
























































 industry
industrySimilar presentations:










Регулирование надмолекулярных структур
1.
Регулирование надмолекулярных структурМетод, связанный с применением температурных и
временных характеристик переработки.
а) Режим “закалки” - режим быстрого охлаждения (в
идеале замораживается структура материала).
Используется для полимеров аморфной структуры.
Иногда аморфизуют кристаллические полимеры.
б) Метод отжига - либо медленное охлаждение либо
образец нагревают, а потом медленно охлаждают.
Для аморфных полимеров главной задачей
является
максимальное
приближение
к
равновесному состоянию.
2.
Для формирования изделия используют термообработку - процесс, в ходекоторого материал либо нагревают, либо охлаждают, это используется для
формирования структуры.
Проведение термообработки может завершить процесс отверждения и
вулканизации, позволяет завершить процессы кристаллизации (направляет
“в нужное русло” вторичную кристаллизацию).
3
2
1
1- охлаждение в форме под давлением (процесс медленный);
2 - охлаждение без давления;
3 - закалка в воде.
В 1-м случае состояние близкое к равновесному. Во втором случае материал обладает
большей подвижностью, теплопроводность хуже.
В 3-м - замораживается поверхность, а внутри процесс идет медленно.
Термообработка с точки зрения экономики невыгодна, т.к. она очень длительна.
3.
2. Метод, связанный с использованием искусственных центров кристаллизации(нуклеаторы) (карбиды, нитриды, твердые вещества с высокой температурой
плавления, должны быть высокодисперсными). Их концентрация обычно 0,02-0.05%,
а размеры должны быть 1-5 мкм.
Проблема их использования связана с равномерным распределением их в материале,
поэтому их обычно используют на стадии приготовления материалов.
Обычно полимеры не бывают чистыми, они всегда содержат:
стабилизаторы, ретарданты и другие добавки.
Для введения всех этих добавок используются вальцы, шнековые машины.
Материалы, содержащие нуклеаторы имеют:
пониженную вязкость,
более стабильные.
3. Легирование.
В полимеры вводят легирующие добавки: полимеры или олигомеры, несовместимые
с полимером-матрицей.
Олигомеры вводят 0,1-3%,
полимеры - 1-10%.
Они не должны быть совместимыми, т.к. в таком малом количестве они
растворятся в полимере-матрице и дадут однородную фазу. Они располагаются а
аморфной фазе и ускоряют процессы релаксации. в их присутствии повышаются
деформационные свойства, прочность и долговечность.
4.
5. Пластификация. Структурная пластификация (десятыеи сотые доли %), молекулярная пластификация (ПВХ).
6. Ориентация макромолекул.
7. Наполнение - введение в полимерную матрицу
различных наполнителей. Дисперсные наполнители,
волокна (резаные и непрерывные), ткани и бумага, картон
(гетинаксы).
8. Вспенивание - один из вариантов наполнения, но
наполнителем является газ. Особенность метода в том, что
во вспененном состоянии полимер находится в виде тонких
пленок, которые ориентированы.
Другая группа
олигомеры.
-
каучуки,
резины,
отверждающиеся
5.
9. Окрашивание и декоративная обработка изделий из пластмасс.Окрашивание полимерных материалов может проводиться либо
предварительным добавлением красящих веществ (0,05-2масс. %) в
полимер, либо окрашиванием поверхности сформованного изделия (к
последнему варианту можно отнести различные виды декоративной
обработки).
Красящие вещества.
для термопластов и большинства каучуков оптимум прочностных свойств
наблюдается при 3 – 10%-ом содержании модифицирующей добавки, то
для олиоксипропиленгликолей (ООПГ) и кремнийорганических
олигомеров он лежит в области 0,5 – 1,5%.
В большинстве случаев зависимость физико-механических свойств от
концентрации добавки имеет экстремальный характер. Положение
максимума на диаграмме состав-свойство определяется типом
модификатора и полимера.
Предполагается,
что
экстремальные
зависимости
являются
следствием воздействия модифицирующей добавки на процессы
структурообразования при охлаждении полимерного материала из
расплава.
6.
Влияние модификатора на структуру полимеров.Помимо молекулярной структуры, определяемой химическим строением
макромолекул, кристаллизующиеся полимеры характеризуются надмолекулярной
структурой, отражающей наличие областей разной степени упорядоченности,
размер которых существенно превышает размеры отдельный макромолекул
конкретного полимера. Этими областями могут быть кристаллиты, ламели,
фибриллы, сферолиты и т. п.; иными словами, следует говорить о
многоступенчатой структурной организации полимеров.
Для построения наиболее характерного для полимеров кристаллита со сложенными
цепями последние должны изгибаться, образуя складки.
Кроме образования складок, часть макромолекул располагается между
кристаллитами, поскольку одна и та же молекула может проходить через несколько
разных кристаллитов.
При кристаллизации цепи на границе кристалла складываются и по большей части
возвращаются обратно в тот же кристалл. Тенденция к образованию складок в
полимерах очень сильна и всегда реализуется в обычных условиях кристаллизации,
приводя к образованию пластинчатых структур (ламелей), состоящих из
кристаллов со сложенными цепями.
7.
При кристаллизации цепи на границе кристалла складываются и побольшей части возвращаются обратно в тот же кристалл. Тенденция к
образованию складок в полимерах очень сильна и всегда реализуется в
обычных условиях кристаллизации, приводя к образованию пластинчатых
структур (ламелей), состоящих из кристаллов со сложенными цепями.
Ламели – это как бы третий по порядку сложности уровень
надмолекуляной структуры полимеров после макромолекул и
кристаллитов, которые в свою очередь, являются подуровнем более
сложных надмолекулярных структур, сферолитов, которые представляют
собой одну из самых распространенных морфологий, образующихся при
кристаллизации полимеров (рис1).
Рис.1 Схема межкристаллитной аморфной прослойки полипропилена:
1-кристаллические сердечники ламелей, 2-регулярные складки с подавленной подвижностью, 3длинные нерегулярные петли, 4-свернутые проходные цепи, 5-длинные концы макромолекул, 6-
слабоизогнутые проходные цепи, 7-складки, движение которых ограничено кристаллитами, 8полностью выпрямленные проходные цепи, концы которых зажаты в ламелях.
8.
Сложность изучения явления модификации кристаллизующихсяполимеров обусловлена их гетерогенностью.
Известно, что лучшие физико-механические свойства характерны для
полиолефинов с однородной мелкосферолитной структурой. Кроме того,
реальная прочность полимеров во многом определяется числом проходных
молекул, соединяющих отдельные кристаллиты между собой.
В качестве искусственных зародышей кристаллизации можно использовать
вещества, химически не взаимодействующие с полимером и обладающие
большей, чем полимер температурой плавления. Это могут быть огранические
кислоты (адипиновая, себациновая) и соли тяжелых металлов и органических
кислот (салицилат висмута, оксалат титана, ацетат, бензоат и пальмитат свинца,
ацетат цинка).
Пленки из композиции полиэтилена низкого давления и полипропилена,
содержащей 0,25-3,0% (масс.) твердого минерального вещества (это могут быть
тонкие минеральные дисперсии: оксид кремния, силикаты и хлориды натрия,
кальция, алюминия, сульфаты натрия и др.) с диаметром частиц менее 50 мкм,
отличаются
прозрачностью
и
пониженной
хрупкостью
благодаря
мелкосферолитной структуре и повышенной однородности сферолитов.
9.
Регулирование свойств отверждающихся систем.Подходы к контролируемому формированию структуры композитов
отвержденных олигомерных систем можно разделить на две группы.
1) Целенаправленное воздействие на исходную композицию –
регулирование состава и температуры исходной смеси на стадиях,
предшествующих отверждению;
2) Целенаправленное влияние на процесс отверждения – варьирование
режимов отверждения при заданном составе.
