















 industry
industrySimilar presentations:










Листовые металлические конструкции
1. Листовые металлические конструкции
2. Листовые металлические конструкции
Общая характеристикаметаллических листовых
конструкций
Листовые конструкции представляют собой емкостные конструкции,
состоящие из металлических листов и предназначенные для хранения,
транспортирования, перегрузки и переработки жидкостей, газов и
сыпучих материалов.
3. Металлические листовые конструкции:
Резервуары для хранения жидкостей;Газгольдеры для хранения газов;
Бункера и силосы для хранения и перегрузки сыпучих
материалов;
Трубопроводы большого диаметра для транспортирования
газов, жидкостей и размельченных или разжиженных твердых
веществ;
Листовые конструкции доменных цехов и газоочисток;
Дымовые и вентиляционные трубы;
Специальные листовые конструкции химической и
нефтезаводской аппаратуры;
Барабанные вращающиеся печи для обжига твердых веществ;
Линейные ускорители протонов и другие листовые конструкции
физических установок.
4. Наземные резервуары для хранения жидкостей
5. Газгольдеры для хранения газов
6. Силос для хранения зерна
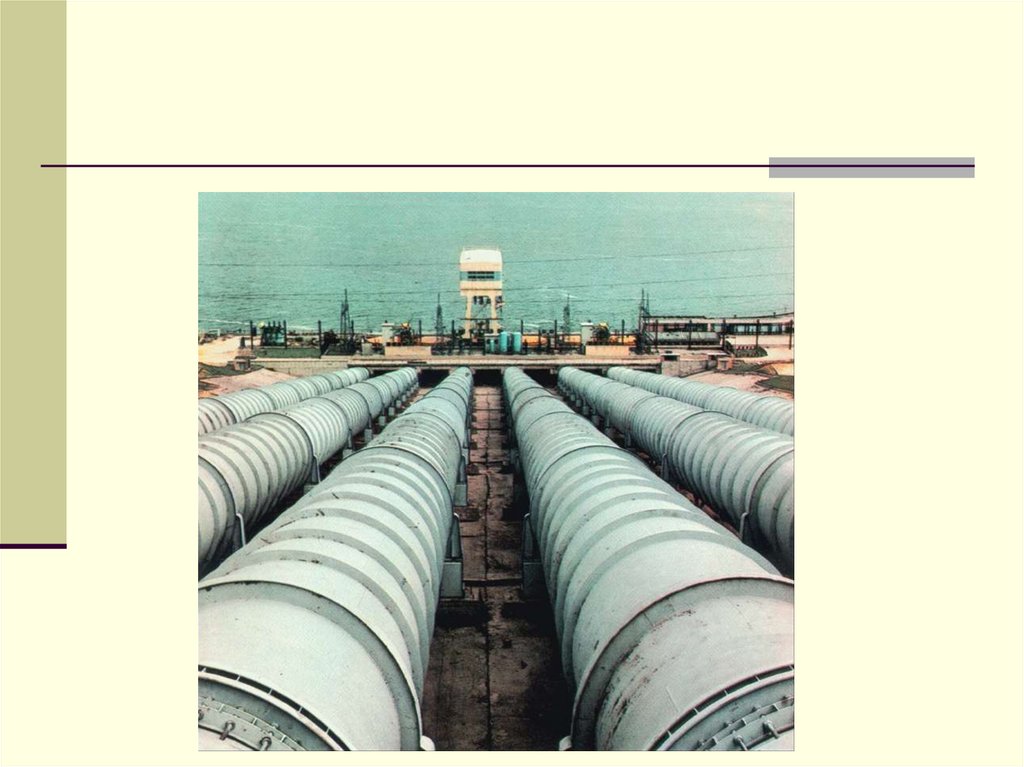
7. Трубопроводы большого диаметра
8.
