






















 industry
industrySimilar presentations:










Структура сварного шва
1.
2. Структура сварного шва
Подготовил преподаватель спецдисциплин :
Бартенева Надежда Михайловна
3.
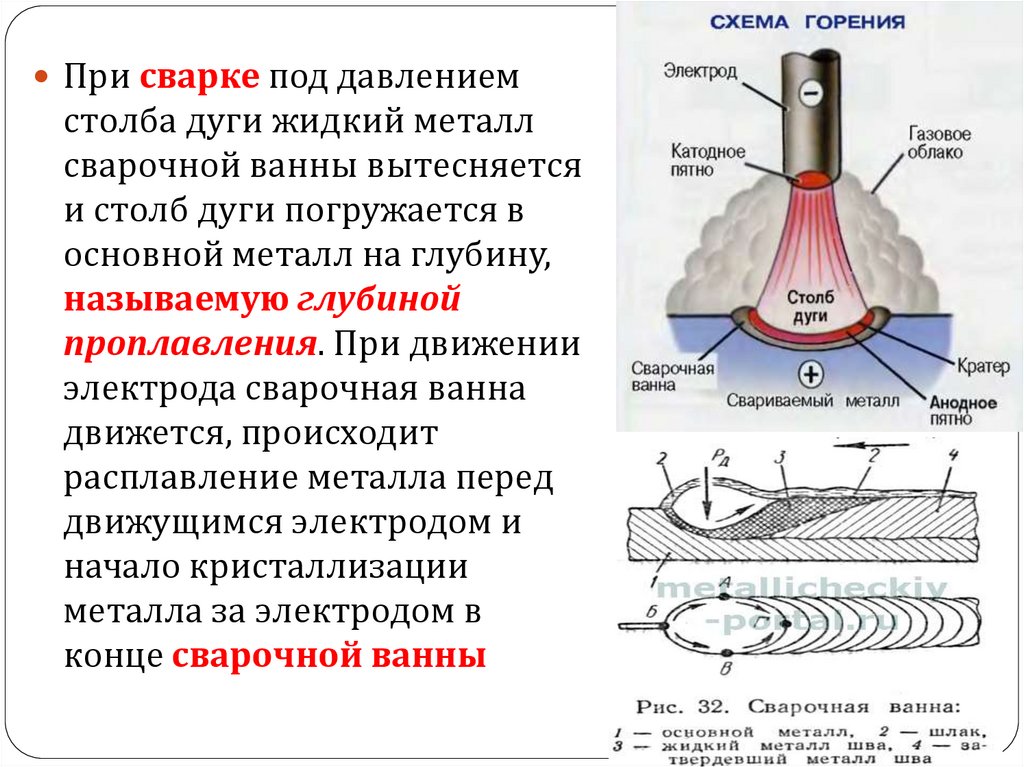
При сварке под давлениемстолба дуги жидкий металл
сварочной ванны вытесняется
и столб дуги погружается в
основной металл на глубину,
называемую глубиной
проплавления. При движении
электрода сварочная ванна
движется, происходит
расплавление металла перед
движущимся электродом и
начало кристаллизации
металла за электродом в
конце сварочной ванны
4. Сварочная ванна
Объем расплавленного металла,образующийся при сварке плавлением
под воздействием источника тепла,
называют сварочной ванной.
Схема образования шва при дуговой сварке:
1 - линия (зона) сплавления;
2 - частично оплавленные зерна основного
металла;
3 - столбчатые кристаллиты;
4 - кристаллизационные слои;
5 - автономные неориентированные
кристаллиты;
S - толщина свариваемой кромки;
h - глубина проплавления;
е - ширина шва;
q - высота усиления шва
5.