В реальных технологиях достаточно просто варьировать рецептурнотехнологические переменные. К ним относятся: дозировка олигомера в
исходной системе, температура экспозиции, т.е. температура при
которой хранится смесь в период между окончанием ее приготовления и
началом отверждения; концентрация инициатора, концентрация
ингибитора; температура отверждения.
10.
Требования к морфологии отвержденных олигомерных систем.Прочностные свойства гетерогенных материалов прежде всего
определяются деформационным поведением непрерывной фазы, которая
первой воспринимает на себя энергию нагружения.
Наполнители. При исследовании олигомерных смесей важным
становится знание селективности взаимодействия наполнителя с
компонентами смеси, влияния наполнителя на совместимость компонентов,
его распределение в сосуществующих фазах, влияние твердой поверхности
на кинетику отверждения и др. Необходимо предотвратить агломерацию
наполнителя.
Пластификатор оказывает влияние на термодинамику смешения
основных компонентов, на надмолекулярную и фазовую структуру смеси,
на кинетику отверждения, и, как результат, на свойства композитов.
В качестве модификаторов также могут вводиться полимеры.
11.
Получение смесей полимеровприводит к микро- или макрогетерогенности системы. Частицы дисперсной фазы
в любых двухфазных системах являются концентраторами напряжений,
аналогично тому, как любые другие микродефекты являются причиной
возникновения перенапряжений. Это справедливо даже при применении к
усиливающим наполнителям.
Увеличение прочности каучуков при введении стеклообразных полимеров
объясняют обычно тем, что возникающие микротрещины в деформируемой смеси
встречаются с твердыми частицами полимера, который при данной температуре
более прочен, чем каучук.
Введение каучука в стеклообразный полимер приводит к снижению прочности
последнего.
Улучшение свойств смеси имеет место и при введении каучука в каучук и
пластмассы в пластмассу. Положительное влияние добавок другого полимера
обусловлено наличием протяженной границы раздела фаз и ее свойствами.
Концентрирование избыточного свободного объема в межфазном слое облегчает
релаксационные процессы в нем. Введение каучука в пластмассу предотвращает
хрупкий разрыв при ее деформации, в том числе и при ударе. В присутствии частиц
каучука вместо роста единой магистральной трещины, как это обычно имеет место
при разрушении хрупкого полимера, в матрице возникают микротрещины, где
разрушение идет не хрупко, а по механизму вынужденноэластической деформации.
12.
1. Механические полимерные смесиСмешение с давних пор являлось важнейшим способом получения новых
материалов, поскольку смесь, как правило, сочетает свойства исходных
компонентов, а это значит, что комплекс ее свойств становится разнообразнее.
Полимеры обладают высокой вязкостью, поэтому их смешение проводят при
высоких температурах, когда они находятся в вязкотекучем состоянии. Полимеры
в этих условиях являются вязкими жидкостями, поэтому их смешение
рассматривают как смешение жидкостей.
10
8
C, %
6
4
2
0
0
2
4
M
6
8
10
При смешении жидкостей может быть два
случая:
1) жидкости
могут
смешиваться
неограниченно;
2) 2) жидкости обладают ограниченной
взаимной растворимостью.
Зависимость растворимости ПС в полиизопрене от
молекулярной массы ПС
В первом случае получающаяся смесь однофазна (но двухкомпонентна), а во втором
она двухкомпонентна и двухфазна, если содержание каждого компонента
превышает предел растворимости. Растворимость полимера в полимере в той
области молекулярных масс, в которой они обычно применяются, ничтожна.
13.
Смешениедвух
взаиморастворимых
жидкостей
проходит
самопроизвольно, если уменьшается свободная энергия системы:
G = H - T S
Условие G 0 выполняется, если H 0, а T S 0, или когда H 0, но
H T S . В некоторых случаях теплота при смешении может
выделяться, а смеси взаимонерастворимы. Это указывает на то, что
энтропийный член может определять знак изменения свободной энергии.
При смешении неассоциированных жидкостей со слабым межмолекулярным
взаимодействием энтропия растет.
При смешении аморфных полимеров (расплавов) наблюдается изменение
энтропии в двух направлениях: рост энтропии, вызванный
перемешиванием макромолекул (или их ассоциатов), и уменьшение
энтропии вследствие повышенной избыточной ассоциации, т.е. вследствие
увеличения степени ближнего порядка. Первое приведет к повышению
взаимной растворимости полимеров, второе - к уменьшению. Чаще всего
при смешении полимеров энтропия убывает, а не увеличивается, в
отличие от низкомолекулярных жидкостей.
Большинство полимеров растворяются друг в друге в количестве долей
процентов, а критическая температура смешения очень высока.
14.
2. Метод Добри и Бойер-Ковеноки.Два раствора двух полимеров в одном растворителе сливаются и стоят
некоторое время. Если полимеры совместимы, то растворы будут
неизменны бесконечное время (проба на дифракцию). Если нет – то будет
выделяться осадок – набухший гель.
Недостатки:
Невозможность найти общий растворитель;
Продолжительность.
3. Структурный подход: характер изменения свойств определяется
структурой распределения. Системы делятся на макрогетерогенные
(грубодисперсные, д=доли мм) и микрогетерогенные (д=мкм, доли мм).
Микрогетерогенные системы потенциально менее устойчивы и могут
продиффундировать в макрогетерогенные. Макрогетерогенные – выше
прочностные характеристики, кроме случая применения знакопеременных
нагрузок.
15.
4. Эксплуатационная совместимость (предложено Гулем и Комской) с точкизрения практики нас интересует стабильность свойств. Мы оцениваем
ударную вязкость. Задаемся предельной величиной, она соответствует
времени и в этих условиях мы можем гарантировать сохранение свойств.
16.
Зависимость свойств смесей от состава:свойство
1 – правило аддитивности, 2 – синергизм, 4
– система с инверсией фаз.
Свойства каждого из компонентов могут различаться и существенно и
незначительно. Резкие различия в свойствах будут приводить к
немонотонности.
Чем больше молекулярная масса, тем больше вероятность расслаивания.
Повышение температуры несколько увеличивает растворимость полимеров
друг в друге. Однако неограниченная взаимная растворимость полимеров
наблюдается крайне редко. В определенных условиях она имеет место при
совмещении ПВХ и бутадиеннитрильного каучука СКН-40, поливинилацетата
и нитрата целлюлозы.
17.
Свойства дисперсных систем типа полимер в полимере определяютсяследующими параметрами:
1) природой непрерывной фазы (матрицы) и дисперсной фазы;
2) характером и интенсивностью взаимодействия частиц дисперсной фазы друг
с другом и с матрицей;
3) размером частиц дисперсной фазы;
4) формой частиц дисперсной фазы.
Размер частиц – от 1 до 5-10 мкм – оптимальный.
Природа матрицы и дисперсной фазы.
Содержание дисперсной фазы обычно не превышает 30-40%. При увеличении
содержания дисперсной фазы может произойти инверсия фаз. Может
наблюдаться состояние, когда обе фазы являются непрерывными (сетка в сетке).
Частицы имеют обычно неправильную, часто удлиненную форму. Это
приводит к сближению удлиненных частиц и их взаимодействию через
тончайшую прослойку полимера-матрицы. Такая структура (коагуляционная
структура) особенно характерна для содержания дисперсной фазы 25-40%.
При содержании дисперсной фазы более 40 об.% создаются условия для
коалесценции частиц, так что прослойка матрицы между ними исчезает.
Возникают конденсационные структуры, при достаточном развитии которых
по всему объему создается структура сетка в сетке.
18.
