие: вращаться вокруг любой оси X,Y,Z (или ось Z
MLSearch TOOL=1 U=1+y SEACH P1//После поиска 3 точек в направлении Y поиск
геодезических координат) на заготовке и двигаться в любых
автоматически откладывается на 50 мм и записывается точка поиска 1.
МЛ V=100 ИНСТРУМЕНТ=1 U=1 //точка перехода
двух направлениях.
Описание инструкции:Найдите 2 точки в одном
MLSearch TOOL=1 U=1 +y SEACH P2//После поиска 4 точек в направлении Y поиск
направлении для определения линии, найдите 2 точки в
автоматически откатывается на 50 мм и записывается точка поиска 2.
让智造更简单
Конец поиска //Конец поиска позицииMAKING SMART MORE SIMPLE
другом направлении, линии и точки должны
38.
Сенсорная функция2D+Детали функции
Примеры процедур
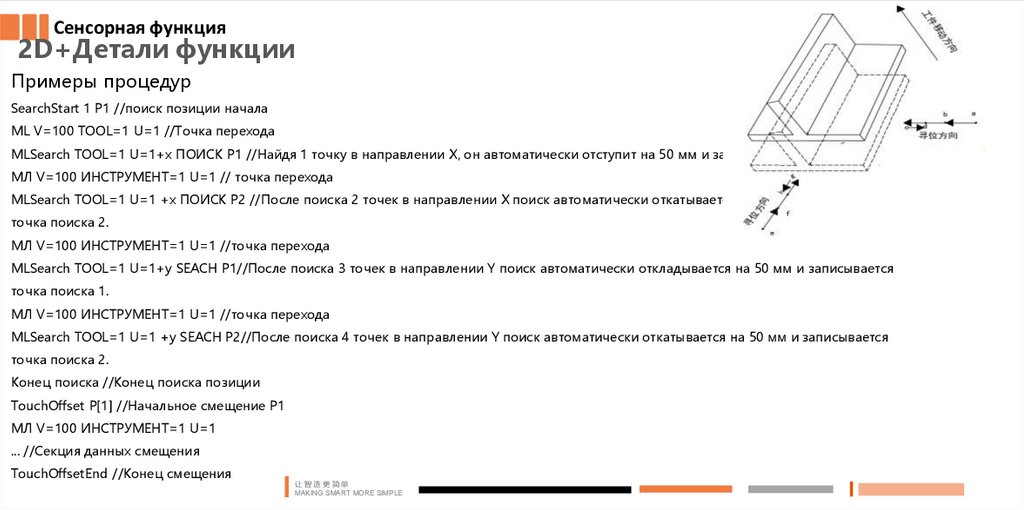
SearchStart 1 P1 //поиск позиции начала
ML V=100 TOOL=1 U=1 //Точка перехода
MLSearch TOOL=1 U=1+x ПОИСК P1 //Найдя 1 точку в направлении X, он автоматически отступит на 50 мм и запишет местоположение 1.
МЛ V=100 ИНСТРУМЕНТ=1 U=1 // точка перехода
MLSearch TOOL=1 U=1 +x ПОИСК P2 //После поиска 2 точек в направлении X поиск автоматически откатывается на 50 мм и записывается
точка поиска 2.
МЛ V=100 ИНСТРУМЕНТ=1 U=1 //точка перехода
MLSearch TOOL=1 U=1+y SEACH P1//После поиска 3 точек в направлении Y поиск автоматически откладывается на 50 мм и записывается
точка поиска 1.
МЛ V=100 ИНСТРУМЕНТ=1 U=1 //точка перехода
MLSearch TOOL=1 U=1 +y SEACH P2//После поиска 4 точек в направлении Y поиск автоматически откатывается на 50 мм и записывается
точка поиска 2.
Конец поиска //Конец поиска позиции
TouchOffset P[1] //Начальное смещение P1
МЛ V=100 ИНСТРУМЕНТ=1 U=1
... //Секция данных смещения
TouchOffsetEnd //Конец смещения
让智造更简单
MAKING SMART MORE SIMPLE
39.