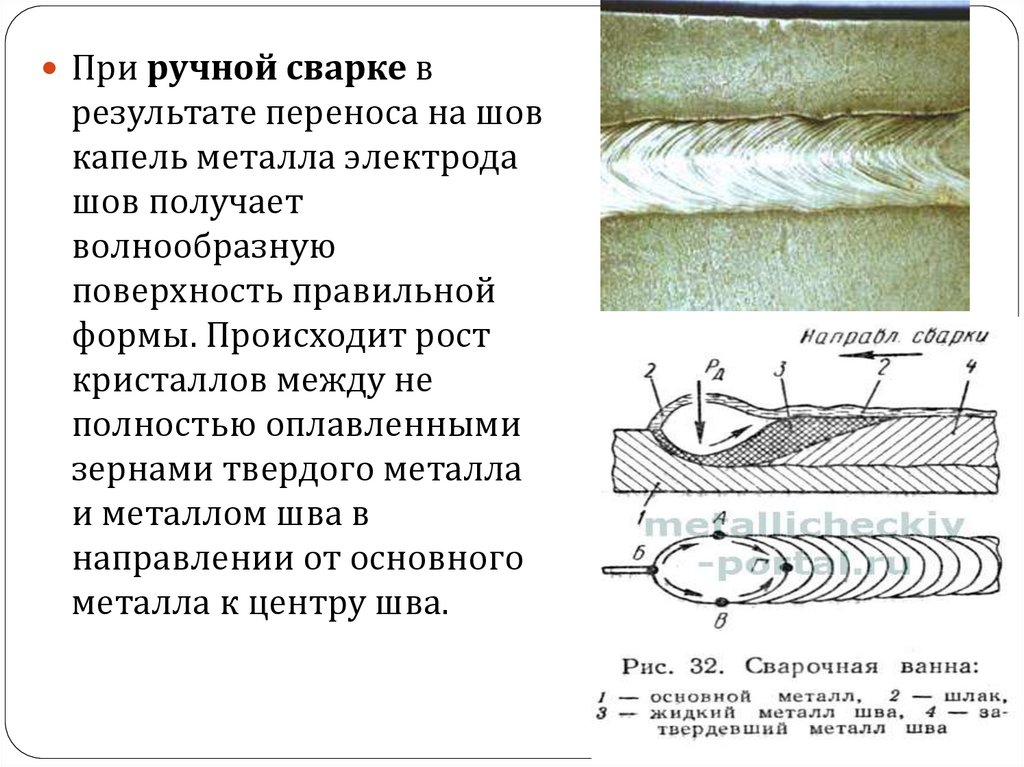
При ручной сварке врезультате переноса на шов
капель металла электрода
шов получает
волнообразную
поверхность правильной
формы. Происходит рост
кристаллов между не
полностью оплавленными
зернами твердого металла
и металлом шва в
направлении от основного
металла к центру шва.
6. Строение сварного шва
1.Основной металл.2.Наплавленный металл
3. Зона сплавления
4. Зона термического влияния
7.
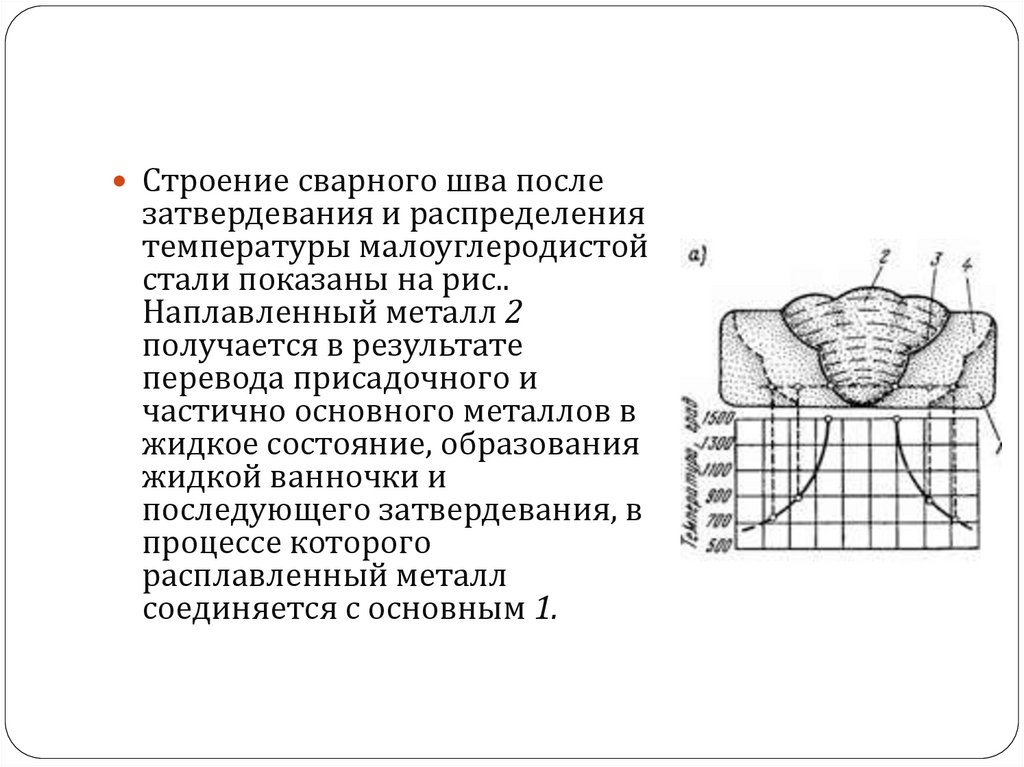
Строение сварного шва послезатвердевания и распределения
температуры малоуглеродистой
стали показаны на рис..
