


























 management
managementSimilar presentations:





")
")



Производственная программа подразделений и ее ресурсное обеспечение (лекция 7- 8)
1.
Тема 6. Производственнаяпрограмма подразделений и ее
ресурсное обеспечение
1.
Содержание и порядок разработки
производственной программы подразделений.
2.
Обеспечение производственной программы
производственной мощностью.
3.
Обеспечение производственной программы
трудовыми ресурсами
1
2.
Производственнаяпрограмма
подразделений
основного производства – это совокупность
продукции конкретной номенклатуры и ассортимента,
которая может быть изготовлена в плановом периоде в
определенных объемах согласно специализации и
производственной мощности этих подразделений.
2
3.
ПЛАНОВО-УЧЕТНЫЕ ЕДИНИЦЫ ПРОДУКЦИИПроизводственная
Тип производства
единица
единичное
серийное массовое
Цех:
Готовое изделие
- выпускающий
- складирующий
- заготавливающий комплект деталей
заготовка
- обрабатывающий изделие, составная единица
деталь
(узел, агрегат)
Участок:
составная единица, деталь
-предметная
специализация
-технологическая
специализация
Бригада
комплект деталей
бригадокомплект
3
4.
Особенности планирования объемапроизводства цеха:
1. Последовательность планирования – обратная
технологическому процессу
NB = NП + NC + Nн –Nф,
NB - плановый выпуск изделий в натуральном выражении, ед.
NП - план поставки следующим согласно технологическому маршруту цехам,
NC - поставка изделий на склад готовой продукции,
Nн, Nф - нормативный и фактический межцеховой запас этого изделия.
где
4
5.
Пример.Заготовительный и механический цеха изготавливают
для сборочного цеха корпус редуктора машины.
Квартальный план завода - 700 машин. Требуется также 40
корпусов для сервисного центра и есть заказ другого завода
на 150 заготовок корпусов. Незавершенное производство
периодически корректируется и поддерживается
на
нормативном уровне.
На
текущий
момент
количество
изделий
незавершенного производства в сборочном цехе - 10 шт.
(норма 20 шт.); в механическом цехе - на 5 шт. больше
норматива; в заготовительном цехе незавершенное
производство поддерживается на нормативном уровне.
Требуется: составить планы производства цехов.
5
6.
Решение:150 шт.
Заготовительный
цех
40 шт.
Механический
цех
Сборочный
цех
НПф > НПн
на 5 шт.
НПф = 10шт.
НПн = 20шт.
Готовая
продукция
700 шт.
процесс планирования
1.
План сборочного цеха - 700 машин.
2. Потребность сборочного цеха: 700 + (20-10) = 710 шт.
3. План механического цеха: 710 + 40 = 750 шт.
4. Потребность механического цеха: 750 +20 – 25 = 745 шт.
5. План заготовительного цеха: 745 + 150 = 895 шт.
6
7.
Особенности планирования объемапроизводства цеха:
Виды цехов
- Сборочные:
o короткий производственный цикл
Вк Ni * Ц і
Вк – выпуск конечной продукции подразделения, ден.ед.;
Nі – выпуск i-й продукции в натуральном выражении, шт;
Ці – цена i-й продукции (рыночная, трансфертная), ден.ед.
o длительный производственный цикл:
Вв Вк Н
Вв - валовая продукция, ден., натур. ед.;
Н - изменение остатков незавершенного производства, ден., натур. ед.
7
8.
- мелкосерийное производствоNy
Tн.п.
t
-
Nу- условное количество изделий в незавершенном произв-ве;
Тн.п. - трудоемкость незавершенного производства, нормо-часов;
t – трудоемкость изделия, нормо-часов.
8
9.
Пример.Механический цех производит комплекты деталей для
металлообрабатывающих станков. План производства на
месяц для сборочного цеха - 300 машино-комплектов;
трудоемкость одного комплекта - 25 нормо-час.
Трудоемкость незавершенного производства,
соответственно, на начало и конец планового периода
составит 625 и 675 нормо-часов.