Сенсорная функция3D+Детали функции
Примеры процедур
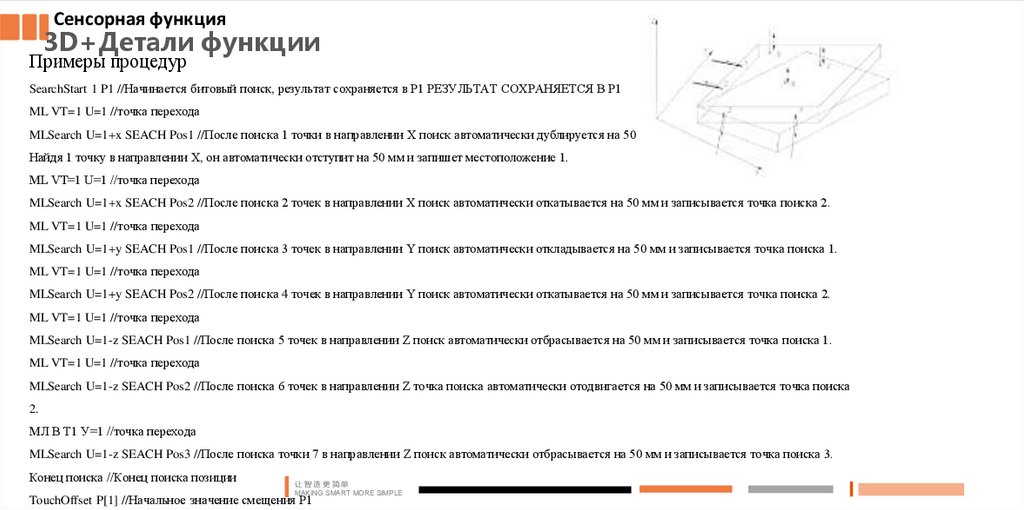
SearchStart 1 P1 //Начинается битовый поиск, результат сохраняется в P1 РЕЗУЛЬТАТ СОХРАНЯЕТСЯ В P1
ML VT=1 U=1 //точка перехода
MLSearch U=1+x SEACH Pos1 //После поиска 1 точки в направлении X поиск автоматически дублируется на 50 мм и записывается точка поиска 1.
Найдя 1 точку в направлении X, он автоматически отступит на 50 мм и запишет местоположение 1.
ML VT=1 U=1 //точка перехода
MLSearch U=1+x SEACH Pos2 //После поиска 2 точек в направлении X поиск автоматически откатывается на 50 мм и записывается точка поиска 2.
ML VT=1 U=1 //точка перехода
MLSearch U=1+y SEACH Pos1 //После поиска 3 точек в направлении Y поиск автоматически откладывается на 50 мм и записывается точка поиска 1.
ML VT=1 U=1 //точка перехода
MLSearch U=1+y SEACH Pos2 //После поиска 4 точек в направлении Y поиск автоматически откатывается на 50 мм и записывается точка поиска 2.
ML VT=1 U=1 //точка перехода
MLSearch U=1-z SEACH Pos1 //После поиска 5 точек в направлении Z поиск автоматически отбрасывается на 50 мм и записывается точка поиска 1.
ML VT=1 U=1 //точка перехода
MLSearch U=1-z SEACH Pos2 //После поиска 6 точек в направлении Z точка поиска автоматически отодвигается на 50 мм и записывается точка поиска
2.
МЛ В Т1 У=1 //точка перехода
MLSearch U=1-z SEACH Pos3 //После поиска точки 7 в направлении Z поиск автоматически отбрасывается на 50 мм и записывается точка поиска 3.
Конец поиска //Конец поиска позиции
让智造更简单
MAKING SMART MORE SIMPLE
TouchOffset P[1] //Начальное значение смещения P1
40.
Сенсорная функция3D+Детали функции
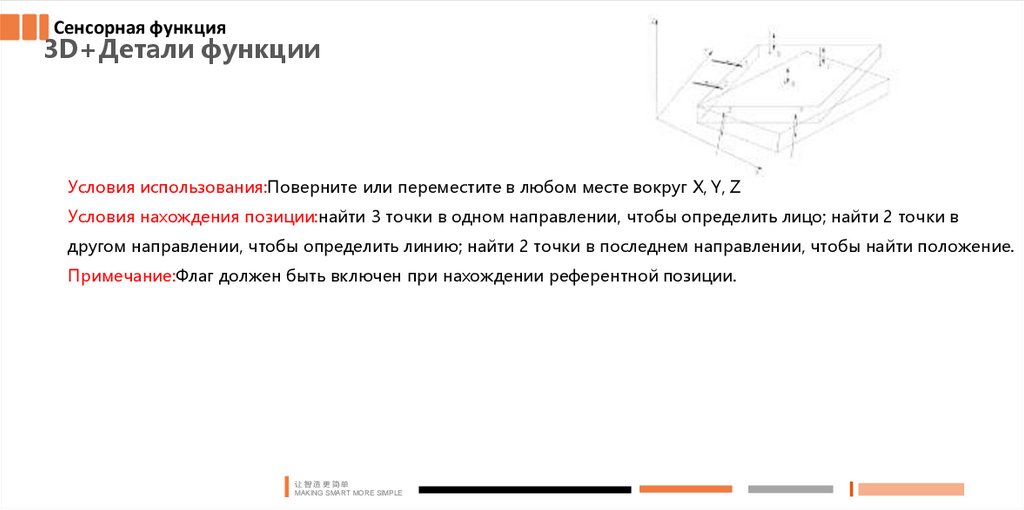
Условия использования:Поверните или переместите в любом месте вокруг X, Y, Z
Условия нахождения позиции:найти 3 точки в одном направлении, чтобы определить лицо; найти 2 точки в
другом направлении, чтобы определить линию; найти 2 точки в последнем направлении, чтобы найти положение.