Наплавленный металл 2
получается в результате
перевода присадочного и
частично основного металлов в
жидкое состояние, образования
жидкой ванночки и
последующего затвердевания, в
процессе которого
расплавленный металл
соединяется с основным 1.
8.
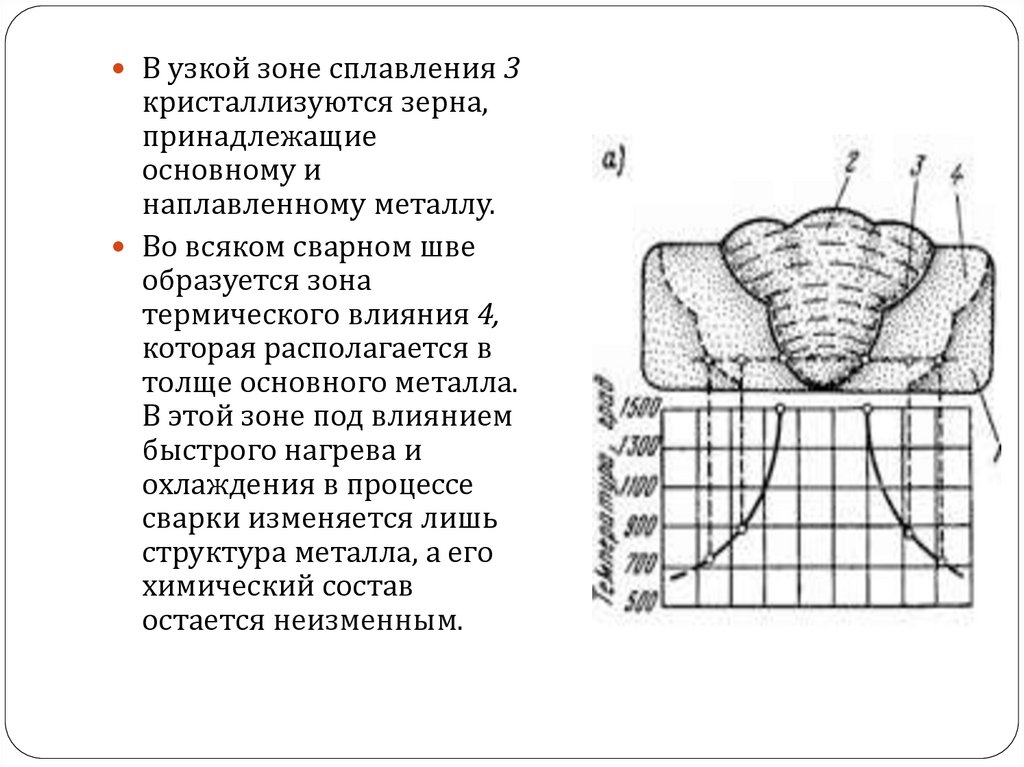
В узкой зоне сплавления 3кристаллизуются зерна,
принадлежащие
основному и
наплавленному металлу.
Во всяком сварном шве
образуется зона
термического влияния 4,
которая располагается в
толще основного металла.
В этой зоне под влиянием
быстрого нагрева и
охлаждения в процессе
сварки изменяется лишь
структура металла, а его
химический состав
остается неизменным.
9.
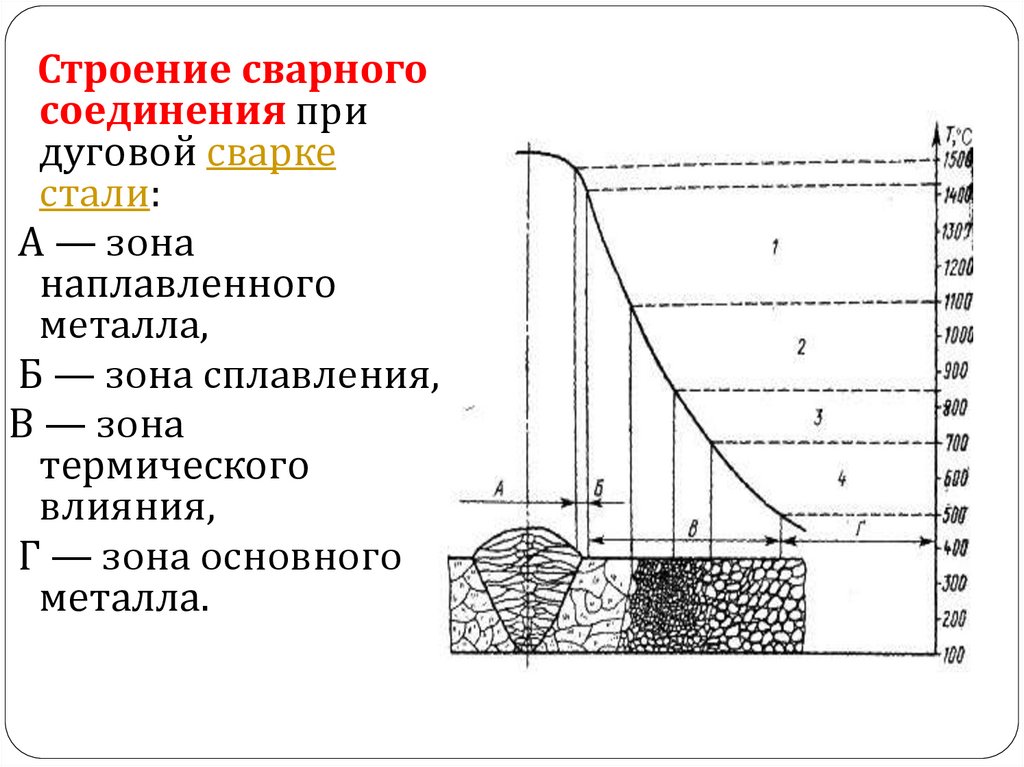
Строение сварногосоединения при
дуговой сварке
стали:
А — зона
наплавленного
металла,
Б — зона сплавления,
В — зона
термического
влияния,
Г — зона основного
металла.