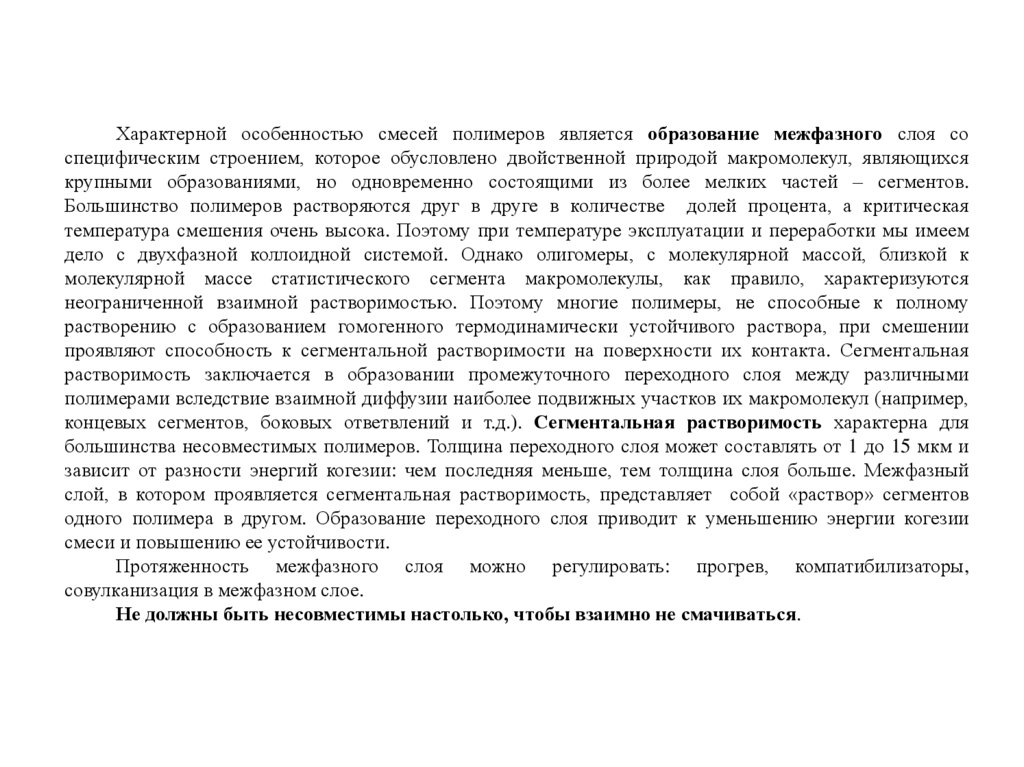
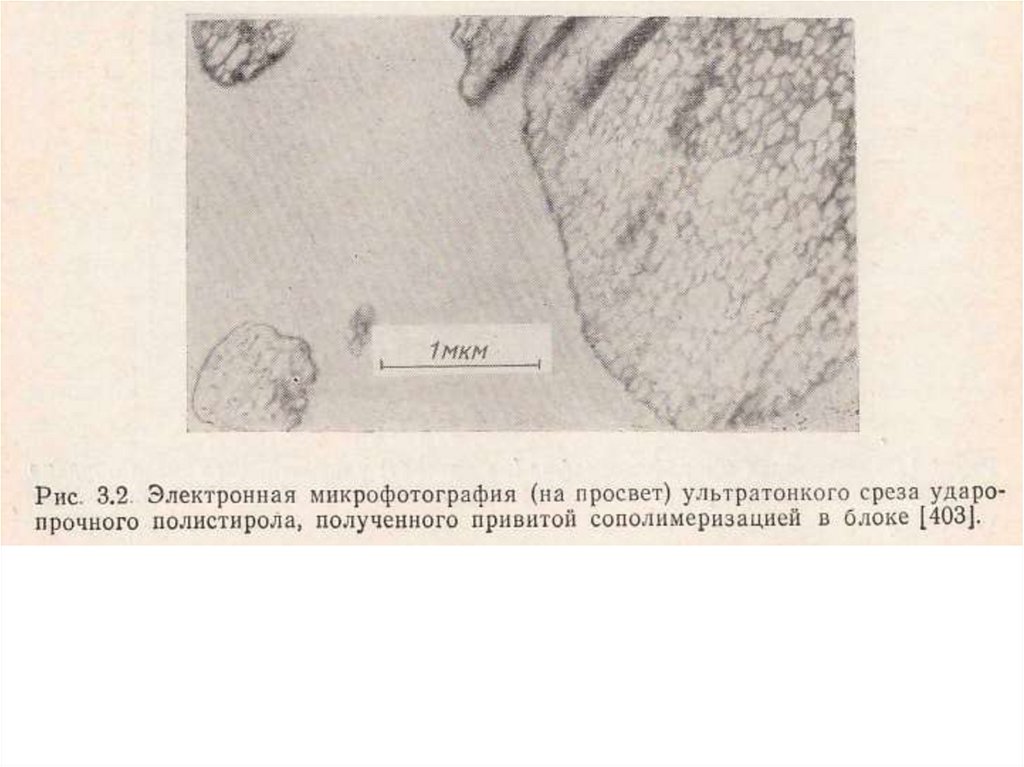
Характерной особенностью смесей полимеров является образование межфазного слоя соспецифическим строением, которое обусловлено двойственной природой макромолекул, являющихся
крупными образованиями, но одновременно состоящими из более мелких частей – сегментов.
Большинство полимеров растворяются друг в друге в количестве долей процента, а критическая
температура смешения очень высока. Поэтому при температуре эксплуатации и переработки мы имеем
дело с двухфазной коллоидной системой. Однако олигомеры, с молекулярной массой, близкой к
молекулярной массе статистического сегмента макромолекулы, как правило, характеризуются
неограниченной взаимной растворимостью. Поэтому многие полимеры, не способные к полному
растворению с образованием гомогенного термодинамически устойчивого раствора, при смешении
проявляют способность к сегментальной растворимости на поверхности их контакта. Сегментальная
растворимость заключается в образовании промежуточного переходного слоя между различными
полимерами вследствие взаимной диффузии наиболее подвижных участков их макромолекул (например,
концевых сегментов, боковых ответвлений и т.д.). Сегментальная растворимость характерна для
большинства несовместимых полимеров. Толщина переходного слоя может составлять от 1 до 15 мкм и
зависит от разности энергий когезии: чем последняя меньше, тем толщина слоя больше. Межфазный
слой, в котором проявляется сегментальная растворимость, представляет собой «раствор» сегментов
одного полимера в другом. Образование переходного слоя приводит к уменьшению энергии когезии
смеси и повышению ее устойчивости.
Протяженность межфазного слоя можно регулировать: прогрев, компатибилизаторы,
совулканизация в межфазном слое.
Не должны быть несовместимы настолько, чтобы взаимно не смачиваться.
19.
Размер частиц дисперсной фазы.Размер частиц дисперсной фазы определяется, главным образом,
соотношением вязкостей смешиваемых полимеров и условиями смешения. Для
полимеров в вязкотекучем состоянии минимальный размер частиц наблюдается
при близких значениях вязкости. Чем больше сегментальная совместимость, тем
лучше дисперигируются полимеры. Может быть проскальзывание частиц
полимера, они не будут так измельчаться.
Увеличение размера частиц свыше 5-10 мкм делает смесь грубой и ухудшает ее
механические свойства, так же как и чрезмерное уменьшение размера частиц.
10
1
8
6
2
4
3
2
0
0
2
4
6
8
10
ÑÊÍ-40, %
Влияние условий получения на прочность смеси ПВХ – СКН-40. 1,
2 – смеси, полученные на вальцах при 700С, а затем прогретые при
160 и 700С, 3 – смесь, полученная высушиванием пленки, отлитой
из раствора.
20.
Форма частиц дисперсной фазы.Сегментальная совместимость обусловливает крайне низкие значения
поверхностного натяжения на межфазной границе. Такое низкое
значение поверхностного натяжения приводит к тому, что частицы
дисперсной фазы не проявляют ярко выраженной тенденции к
сокращению границы раздела, т.е. к переходу вытянутых
анизометричных форм в форму шара. Обычно при смешении
полимеров образуются вытянутые частицы. Вытянутая форма частиц
приводит к тому, что они контактируют друг с другом уже при
сравнительно низких концентрациях в смеси.
21.
2. Привитые сополимерыДля проведения привитой сополимеризации полимер (обычно каучук)
растворяют в мономере, при гомополимеризации которого образуется полимер,
а затем инициируют полимеризацию. В процессе полимеризации второй
полимер оказывается полностью или частично химически связанным с первым.
Часто для того, чтобы вызвать обращение фаз, процесс проводят при
перемешивании. Это приводит к значительно более тонкой дисперсии
эластомера.
3. Блок-сополимеры.