9. Вентиляционная труба
10. Барабанная вращающаяся печь для обжига керамзита
11. Листовая сварная конструкция
12. Производственная сварная конструкция
13. Основные особенности листовых конструкций по сравнению с другими металлическими конструкциями
Швы листовых конструкций должны: удовлетворятьтребованиям не только прочности, но и плотности
(непроницаемости), и качество их должно быть еще выше, чем
в обычных строительных конструкциях. Сварные соединения
выполняются встык, внахлестку и впритык. Наиболее
целесообразно соединение встык
Листовые конструкции представляют собой сплошные
тонкостенные емкостные конструкции, что обуславливает их
двухосное напряженное состояние, тогда как стержни сквозных
строительных конструкций испытывают обычно одноосное
напряженное состояние.
В ограждениях различных оболочек листовых конструкций и в
защемлении оболочек у колец жесткости и у днищ возникают
локальные напряжения краевого эффекта, которые необходимо
учитывать при проектировании.
14.
Листовые конструкции всегда совмещают функции несущих иограждающих конструкций.
Условия работы листовых конструкций весьма разнообразны: они
могут быть надземными, наземными, полузаглубленными,
подземными; могут воспринимать статическую и динамическую
нагрузки, работать пол низким, средним и высоким давлением, под
вакуумом, под воздействие низких ( от -254 до -400С), средних (от 40 до +2000С) и высоких ( более +2000С) температур, под
воздействие нейтральных и агрессивных сред.
Листовые конструкции характеризуются относительно большой
протяженностью соединений, превышающей на одну тонну
примерно вдвое протяженность швов обычных
металлоконструкций.
15.
При изготовлении листовых конструкций применяютсяоперации, не требующиеся при производстве обычных
металлоконструкций: фасонный раскрой листового проката,
изготовление рулонных заготовок, штамповка и т.д.
Для цилиндрических и шаровых листовых конструкций,
работающих под высоким давлением, применяют
крупноразмерные листы шириной до 3000 и длиной до
9000мм.
Возможность использования для специальных листовых
конструкций не только стали, алюминия и алюминиевых
сплавов, но и биметалла, меди, латуни, титана, никеля,
металлопласта и других материалов.
16. Технология сварки листового металла
Металлические листы средней толщины варятся ступенчатымспособом. Вся полоса сварки условно делится на участки по 10-20
см, после чего эти участки провариваются попеременно. Каждый
последующий шов перекрывает предыдущий шов на 1 см. Такая
технология позволяет избежать температурных деформаций
металла.
Сварка тонких листов металла обычно производится встык, с
отбортовкой кромок. Также допускается соединение встык на
подкладке, без отбортовки.
Сварка толстого металла (более 4 мм) выполняется в несколько
проходов многослойной сваркой.
17. Технология сварки
Сварка прокатного металла может быть осуществлена встык или снахлестом. Вертикальные швы рекомендуется выполнять
стыковыми, а круговые поясные соединения лучше делать с
нахлестом. Первым делом провариваются поперечные швы, а уже
затем идет работа над продольными швами.
Зазоры между соединяемыми изделиями должны быть около 1 мм.
Это необходимо для предотвращения деформации изделий.
Рекомендуется выполнять сварку листового металла от середины,
постепенно направляясь к краям. Выполняя сварку любого
листового
металла
согласно
рекомендациям,
получают
качественные сварные изделия надлежащей крепости.
18. Негабаритные емкости и сооружения
При изготовлении емкостей и сооружений большого размера излистового проката целесообразно основной объем работ выполнять
на заводе-изготовителе.
С этой целью был разработан метод рулонирования, получивший
весьма широкое применение.
Узлы конструкции в виде полотнищ большого размера собирают,
сваривают и сворачивают на специальных установках.
Сворачивание рулона производят после завершения работ на каждом
из участков. При этом полотнище наворачивают на вспомогательный
элемент, закрепляемый в рабочем кружале.
19.