Примечание:Флаг должен быть включен при нахождении референтной позиции.
让智造更简单
MAKING SMART MORE SIMPLE
41.
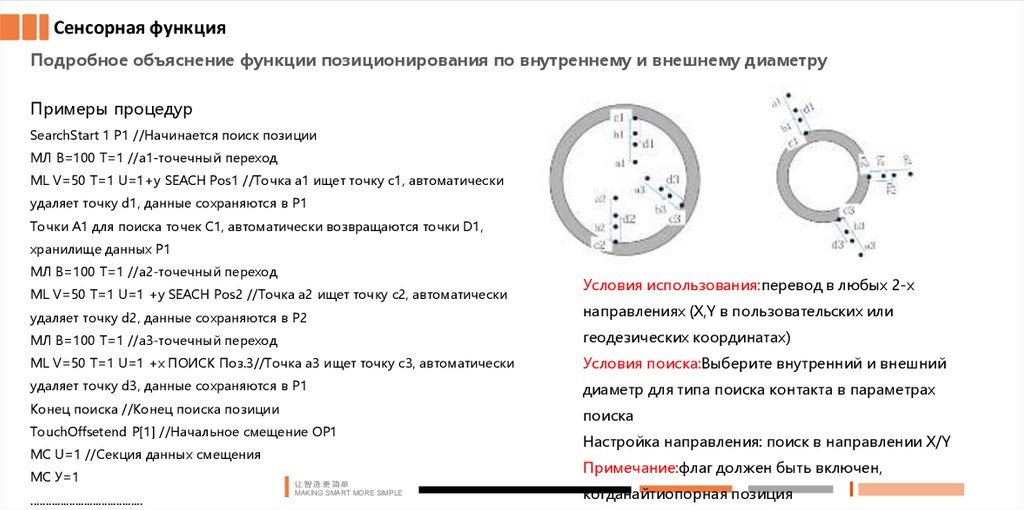
Сенсорная функцияПодробное объяснение функции позиционирования по внутреннему и внешнему диаметру
Примеры процедур
SearchStart 1 P1 //Начинается поиск позиции
МЛ В=100 Т=1 //a1-точечный переход
ML V=50 T=1 U=1+y SEACH Pos1 //Точка a1 ищет точку c1, автоматически
удаляет точку d1, данные сохраняются в P1
Точки A1 для поиска точек C1, автоматически возвращаются точки D1,
хранилище данных P1
МЛ В=100 Т=1 //а2-точечный переход
ML V=50 T=1 U=1 +y SEACH Pos2 //Точка a2 ищет точку c2, автоматически
Условия использования:перевод в любых 2-х
удаляет точку d2, данные сохраняются в P2
направлениях (X,Y в пользовательских или
МЛ В=100 Т=1 //а3-точечный переход
геодезических координатах)
ML V=50 T=1 U=1 +x ПОИСК Поз.3//Точка a3 ищет точку c3, автоматически
Условия поиска:Выберите внутренний и внешний
удаляет точку d3, данные сохраняются в P1
диаметр для типа поиска контакта в параметрах
Конец поиска //Конец поиска позиции
поиска
TouchOffsetend P[1] //Начальное смещение OP1
МС U=1 //Секция данных смещения
МС У=1
......................................
Настройка направления: поиск в направлении X/Y
Примечание:флаг должен быть включен,
让智造更简单
MAKING SMART MORE SIMPLE
когданайтиопорная позиция
42.
Спасибо запрослушивание!
Спасибосзавашслуша
ю!
让智造更简单
MAKING SMART MORE SIMPLE