При блочной сополимеризации индивидуальные компоненты соединяются по
концевым группам. После исчерпания первого мономера полимерная цепь
остается реакционноспособной, и добавление второго мономера приводит к
образованию блоксополимера.
22.
23.
24.
25.
4. Взаимопроникающие полимерные сеткиВПС могут быть получены сополимеризацией мономера со сшивающим
агентом непосредственно в матрице сшитой полимерной сетки, набухшей
в этом мономере.
Модификация низкомолекулярного стиролсодержащего полимерного
материала малеиновым ангидридом
Взаимодействие МА с НСПМ из отходов производства полибутадиена может
протекать по нескольким направлениям, основными из которых являются: а)
присоединение МА по двойным связям - реакция Дильса-Альдера, приводящая к
снижению непредельности; б) сополимеризация (или сшивка) молекул
олигомера МА, увеличивающая молекулярную массу получаемого продукта.
26.
Отходы полимерных материаловВ процессе сбора и утилизации вторичного полимерного сырья применяются
различные методы идентификации полимеров. Среди множества методов наиболее
распространены следующие:
· ИК–спектроскопия (сравнение спектров известных полимеров с утилизируемыми);
· ультразвук (УЗ). В основу положено затухание УЗ. Определяется индекс HL по
отношению затухания звуковой волны к частоте. УЗ–прибор подключается к
компьютеру и устанавливается на технологическую линию утилизации отходов.
Например, индекс HL ПЭНП 2,003 106 сек с отклонением 1,0%, а HL ПА-66 — 0,465
106 сек с отклонением ± 1,5%;
· рентгеновские лучи;
· лазернопиролизная спектроскопия.
27.
Разделение смешанных (бытовых) отходовтермопластов по видам проводят следующими
основными способами:
• Флотационным
• разделением в жидких средах
• Аэросепарацией
• Электросепарацией
• химическими методами
• методами глубокого охлаждения
28.
Переработка полиолефинов, бывших в употреблении.При поступлении полимерных отходов на переработку показатель
текучести расплава должен быть не менее 0,1 г/10 мин.
Cушку отходов производят различными методами, применяя полочные,
ленточные, ковшовые, с «кипящим» слоем, вихревые и другие сушилки,
производительность которых достигает 500 кг/ч. Из-за низкой плотности
пленка всплывает, а грязь оседает на дне.
Обезвоживание и сушку пленки осуществляют на вибросите и в вихревом
сепараторе, ее остаточная влажность составляет не более 0,1%. Для удобства
транспортировки и последующей переработки в изделия производят
грануляцию пленки.
Для пластикации измельченных и очищенных отходов полиолефинов
применяют одночервячные экструдеры с длиной шнека (25–33) D,
оснащенные фильтром непрерывного действия для очистки расплава и
имеющие зону дегазации, позволяющие получать гранулы без пор и
включений. При переработке загрязненных и смешанных отходов используют
дисковые экструдеры специальной конструкции, с короткими
многозаходными червяками длиной (3,5–5) D, имеющими цилиндрическую
насадку в зоне выдавливания.
29.
Получение гранул производится в основном двумя способами: грануляцией наголовке и подводным гранулированием. Выбор способа гранулирования зависит
от свойств перерабатываемого термопласта и, особенно, от вязкости его расплава
и адгезии к металлу. При грануляции на головке расплав полимера
выдавливается через отверстие в виде стренг, которые отрезаются скользящими
по фильерной плите ножами. Полученные гранулы размером 4–5 мм (по длине и
диаметру) ножом отбрасываются от головки в камеру охлаждения, а затем
подаются в устройство отжима влаги.
Более приемлемым является добавление вторичного сырья к первичному в
количестве 20–30%, а также введение в полимерную композицию
пластификаторов, стабилизаторов, наполнителей до 40–50%. Химическая
модификация вторичных полимеров, а также создание высоконаполненных
вторичных полимерных материалов позволяет еще шире использовать
полиолефины, бывшие в употреблении.
30.
Модификация вторичных полиолефиновМетоды модификации вторичного полиолефинового сырья можно разделить
на химические (сшивание, введение различных добавок, главным образом
органического происхождения, обработка кремнийорганическими жидкостями
и др.) и физико-механические (наполнение минеральными и органическими
наполнителями).
Степень сшивания уменьшается с повышением температуры и увеличением
продолжительности вальцевания в результате протекания конкурирующего
процесса деструкции. Это позволяет регулировать степень сшивания, физикомеханические и технологические характеристики модифицированного
материала.
Перспективным способом повышения качества полимерных материалов из
вторичных
полиолефинов
является
термомеханическая
обработка
кремнийорганическими соединениями. Этот способ позволяет получать
изделия из вторичного сырья с повышенной прочностью, эластичностью и
стойкостью к старению.
Механизм модификации заключается в образовании химических связей между
силоксановыми группами кремнийорганической жидкости и непредельными
связями и кислородосодержащими группами вторичных полиолефинов.
31.
Наполненные полимерные материалы на основе вторичногополиэтиленового сырья
Большой научный и практический интерес представляет создание наполненных
полимерных материалов на основе вторичного полиэтиленового сырья.
Использование полимерных материалов из вторичного сырья, содержащих до
30% наполнителя, позволит высвободить до 40% первичного сырья и направить
его на производство изделий, которые нельзя получать из вторичного
(напорные трубы, упаковочные пленки, транспортная многооборотная тара и
др.).
Для получения наполненных полимерных материалов из вторичного сырья
можно использовать дисперсные и армирующие наполнители минерального и
органического происхождения, а также наполнители, которые можно получать
из полимерных отходов (измельченные отходы реактопластов и резиновая
крошка). Наполнению можно подвергать практически все отходы
термопластов, а также смешанные отходы, которые для этой цели использовать
предпочтительней и с экономической точки зрения.
32.
Среди полиолефинов наряду с полиэтиленом значительные объемыприходятся на производство изделий из полипропилена (ПП). Повышенные
прочностные свойства ПП в сравнении с полиэтиленом и стойкость его по
отношению к окружающей среде свидетельствует об актуальности его
рециклинга. У вторичного ПП содержится ряд примесей, таких как Ca, Fe,
Ti, Zn, которые способствуют зародышам кристаллообразования и созданию
кристаллической структуры, что приводит к повышению жесткости
полимера и большим значениям как исходного модуля упругости, так и
квазиравновесного. Для оценки механической работоспособности
полимеров используют метод релаксационных напряжений при различных
температурах. Вторичный ПП в одних и тех же условиях (в диапазоне
температур 293–393 К) выдерживает гораздо большие механические
напряжения без разрушения, чем первичный, что позволяет использовать его
для изготовления жестких конструкций.
33.
Переработка полистирола, бывшего в употребленииПолистирольные пластики, бывшие в употреблении, могут быть использованы в
следующих направлениях: утилизация технологических отходов ударопрочного
полистирола (УПС) и акрилонитрилбутадиен-стирольного (АБС) – пластика
методами литья под давлением, экструзии и прессования; утилизация
изношенных изделий, отходов пенополистирола (ППС), смешанных отходов,
утилизация сильно загрязненных промышленных отходов
Один из основных методов рециклинга отходов вспененного полистирола —
механический способ переработки. Для агломерации применяют специально
разработанные машины, а для экструдирования — двухшнековые экструдеры с
зонами дегазации.
В процессе механической регенерации отходов ПС происходят процессы
деструкции и структурирования, поэтому важно, чтобы материал подвергался
минимальному напряжению сдвига (функция геометрии шнека, числа оборотов
и вязкости расплава) и малому времени пребывания под термомеханической
нагрузкой. Снижение деструктивных процессов производится за счет
галогенирования материала, а также введения в полимер различных добавок.
Существует метод деполимеризации отходов полистирола.
34.
Переработка поливинилхлорида (ПВХ) бывшего в употреблении.Рециклинг вторичного ПВХ предусматривает переработку бывших в
употреблении пленок, фитингов, труб, профилей (в т.ч. оконных рам), емкостей,
бутылок, плит, рулонных материалов, кабельной изоляции и т.д.
В зависимости от состава композиции, которая может состоять из винипласта или
пластиката и назначения вторичного ПВХ, способы рециклинга могут быть
различными.