Определить:
1) объем конечной продукции цеха в нормо-часах;
2) валовую продукцию цеха в нормо – часах;
3) условное количество изготовленных машино – комплектов.
9
10.
Решение:1) Объем конечной продукции, нормо-часов:
Вк= Ni *t;
Bк= 300 * 25 = 7500;
2) Валовая продукция, нормо-часов;
Вв Вк Н 7500 (675 625) 7550
3) Условное количество машино-комплектов, шт.:
TВ.п.
Ny
7550 / 25 302
t
10
11.
-Инструментальное производство и обслуживание:станочные,
слесарно-сборочные,
шлифовальнозаточные, заготовительные, термические, контрольные
участки, восстановления инструментов, измерительная
лаборатория, кладовые и т.д.
Задача – своевременное изготовление и обеспечение
производства
инструментами
(режущими,
измерительными,
сборочными
и
пр.)
и
технологической оснасткой (пресс-формы, сварочная,
штамповая, термическая, поршневая), а также
поддержание их в работоспособном состоянии.
Направления деятельности инструментального
производства:
-Инструментальное производство
11
-Инструментальное обслуживание
12.
Фонды,обеспечивающие
потребность
предприятия в инструменте и технологической
оснастке:
Расходный фонд - годовая потребность в
инструменте для выполнения запланированного
объема продукции с учетом нормы расхода и
производственного задания
Оборотный фонд - запас инструментов (Zоб)
для обеспечения нормальной работы производства
Zоб = Zскл + Zэксп.фонд + Zзаточ + Zрем +
+Zконтроль.
12
13.
Размер запасов инструмента – система"максимум- минимум":
- максимальный: Zmax = Rдн * Tпз + Zmin
- минимальный: Zmin = Rдн * Tс.изг;
- запас в "точке заказа": Zт.з = Rдн * Tн.изг;
- объем партии заказа: Zпарт = Zmax - Zmin
где Rдн - среднедневная потребность цехов в данном инструменте, шт;
Tп.з - периодичность пополнения запаса в плановом периоде, дн.;
Тс.изг, Tн.изг - время срочного и нормального изготовления (приобретения)
партии инструментов, дн
.
13
14.
Пример.Инструментальный цех обеспечивает режущим инструментом
механический цех в объеме 20 единиц инструмента в
день.
Пополнение
запасов
механического
цеха
осуществляется через день (12 раз в месяц). На
изготовление партии (40 комплектов) режущего
инструмента затрачивается 6 дней. Срочное изготовление
партии режущего инструмента осуществляется за 2 дня.
Определить:
1) Минимальную норму запаса режущих инструментов;
2) Максимальную норму запаса режущих инструментов;
3) Норму запаса режущих инструментов в «точке заказа»;
4) Объем партии заказа
14
15.
- Ремонтное подразделение- организуется в цехах
основного производства либо в инструментальных цехах.
Задача – ремонт оборудования всех подразделений
предприятия, изготовление запчастей, монтаж, демонтаж,
модернизация,
перемещение
оборудования.
Планирование деятельности ремонтного подразделения:
план – график ремонта оборудования + 10-15% резервной
мощности
для
внеплановых
работ.
15
16.
-Транспортное подразделение – обеспечивает перемещениегрузов на территории предприятия, между цехами (участками,
технологическими линиями, рабочими местами), складскими
помещениями, службами.
Планирование деятельности транспортного подразделения:
- внутренний грузооборот – определяется на основе утвержденных
плановых заданий по перемещению грузов;
- потребность в транспортных средствах, по видам, численности
транспортных рабочих, объему погрузочно-разгрузочных работ
определяется на основе внутреннего грузопотока.
16
17.
- Энергетическое подразделение – генерирующая(электростанции, котельные, газогенераторные и
компрессорные установки и пр.), передаточная (сети,
распределительные устройства, трансформаторные
подстанции), и потребительская (энергоприемники) части.
Планирование деятельности энергетического подразделения:
норма расхода (по операциям, видам оборудования) *
производственная программа выпуска продукции + затраты энергии
на освещение, вентиляцию, отопление + потери в сетях
17
18.