10. Зона наплавленного металла - А
представляет собой перемешанный в жидкомсостоянии с основным металлом материал
электрода или присадочной проволоки.
11. Зона основного металла - Г
условно начинается от границы с температурой 450 °С.Структура при температурах ниже 450 °С не отличается
от структуры исходного металла, однако сталь,
нагретая до температур 200...400 °С, обладает худшими
механическими свойствами, что объясняется
выпадением по границам зерен, ослабляющим связь
между зернами. Это явление, вызывающее понижение
пластичности и ударной вязкости при одновременном
повышении прочности металла, называется
синеломкостью (характерны синие цвета
побежалости).
12. Зона сплавления -Б
— это слой основного металла толщиной0,1...0,4 мм с частично оплавленными зернами.
Перегрев металла в этой зоне приводит к
образованию, игольчатой структуры,
отличающейся хрупкостью и пониженной
прочностью, и оказывает значительное
влияние на свойства соединения в целом.
13. Зона термического влияния- В
14. Зону термического влияния, в свою очередь, подразделяют на следующие участки:
I - неполного расплавления;II - перегрева;
III - нормализации;
IV - неполной
перекристаллизации;
V - рекристаллизации;
VI - синеломкости
15. I - неполного расплавления
I - неполного расплавленияУчасток является
переходным от зоны
наплавленного
металла шва к
основному металлу.
Этот участок
представляет собой
область основного
металла, нагретого
несколько выше
температуры
плавления и находится
в твердо -жидком
состоянии .
16. II - Участок перегрева
— область нагретого от1100 до 1500 °С металла
шириной 3...4 мм с
крупнозернистой
структурой и
пониженными
механическими
свойствами. В сталях с
большим содержанием
углерода на участке
возможно образование
закалочных структур
17. III- Участок нормализации
— область основногометалла шириной 1...4
мм, нагретого в
пределах от 900 до
1100 °С, с высокими
механическими
свойствами. Это
обусловлено
перекристаллизацией
со значительным
измельчением зерен
при нагреве и
охлаждении на этом
участке.
18. IV - Участок неполной перекристаллизации
— область основногометалла с нагревом в
пределах от 725 до 900
°С смешанного
строения. Состоит из
мелких
перекристаллизованны
х зерен и крупных зерен
без
перекристаллизации
из-за недостаточного
нагрева. Участок имеет
пониженные
механические свойства
19. V - участок рекристаллизации
область металлашириной 0,5...5 мм,
нагретого в пределах
от 450 до 725 °С.
На участке
восстанавливаются
форма и размеры
разрушенных зерен
металла, ранее
подверженного
прокатке или ковке и
штамповке
20. VI – участок синеломкости
В зоне VI сталь непретерпевает видимых
структурных
изменений. Однако на
этом участке
наблюдается резкое
падение ударной
вязкости
(синеломкость).
21. Вопросы?????
1. Какие зоны различают всварном соединении?
2. Какие участки имеет зона
термического влияния
22. Строение сварочного шва, что изображено?
23. Строение сварочного шва, что изображено
1.Основной металл.2.Наплавленный металл
3. Зона сплавления
4. Зона термического влияния
24. Какие зоны различают в сварном соединении?
25. Какие зоны различают в сварном соединении?
А — зонанаплавленного
металла,
Б — зона
сплавления,
В — зона
термического
влияния,
Г — зона
основного
металла.
26. Какие участки имеет зона термического влияния
27. Какие участки имеет зона термического влияния
I-неполного расплавления;
II - перегрева;
III - нормализации;
IV - неполной
перекристаллизации;
V - рекристаллизации;
VI - синеломкости