Пневматический способ применяют для отделения полимера от металла (провода,
кабели). Выделенный пластифицированный ПВХ может перерабатываться методом
экструзии или литья под давлением. Метод разделения по магнитным свойствам
может быть использован для удаления металлических и минеральных включений.
Для отделения алюминиевой фольги от термопласта используют нагрев в воде при
95–100 °C.
35.
В процессе эксплуатации различных зданий и сооружений образуются значительныеобъемы металлопластиковых оконных рам на основе ПВХ композиций, бывших в
употреблении.
Крупная смесь из ПВХ, металла, стекла, резины и древесины подается на
конвейер, а затем на магнитный сепаратор, где происходит отделение металла, а
после чего материал поступает на вращающий сепарационный металлический
барабан. Эта смесь классифицируется на частицы размером <4 мм, 4–15 мм, 15–
45 мм, >45 мм.
Фракции (>45 мм) больше обычного размера возвращаются на повторное
дробление. Фракцию размером 15–45 мм отправляют на разделитель металла, а
затем к отделителю резины, представляющему собой вращающийся барабана с
резиновой изоляцией.
После удаления металла и резины эту грубую фракцию отправляют назад на
измельчение для дальнейшего уменьшения размера.
Полученная смесь размером частиц 4–15 мм, состоящая из поливинилхлорида,
стекла, мелкого остатка и деревянных отходов из силоса подается через сепаратор
на барабанное сито. Здесь материал разделяется снова на две фракции размером
частицы: 4–8 и 8–15 мм.
Для каждого диапазона размера частицы используются по две отдельных линий
обработки, которые в общей сложности составляют четыре линии обработки.
Разделение дерева и стекла имеет место в каждой из этих линий обработки.
36.
Заключительный этап заключается в оптикоэлектронном процессе сортировкицвета, который отделяет белые частицы поливинилхлорида от цветных. Это
выполняется для фракций каждого размера. Так как количество цветного
поливинилхлорида
является
небольшим
по
сравнению
с
белым
поливинилхлоридом, производится сортировка по размеру белых фракций
поливинилхлорида, которые сохраняются в отдельных бункерах, пока цветные
потоки поливинилхлорида смешиваются и сохраняются в одном бункере.
К основным методам переработки отходов поливинилхлоридных пластиков
относятся литье под давлением, экструзия, каландрование, прессование.
37.
Полиолефиновая изоляцияОбладает весьма ценным комплексом свойств: исключительно высокие
диэлектрические характеристики в широком интервале температур,
химическая стойкость, значительная теплостойкость, прочность, небольшой
удельный вес и т. д.
Изоляция проводов и кабелей, выполненная из полиэтилена, присущи
некоторые недостатки, главными из которых являются ползучесть и резкое
ухудшение механических свойств при температурах, близких к температуре
плавления (125—130 0С), вплоть до потери формоустойчивости. Эти
свойства объясняются линейным строением макромолекул полиэтилена.
Следовательно, создание трехмерной структуры благодаря образованию
поперечных связей между макроцепями полимера (т. е. сшивка) позволяет
улучшить отдельные свойства материала.
В зависимости от способа сшивки известны три различных вида сшитого
полиэтилена: радиационно-, пероксидно-и силанольно-сшитые.
В настоящее время приоритет в мировой кабельной технике отдается так
называемому «силанольному процессу», т. е. сшивке, основанной на
химической реакции между привитыми к макромолекулам полиэтилена
силаносодержащими органофункциональными группами.
38.
Использование технологии силанольного сшивания приводит не только кповышению нагревостойкости, но и к улучшению физико-механических
свойств изоляции (стойкости к растрескиванию и водному триингу), а также
является более экологически чистым методом, требующим меньше
капиталовложений по сравнению с известными пероксидным и
радиационным методами. Силанольно-сшиваемые композиции полиэтилена
имеют долгосрочную перспективу в производстве проводов и кабелей
различного назначения — силовых кабелей низкого и среднего напряжений,
самонесущих изолированных проводов, в том числе не распространяющих
горение, судовых кабелей и др.
Современный рынок кабельных изделий (в том числе на напряжение выше 500
кВ) требует высокоэффективных полимерных материалов с рабочим
диапазоном тем¬ператур от -60 до +130 0С. Перспективными с этой точки
зрения, несомненно, являются полипропиленовые компаунды на базе
блоксополимера пропилена с этиленом (с содержанием звеньев последнего в
макромолекуле от 7% до 15% моль). Блоксополимерные кабельные композиции
(марки 02015-302КМ, 02015-301, 02МК и т. п.) превосходят полиэтиленовые по
верхнему пределу температуры эксплуатации и стойкостью к растрескиванию.
Они находят применение при изготовлении изоляции водо- и нефтепогружных,
геофизических, сейсмических телеметрических кабелей, а также монтажных и
установочных проводов различного профиля и назначения.
39.
Кабельные ПВХ-пластикатыПри больших напряжениях тока изоляция из ПВХ неэффективна из-за высоких
значений тангенса угла диэлектрических потерь и диэлектрической
проницаемости.
В последнее время наиболее динамично развивается производство пластикатов
пониженной горючести.
Новые марки соответствуют современным требованиям по нераспространению
горения и предназначены для кабелей с пониженным дымообразованием и
низкой эмиссией хлористого водорода. Кроме того, в целях повышения качества
кабельных изделий и доведения их до современных требований международных
стандартов в России ведутся работы по созданию и освоению пластикатов с
нетоксичными стабилизаторами (на основе соединений Ca-Zn).
40.
ТПЭ (термопластичные эластомеры или термоэластопласты)Первым примером использования ТПЭ считается замена материала оболочки
геофизических кабелей — резины на базе хлоропрена — на термопластичный
полиуретан. С 1980-х термопластичные эластомеры на основе полиуретанов,
полиолефинов и сополиэфиров получили серийное применение в некоторых
видах кабельной продукции. Относительно недорогие марки ТПЭ —
динамически-вулканизованные (Сантопрены) и на основе блоксополимеров
стирола (Тефаблоки) — в настоящее время достаточно широко используются в
производстве автопроводов и телекоммуникационных кабелей, строительных,
силовых и других марок — взамен термореактивных резин (хлоропреновых,
хлорсульфополиэтиленовых, этилен-пропилен-диеновых и др.) и ПВХпластикатов.
Сантопрены:
для контрольно-измерительной техники — аудио/видео, мультикоаксиальные,
ленточные, телекоммуникационные, волоконно-оптические, контрольные и
другие
в силовых — шахтные, сварочные, батарейные, нагревательные, для погружных
насосов, систем безопасности, и транспортных — автопровода зажигания, для
датчиков АБС-систем, локомотивных, вагонных и других кабелях.
41.
Только для олефиновых термоэластопластов существует простой иэффективный способ приготовления компаунда — путем интенсивного
механического смешения каучука с пластиками. В качестве термопластов
используются гомо- или сополимеры этилена и пропилена, а для создания
эластомерной фазы известно применение самых различных каучуков —
натурального,
изопренового,
бутадиенового,
бутадиен-стирольного,
бутадиен-нитрильного,
бутилкаучука,
этилен-пропиленовых,
эпихлоргидриновых, пропиленоксидных, силоксановых, фторкаучуков и др.
При этом за счет полной или частичной вулканизации каучуковой фазы с
помощью различных вулканизующих систем (серной, пероксидной,
смоляной) появляется возможность осуществлять модифицирование физикохимических и эксплуатационных характеристик материалов. Это достигается
благодаря образованию в процессе смешения в специальных смесителях или
экструдерах и одновременной вулканизации характерной гетерофазной
структуры, представляющей собой мелкодисперсную (субмикронную)
вулканизованную фазу эластомера в непрерывной среде термопласта
42.
В настоящее время при устройстве инженерных систем зданий и сооруженийшироко используют сшитые полиэтилены (PEX) в качестве трубопроводов
холодного/горячего водоснабжения и отопления.