ЭНЕРГЕТИЧЕСКИЙ БАЛАНС ПРЕДПРИЯТИЯВид энергии
Потребность
в год
Электроэнергия,
млн. кВт.ч.
Тепловая
энергия, Гкал
100
-
100
32
12
20
…..
…….
Источники получения
Собственное
Сторонние
……..
……..
18
19.
2. Обеспечение производственной программыпроизводственной мощностью
А) Однопродуктовое производство:
N п. м.
Т р mo
to
N п.м. – производственная мощность группы взаимозаменяемых
агрегатов в натуральном выражении;
Тр - – время работы одного агрегата в плановом периоде, час.;
mo - количество однотипных взаимозаменяемых агрегатов в
группе;
.
to - затраты времени
на изготовление одного изделия, час.
19
20.
Б) Система взаимосвязанных машин, работающих поединому регламентированному ритму (конвейер):
N п. м.
Т р 60
r
Тр – время работы технологической линии в отчетном
периоде, час.;
r – такт работы линии, мин.
20
21.
Пример.Определить годовую производственную мощность
сборочной поточной линии с тактом работы 5
минут и фондом рабочего времени 3850 час.
Решение:
N п . м.
Т р 60
r
3860 * 60 / 5 46200шт.
21
22.
В) Многопродуктовое производство с групповымразмещением оборудования:
kз
Тз
Т п.с.
Kз - коэффициент загрузки оборудования конкретного вида;
Тз - загрузка оборудования производственной программой в
плановом периоде, машино-часов;
Тп.с. - пропускная способность группы оборудования, машино-часов
Т р Т н ( р ) 1
100
Т п.с. Т р то ;
Тн(р) - номинальный (режимный) фонд времени работы агрегата
в плановом периоде, час.;
- плановые затраты времени на ремонт агрегата, %.
22
23.
Пример.Механический цех имеет 18 токарных, 10 фрезерных, 8
сверлильных и 6 шлифовальных станков; работает в две
смены по 8 часов каждая.
Согласно квартальному плану производства на 68 рабочих
дней, загрузка оборудования по нормированному времени
составляет, машино-час : токарное - 17200, фрезерное –
10600, сверлильное - 9200, шлифовальное - 4300.
Нормы на всех станках выполняются на 105%.
Определить:
1) фонд времени работы станка, если средний простой в ремонте
составляет 3,55%;
2) пропускную способность каждой группы оборудования в
машино-часах;
3) коэффициенты загрузки каждой группы оборудования
23
24.
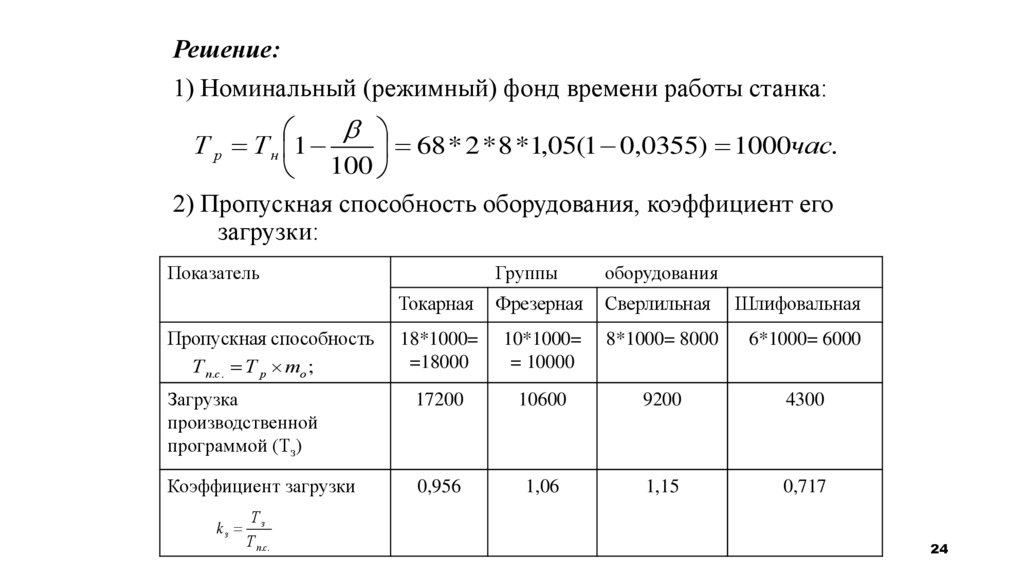
Решение:1) Номинальный (режимный) фонд времени работы станка:
Т р Т н 1
68 * 2 * 8 *1,05(1 0,0355) 1000час.