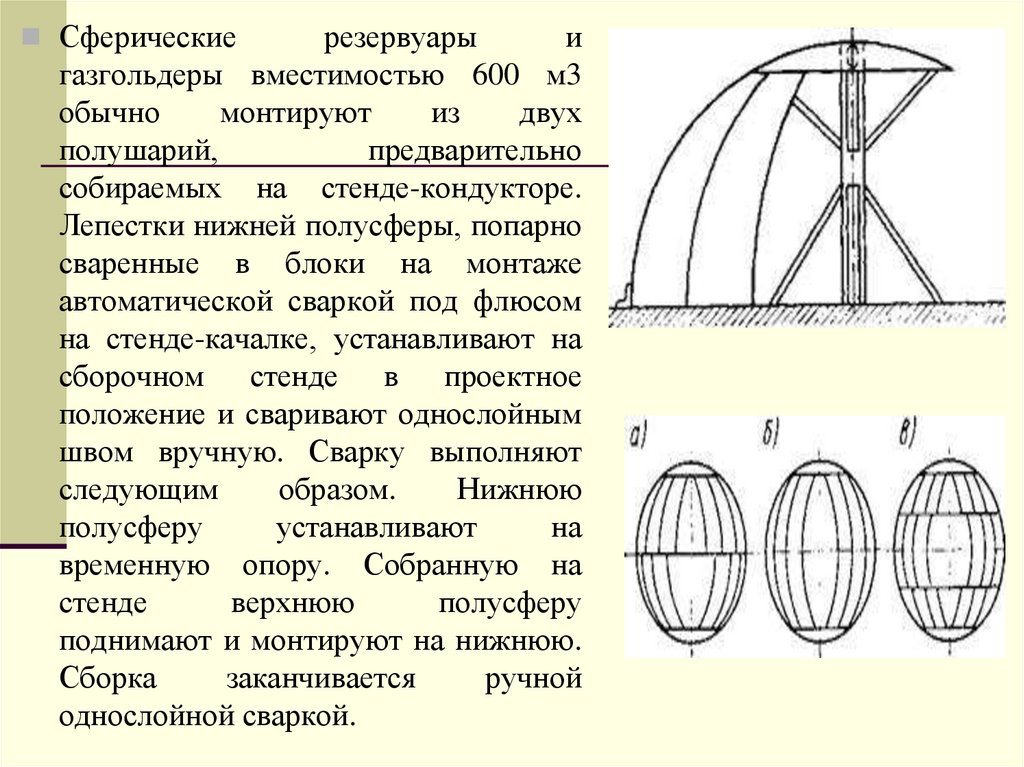
Сферическиерезервуары
и
газгольдеры вместимостью 600 м3
обычно
монтируют
из
двух
полушарий,
предварительно
собираемых на стенде-кондукторе.
Лепестки нижней полусферы, попарно
сваренные в блоки на монтаже
автоматической сваркой под флюсом
на стенде-качалке, устанавливают на
сборочном стенде в проектное
положение и сваривают однослойным
швом вручную. Сварку выполняют
следующим
образом.
Нижнюю
полусферу
устанавливают
на
временную опору. Собранную на
стенде
верхнюю
полусферу
поднимают и монтируют на нижнюю.
Сборка
заканчивается
ручной
однослойной сваркой.
20. Задание
Ответить на вопросы1. Листовые конструкции состоят из _______ _____ и предназначены для
хранения ______ ______ и переработки жидкостей, газов, _________
________.
2. Назовите основные особенности листовых конструкций
3. Приведите примеры металлических листовых конструкций.
4. Как подразделяются по условиям работы?
5. В каком случае применяются крупноразмерные листы шириной до 3000
и длиной до 9000мм.
6. Металлические листы средней толщины варят _________ ______ .
7. Как производится сварка тонких листов?
8. Как производится сварка толстых металлов?
9. Зазоры между соединяемыми изделиями должны быть ________ для
предотвращения ________ ________ .
10. В чем состоит сущность метода рулонирования?
21.
ppt-online.orgdic.academic.ru
present5.cjm