Сшитые полиэтилены получают способами:
перекисным (РЕХ-а)
силанольным (РЕХ-b)
радиационным (РЕХ-с)
Наиболее распространена силанольная сшивка. При этом методе полиэтилен не
содержит в своем составе следов катализатора и может использоваться для
производства труб санитарного питьевого назначения.
Главным критерием способа получения PEX является обеспечение надежности и
долговечности работы трубопроводов горячего водоснабжения при правильно
обоснованных условиях эксплуатации. В зависимости от назначения различаются
требования
к
PEX-трубам
по
температурам
эксплуатации
(40–
95°С),применяемым давлениям, условиям монтажа и т.п.
43.
Метод сшивания ПЭ оказывает существенное влияние на степенькристалличности, природу межцепных связей, плотность упаковки в
аморфных зонах ПЭ и, соответственно, на весь комплекс физикомеханических и релаксационных свойств. Поперечные связи между
линейными молекулами перекисно- и радиационно-сшитого полиэтилена
состоят из групп =С–С=, а при силанольной сшивке из =Si–O–Si= связей.
При перекисном сшивании радикалы, образующиеся при распаде перекисей,
не входят в состав поперечных связей между макромолекулами, которые
определяются С–С-связями.
Процессам термической, механической и термоокислительной деструкции
подвержены как цепи, так и поперечные связи, при этом эти процессы
взаимосвязаны. Тип поперечных связей влияет на устойчивость полимерных
цепей, а структура макромолекул влияет на реакционную способность
поперечных связей. На физико-химические и технологические свойства
также влияет взаимодействие макроцепей за счет водородных и других
видов межмолекулярного взаимодействия. При одном типе поперечных
связей для одного полимера способ сшивки оказывает существенное
влияние на реакционную способность как узлов, так и мономерных звеньев.
44.
Cтруктурные особенности сшитого ПЭИзменение степени кристалличности и температур размягчения ПЭ определяют
методом дифференциально-сканирующей калориметрии — ДСК.
Для всех сшитых полимеров степень кристалличности примерно одинакова, мало
изменяется температура максимума плавления (она несколько ниже для
радиационно-сшитого ПЭ). Различие наблюдается в начале температур
плавления. Для РЕХ-b начало плавления смещается в область более высоких
температур, что характерно для разветвленных полимеров, которые образуются
на стадии прививки ненасыщенного силана к ПЭ. Заметные различия
наблюдаются в температурах начала термоокислительной деструкции.
Максимальная термостойкость характерна для силанольно-сшитого полиэтилена
(РЕХ-b). Температура начала окисления на 10 и 20°С выше по сравнению с
перекисно- и радиационно-сшитым ПЭ соответственно. Это связано с тем, что
связь кремний–углерод прочнее углерод–углеродной связи.
На процессы плавления и свойства полимера оказывает существенное
влияние степень сшивания, которую определяют методом экстракции, а также
плотность сетки, которую рассчитывают по данным набухания образцов. Степень
сшивки выше у перекисно-сшитого ПЭ (примерно на 20%) по сравнению с
силанольно и радиационно-сшитым полимером. Величина гель-фракции дает
лишь общее представление о характере сшивания. Большую информацию
обеспечивают данные по набуханию полимеров в растворителе.
45.
Структурными параметрами, определяющими свойства сшитыхполимеров, являются:
• плотность поперечных связей или длина молекулярных цепей между узлами
сетки;
• химический состав и распределение поперечных связей;
• исходная молекулярная масса полимера;
• структура полимерной цепи, входящая в сетку.
Более редкая структурная сетка, с большим расстоянием между узлами
зацепления, формируется при радиационном сшивании. Большая плотность
сетки наблюдается для РЕХ-b: примерно на 30% выше, чем у РЕХ-а и в три раза
выше по сравнению с РЕХ-с, несмотря на самые низкие значения гель-фракции.
Повышение плотности сетки, как известно, приводит к уменьшению
газопроницаемости, в результате снижения гибкости цепных молекул и обеднения
конфигурационного набора, влияющих на энтропию активации диффузионного
переноса, повышает химическую стойкость полимера и его прочность. Однако,
следует заметить, что не только плотность сетки оказывает существенное влияние
на комплекс релаксационных и прочностных характеристик, но и природа узлов,
межузловых фрагментов и их кинетическая гибкость.
46.
Изменения в свойствах полиэтилена в результате сшивания (повышениепрочности и деформируемости, снижение температуры хрупкости и
увеличение стойкости к растрескиванию) имеют общую причину, которая
заключается в увеличении содержания проходных цепей, способствующих
диссипации напряжений в аморфно-кристаллическом полимере за счет
повышения силы связи между кристаллическими образованиями.
Метод получения и структура сшитого полимера влияют на его
прочностные и деформационные характеристики в широком температурном
интервале. Значения прочности при разрыве образцов силанольно- и
перекисно-сшитого ПЭ (РЕХ-b и РЕХ-а) примерно одинаковы и также
практически идентично изменяется прочность образцов из этих полимеров с
ростом температуры испытания.
Прочность образцов, вырезанных из труб в продольном направлении, ниже
для радиационно-сшитого ПЭ. Повышенная прочность при разрыве образцов
PEX-a, по сравнению с PEX-b, связанная с ориентацией макромолекул в
процессе растяжения, приводит к замедлению релаксационных процессов и
накоплению остаточных деформаций, что, безусловно, сокращает срок службы
готовых изделий — трубопроводов систем холодного/горячего водоснабжения и
отопления. Более того, данное свойство приводит к снижению значения
допустимых стрессовых (пиковых) нагрузок. Величина относительного
удлинения наименьшая для РЕХ-b и мало изменяется с ростом температуры.
47.
По прочностным показателям и деформационной теплостойкости образцы изтруб РЕХ-b и РЕХ-а имеют близкие показатели. Самыми низкими
показателями характеризуются трубы из РЕХ-с.
Долговечность труб помимо прочностных и других свойств зависит от
уровня остаточных напряжений в готовых изделиях, которые в свою очередь
определяются
скоростью
протекания
релаксационных
процессов.
Релаксационные процессы изучали в режиме релаксации напряжений при
постоянной деформации 20 и 40% и температурах 70; 90 и 110°С. В
растянутом образце происходит релаксационный процесс перегруппировки
структурных элементов, скорость которых увеличивается с повышением
температуры. В пространственном полимере поперечные химические связи
между макромолекулами не позволяют им перемещаться, поэтому релаксация
в таких полимерах происходит только до определенного напряжения.
Для достижения одной и той же величины деформации при одинаковой
температуре для образцов сшитого различными методами ПЭ требуются
различные усилия, которые достигаются за различное время. Меньшие усилия
деформирования требуются для радиационносшитого ПЭ (РЕХ-с) при всех
температурах. Это свидетельствует о меньшей плотности сшивки и большей
подвижности макроцепей в межузловом пространстве. Деформируемость
РЕХ-b изменяется в зависимости от температуры испытания.
48.
Более медленные скорости релаксации наблюдаются для перекисно-сшитогоПЭ, что вероятно объясняется большей степенью сшивки данного полимера
при высокой плотности структурной сетки.
Физико-механические
свойства
сшитого
полиэтилена
определяются
структурой, концентрацией, распределением и энергией поперечных связей.
Кроме того, на физико-химические и технические свойства влияют не только
тип поперечных химических связей, но и взаимодействие макромолекул за счет
водородных связей, возникающих в полимере вследствие наличия полярных
групп и активных атомов, а также образованием ассоциатов в результате
взаимодействия самих поперечных связей. Это в первую очередь характерно
для силанольно-сшитого полимера, где имеется большое число силанольных
групп, способных образовывать дополнительные узлы зацепления в аморфных
областях, повышая плотность структурной сетки (которая на 30% больше, чем
при перекисном и в 2,5 раза выше, чем при радиационном сшивании) и
меньшая деформируемость при высоких температурах.
Силанольно-сшитый полиэтилен, в отличие от радиационного и
перекисного, сохраняет способность к образованию новых связей в результате
разрыва существующих в процессе эксплуатации. Радиационно-сшитый
полиэтилен имеет меньшие показатели плотности сшивки и соответственно
наиболее низкие прочностные характеристики, резко снижающиеся с ростом
температуры, увеличение в два раза деформируемости уже при 70°С
49.