100
2) Пропускная способность оборудования, коэффициент его
загрузки:
Показатель
Группы
оборудования
Токарная
Фрезерная
Сверлильная
18*1000=
=18000
10*1000=
= 10000
8*1000= 8000
6*1000= 6000
Загрузка
производственной
программой (Тз)
17200
10600
9200
4300
Коэффициент загрузки
0,956
1,06
1,15
0,717
Пропускная способность
Т п.с. Т р то ;
kз
Тз
Т п.с.
Шлифовальная
24
25.
Г) Оборудование:n
Т з Ni t
i 1
n – количество наименований изделий (деталей, комплектов),
обрабатываемых на данном оборудовании;
Ni – количество изделий одного наименования в натуральном
выражении;
t – затраты времени на обработку одного изделия i-го вида на
данной группе оборудования,мин.
25
26.
Ч3. Обеспечение производственной программы
трудовыми ресурсами
МЕТОДЫ РАСЧЕТА ОБЕСПЕЧЕННОСТИ
ПРОИЗВОДСТВЕННОЙ ПРОГРАММЫ ПЕРСОНАЛОМ
1. По трудоемкости работ:
Т п Д п t п ;
Дп Д р Дн .
Т пл
Ч
Т п k н
где
Тпл – плановая трудоемкость работ, чел-час;
Т’п - фонд рабочего времени одного работника в
плановом периоде, час;
kн - коэффициент выполнения норм.
t п - средняя продолжительность рабочего дня, час.
26
27.
2. По норме выработки:N
Ч
Вд Д п kн
3. По норме обслуживания:
Ч яв
т kс
тн
т – количество оборудования (рабочих
мест), требующих обслуживания;
kc - количество смен
т н - норма обслуживания (количество
оборудования, обслуживаемого одним
работником)
тп - количество рабочих мест, на которых
постоянно должны находиться люди
4. По рабочим местам:
Ч яв тп к с
27
28.
Пример.Трудоемкость производственной программы цеха совпадает с
загрузкой оборудования и составляет 41300 машино-час. В
плановом квартале 90 календарных дней, в т.ч. 26 выходных
и 3 праздничных. По балансу рабочего времени
предусматривается в среднем на одного рабочего 5 дней
отпуска и 1 день потерь рабочего времени по болезни.
Средняя продолжительность рабочего дня 7,9 час. 42 ед.
станков
обслуживает
бригада
наладчиков,
норма
обслуживания – 12 станков на одного наладчика.
Определить:
1) Фонд рабочего времени рабочего, плановый % потерь рабочего
времени;
2)Плановую численность рабочих для выполнения
производственной программы;
3) Плановую численность наладчиков.
28
29.
1) Баланс рабочего времени одного рабочегоПоказатель
Календарные дни
Нерабочие дни, всего
Кол-во
90
29
в т.ч. – выходные
- праздничные
26
Рабочие дни
61
Плановые невыходы, всего
в т.ч. - отпуск
6
5
- болезнь
Дни выхода на работу
1
55
Средняя продолжительность рабочего дня, час
Фонд рабочего времени, час (7,9*55)
Потери рабочего времени, % (6*7,9)/434,5
7,9
434,5
10,1
3
29
30.
2) Плановая численность рабочих для выполненияпроизводственной программы:
Т пл
Ч
41300 / 434,5 95чел.
Т п k н
3) Плановая численность наладчиков:
Ч яв
т kс
42 / 12 4чел.
тн
30