Радиационно-сшитый полиэтилен имеет меньшие показатели степени иплотности сшивки и соответственно наиболее низкие прочностные
характеристики, резко снижающиеся с ростом температуры. Образцы
обладают в два раза большей ползучестью под нагрузкой при температурах
120–180°С по сравнению с ПЭ, сшитым другими методами. Поэтому данный
материал не рекомендуется для использования при температурах выше 70°С.
РЕХ-а имеет температуру стеклования на 10°С меньшую, чем РЕХ-b, т.е.
размягчение РЕХ-а под нагрузкой начинается при более низких
температурах.
Долговременные испытания образцов труб ПЭ, сшитых перекисным и
силанольным способами, путем их кипячения в воде, показали, что
деформируемость образцов РЕХ-а гораздо выше, чем РЕХ-b примерно в два
раза на протяжении всего срока испытания, что повышает их прочность при
разрыве (за счет ориентации макроцепей в процессе растяжения), но ведет к
накоплению остаточной деформации и разрыву связей, которые у PEX-a не
восстанавливаются. То есть данное качество PEX-a не соответствует
требованиям, предъявляемым к трубопроводам высоко-температурных сетей
отопления при высоких значениях давлениях теплоносителя, т.к. приводит к
значительному снижению срока службы трубопровода и ограничивает
значения температуры и давления.
50.
По предварительным расчетам, срок непрерывной эксплуатации труб из PEXb при температуре 95°С превышает 30 лет при давлении до 10 атм, тогда какдля труб из PEX-a этот срок составляет 8–10 лет. На основании
деформационных и теплофизических испытаний показано, что допустимая
температура длительной эксплуатации труб из PEX-b на 10–15°С выше, чем
PEX-a. Трубы из PEX-b могут длительно эксплуатироваться при температуре
90°С и кратковременно выдерживать температуры до 110°С при допустимых
рабочих давлениях.
51.
Особенности производства трубВ качестве формующих головок используют прямоточные кольцевые
(трубные) головки, реже – угловые и Z-образные.
Трубы калибруют по их наружному диаметру, поскольку это важно для
стыкования и соединения при дальнейшем использовании. Тонкостенные
шланги и капилляры калибруют также и по внутреннему размеру. Калибровка
по наружному диаметру осуществляется раздуванием трубы либо сжатым
воздухом, подаваемым внутрь через отверстия в дорне, либо созданием вакуума
между калибрующей втулкой и трубой. В первом случае внутри трубы
необходимо размещать пробку, прикрепленную к дорну тросом, во втором –
усложнить устройство калибратора для чередования по длине калибрующей
втулки участков охлаждения и вакуумирования.
При калибровании изделий следует избегать быстрого охлаждения , чтобы
свести к минимуму остаточные напряжения и неравномерность усадки, нередко
являющиеся причиной образования микротрещин.
Движение при калибровке сопровождается трением скольжения изделия по
поверхности калибрующей втулки. Если возникающая при этом сила трения
избыточна – это может привести к разрыву трубы или уменьшению толщины ее
стенки. Во избежание данной проблемы необходимо учитывать значение
коэффициента трения различных полимерных материалов в функции
температуры поверхности скольжения.
52.
Экструзия металлопластиковых трубМеталлопластиковая
труба
представляет
собой
пятислойную
конструкцию из трех основных и двух связующих слоев. Внутренний слой трубы
произведен из сшитого полиэтилена. На поверхность наносится слой
специального клея, соединяющий полиэтилен с алюминием. Алюминиевый слой
выполнен из специальной фольги толщиной 0,4 мм, со стыковым сварным швом
по всей длине.
При этом для достижения одинакового качества процент сшивания
пероксидом должен быть 70 %, силаном - 65 %, электронным способом - 60 %.
Радиационный способ. Сшивание полиэтилена представляет собой процесс
образования поперечных и продольных связей между длинными молекулами
полимера под воздействием интенсивной бомбардировки электронами. При
физической сшивке труба из полиэтилена облучается жесткими рентгеновскими
лучами.
Под воздействием ускоренных электронов и вторичного гамма-излучения
происходит разрыв химических связей, образование свободных радикалов,
которые рекомбинируют создавая поперечные связи между макромолекулами.
Производство труб по этому способу разделяется на две самостоятельные,
стадии: изготовление труб на обычных трубных линиях и последующая
обработка высокими энергиями, главным образом, на ускорителях электронов.
53.
Избежать перегрева возможно двумя путями: - осуществить многократныйпрогон трубы через ускоритель, что требует дополнительные затраты на
оборудование и снижает производительность процесса;
- использовать композиции полиэтилена, содержащие сенсибилизирующие
добавки, снижающие требуемую дозу облучение до 10 Мрад, что в свою
очередь существенно увеличивает стоимость исходного сырья.
54.
При химической сшивке атомы водорода в молекулах полиэтиленазамещаются под воздействием химических веществ. Одним из таких веществ
является силан. Поэтому такую химическую сшивку называют силановой.
Труба из полиэтилена на выходе из экструдера проходит через силановую
ванну, процесс сшивки идет от двух поверхностей — наружной и внутренней
вглубь стенки трубы. В этом случае у обеих поверхностей наблюдается
высокий процент сшивки, а в середине толщины трубы самый маленький.
Средний процент сшивки составляет приблизительно 75%. Такой материал
принято обозначать РEХ-B. Сшивание молекул полиэтилена происходит
путем прививки к полиэтилену групп силанольных соединений и
последующей обработки водой с образованием силаксановых связей.
Существуют два способа производства силанольно сшитых труб:
1) двух стадийный способ, при котором на первой стадии осуществляется
прививка к полиэтилену силанольных соединений (осуществляется на
предприятиях, производящих полиэтилен), а на второй стадии,
представляющую обычную экструзии, в этот полиэтилен вводится
катализатор сшивки;
2) при одностадийном способе (модификации которого незначительно
отличаются друг от друга) в экструдер подаются сразу полиэтилен, силан,
активатор прививки и катализатор сшивки.
55.
Второй способ химической сшивки - сшивка азотными радикалами. Полиэтилен,сшитый этим способом, обозначается РEХ-D. Этот способ сейчас практически
не применяется из-за низкой технологичности. Третий способ химической
сшивки - сшивка пероксидами. Особенности этого способа в том, что
полиэтилен и инициатор сшивки - пероксид - предварительно равномерно
перемешиваются. Сшивка производится под высоким давлением в
расплавленном состоянии. При таком способе достигается высокий процент
сшивки равный в среднем 85%. При этом свойства материала одинаковы в
каждой точке материала независимо от толщины. Данный полиэтилен принято
обозначать РEХ-A. Образование поперечных связей происходит за счет
возникновения активных радикалов под воздействием перекиси, вводимой в
полиэтилен на стадии приготовления композиции.
Применяются два способа производства труб:
1) со сшивкой полиэтилена в процессе экструзии при течении полимера в
формующем инструменте;2) со сшивкой полиэтилена после экструзии под воздействием инфракрасного
излучения с длинами волн, избирательно воздействующими на перекись и
вызывающими ее активацию без существенного нагрева и размягчения
полиэтилена.
56.
Cвойства металлопластиковых трубХимические свойства
Металлопластиковые трубы устойчивы к воздействию различных химических
растворов.
Сохранение формы
После изгибания металлопластиковые трубы сохраняют нужную форму, что
облегчает и ускоряет сборку фитингов и дальнейшую работу с трубой.
Устойчивость к износу
Внутренний слой металлопластиковых труб выполнен из высокопрочного
сшитого полиэтилена. Это обеспечивает практически полное отсутствие износа
даже при высокой скорости потока. Высокая прочность позволяет выполнять
трубопроводы водоснабжения с высоким внутренним давлением. Также
металлопластиковые трубы устойчивы к многократным, резким перепадам
давления и температур.
Коэффициент расширения
Благодаря алюминиевому слою коэффициент
металлопластиковых труб составляет 0,025 мм/(мЧК).
линейного
расширения
57.
ТермостойкостьПозволяет применять трубы для монтажа систем горячего водоснабжения.
Электробезопасность
Специальная конструкция фитингов позволяет прервать электрический
контакт и поставить заслон на пути преждевременного разрушения системы из-за
воздействия электрических полей.
Экологичность
Металлопластиковые трубы не имеют противопоказаний для использования
в любых типах трубопроводов для питьевой воды.Благодаря тому, что наружный
слой трубы тоже является сшитым полиэтиленом или полипропиленом, нет
необходимости защищать трубу с наружной стороны от коррозии, а также нет
необходимости ее окрашивать.
58.
Положительные стороны производства и применения РЕХ-а:- более надежное достижение равномерности сшивки;
- более высокая степень сшивки (более 80%), РЕХ-с обычно не намного
превышает 60%;
- значительно более высокая гибкость, по сравнению с другими видами РЕХ,
особенно для труб диаметрами 63-160 мм с большими толщинами стенок;
- относительно низкая стоимость исходного сырья (по сравнению с РЕХ-в);
- наиболее дешевое и простое технологическое оборудование;
- максимальный опыт использования труб (метод сшивки Энгеля был
исторически первым, осуществленным более 30 лет назад, а трубы имеют
практически подтвержденный срок службы более 25 лет);
- все европейские компании производящие предварительно изолированные
трубы для внешних систем ГВС и отопления (UPONOR-WIRSBO, REHAU,
BRUGG) используют исключительно РЕХ-а.
Недостатки РЕХ-а носят исключительно технологический характер:
- низкая производительность;
- необходимость освоение KNOW-HOW, в первую очередь, связанная со
сложным ручным процессом обработки формующего инструмента.
59.
Положительные стороны РЕХ-в:- высокая скорость изготовления труб на этапе экструзии;
- стандартные технологические трубные линии, используемые в производстве;
- возможность достижения повышенных физико-механических свойств трубы на
новых видах материалов (TUX-100).
Недостатки РЕХ-в:
- высокая стоимость сырья (вдвое больше РЕХ-а);
- необходимость дополнительного производственного этапа - сшивания труб под
воздействием повышенных температур и влаги;
- проблемы при сшивании труб большой толщины (время, равномерность);
- самая низкая гибкость трубы (высокая плотность) - обратная сторона высоких
физико-механических показателей;
- гигиенические свойства труб в результате использования силанольных добавок
- под вопросом.
60.
Положительные стороны РЕХ-с:- высокая производительность первого этапа производства (экструзия труб);
- стандартные технологические линии, используемые на первом этапе
производства;
- невысокая стоимость сырья при процессе без использования сенсибилизирующих
добавок.
Недостатки РЕХ-с:
- низкая степень сшивки;
необходимость
дополнительного
капиталоемкого
и
ответственного
производственного этапа - сшивания трубы облучением;
- проблемы при сшивании труб большой толщины (время, равномерность);
- капитальные вложения эффективны только при очень большой производственной
программе.
61.
Экструзия ПВХ трубК преимуществам ПВХ относятся широкие возможности модификации
полимера разнообразными добавками. В чистом виде ПВХ практически не
используется, т.к. это крайне нетермостабильный хрупкий материал, который под
действием высоких температур начинает интенсивно деполимеризоваться с
выделениме хлористого водорода, хлористого винила, окиси углерода и других
соединений. Когда говорят о ПВХ, имеют в виду композицию, состоящую из
полимера и разнообразных добавок, которые делают полимер способным к
удовлетворительной переработке.
В композицию жесткого ПВХ вводят стабилизаторы для повышения
способности материала к переработке при повышенных температурах и
эксплуатации при воздействии внешних атмосферных факторов, смазки и
модификаторы текучести для снижения прилипаемости (адгезии) расплава к
рабочим органам перерабатывающих машин и технологической оснастки,
модификаторы ударопрочности для увеличения стойкости к различным нагрузкам
при эксплуатации, другие добавки, повышающие стойкость к воздействию
внешних факторов. В мягкие композиции помимо указанных добавок вводят
пластификаторы, благодаря которым изделия приобретают эластичность, гибкость,
способность к работе при отрицательных температурах.
62.
С увеличением содержания пластификатора в композиции изделие становитсяболее гибким. Для сантехнических трубопроводов (внешней и внутренней
канализации) наиболее распространен непластифицированный ПВХ или ПВХ
с незначительным добавлением пластификаторов. Пластифицированный ПВХ
в трубах для канализации применяется крайне редко. Прочность ПВХ при
растяжении полностью удовлетворяет требованиям, предъявляемым к нему в
качестве материала для трубопроводов.
Недостатком ПВХ является малая ударная вязкость. Эти свойства, как у
всех термопластов, зависят главным образом от температуры. При
температурах около 0 0С материал становится хрупким. Поэтому в этих
условиях необходимо избегать каких бы то ни было ударных воздействий, а
при более низких температурах вообще не следует применять ПВХ. ПВХ
имеет низкий модуль упругости.
Поливинилхлорид относится к материалам изолирующим и не
разрушается блуждающими токами. ПВХ обладает высокой стойкостью к
химическому действию самых различных реагентов, которые считаются
агрессивными. Он практически стоек ко всем интенсивно корродирующим
металлический трубопровод веществам. Это относится и к сточным водам во
внутренней канализации. Показателем высокой химической стойкости
является полная сохранность внутренней поверхности канализационных труб
под действием сточных вод с сохранением сечения в свету без коррозии и
наростов или осадков твердых веществ
63.
СтабилизаторыПод действием тепла и света ПВХ подвержен термо- и фотодеструкции,
сущность которых состоит в том, что при температуре переработки, близкой к
переработке разложения ПВХ, от молекул полимера отщепляется хлористый водород
и образуются свободные радикалы, после чего под действием кислорода воздуха
начинаются окислительные процессы. При деструкции изменяется окраска полимера
и ухудшаются его механические свойства. Для предотвращения деструкции
связыванием свободных радикалов в полимер вводятся стабилизаторы.
Для
повышения
термостабильности
полимеров
используют
термостабилизаторы. При выборе стабилизаторов необходимо учитывать
технологию переработки материала и эксплуатационные характеристики готового
продукта, а именно: совместимость стабилизатора или продуктов его реакции со
всеми компонентами, входящими в состав смеси; стойкость к воздействию
высоких температур и летучесть; склонность к образованию отложений на
поверхности рабочих органов оснастки и машины; влияние на электрические
свойства; поведение при длительном воздействии воды; отсутствие запаха, вкуса,
стойкость окраски. Оптимальные результаты по стабилизации могут быть
достигнуты только при использовании систем стабилизаторов. Применяемые для
ПВХ стабилизаторы можно разделить на несколько классов: свинецсодержащие,
оловоорганические,
кальций-цинковые,
барий-кадмиевые,
органические
стабилизаторы, светостабилизаторы. Каждый из этих классов образует широкие
подгруппы, включающие производные основного металла.
64.
СмазкиСмазки облегчают переработку жестких композиций ПВХ. В качестве смазок
применяются вещества, способные благодаря своему химическому строению
улучшать реологические свойства ПВХ. При этом, большое значение имеет
правильный выбор типа смазки и их весовое содержание в смеси.
Состав рецептуры композиции и условия переработки определяет выбор смазок по
агрегатному состоянию, совместимости с полимером, стабилизаторами,
пластификаторами и эффективности их воздействия на переработку смеси.
К смазкам относятся натуральные и синтетические парафины, полиэтиленовые
воски, жирные спирты и кислоты (стеариновая и пальметиновая кислоты,
пальметиновый спирт), производные жирных кислот (стеарат кальция, эфиры
стеариновой кислоты, эфиры горного воска, бутилстеарат, моно- тристеарат
глицерина), смеси углеводородов, эфиров и т.д.
По способу действия смазочные добавки разделяются на внутренние и внешние.
Внешние
смазки
препятствуют
прилипанию
расплава
к
деталям
перерабатывающего оборудования. Внутренние смазки благодаря их хорошей
совместимости с ПВХ снижают вязкость расплава смеси. Существуют также
переходные типы смазок. Максимальная эффективность смазок достигается путем
выбора удачных комбинаций внутренних и внешних смазок.