












 industry
industrySimilar presentations:










Технология и техника дуговой наплавки
1.
Лучше в мире, спору нет,Сварщика профессия!
Дарит всем дуги он свет,
Металл соединяет весело!!
урок
по
МДК.01.01 Основы технологии сварки и сварочное
оборудование.
на тему
«Технология и техника дуговой наплавки.».
Преподаватель
Прищеп
Галина Сергеевна
2.
Металл варить-нелёгкая работа:На высоте,на море,
под землей….
Под силу тем,чья
гордая порода
С умом холодным ,
крепкою броней.
3.
Аргона плазма режет, плавит… Жарко!Рождая искры в огненном жерле,
Накалом сталь
соединяет сваркаДуги струя в
вольфрамовой игле.
4.
Хватило б сил и пламенного сердцаЕё напор умело обуздать.
Огонь в руках:держать и
не обжечься!Тут ловкость мастера,
привычкой должна стать!
5.
Сберечь глаза от ультрафиолетаТех самых «зайчиков» и , не спеша:Ровнее шов, немножечко секрета…
Под маской сварщик- тонкая душа.
6.
В чём измеряетсянапряжение?
Чему ровна сила тока?
В чём измеряется сила тока?
7.
Виды и назначение наплавкиНаплавкой называют нанесение посредством
сварки плавлением слоя металла на поверхность
изделия. Ее используют для восстановления
исходных размеров деталей и для придания
поверхностным слоям детали особых свойств,
требуемых для ее успешной эксплуатации.
8.
При наплавке посредством сваркиплавлением образуется ванна
жидкого металла, в состав
которого входят части
расплавленного металла изделия и
наплавляемый электродный металл.
Таким образом, металл электрода
оказывается разбавленным
металлом изделия.
9.
При ручной дуговой наплавке применяютследующие способы наплавки: специальными
электродами; порошкообразных металлических
смесей угольной или графитизированной дугой; в
среде аргона специальной наплавочной
проволокой
ВИДЫ НАПОЛНИТЕЛЕЙ
ПОРОШКОВОЙ ПРОВОЛОКИ
ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ
10.
Ручная дуговая наплавкаРучная дуговая наплавка может выполняться следующими
способами:
- металлическим электродом, обеспечивающим заданные свойства
наплавленного слоя;
- порошковыми сплавами угольной дугой.
Первый способ значительно производительней, технологичней и
поэтому применяется в производстве значительно шире, чем
второй.
В процессе наплавки (под действием неравномерного нагрева
детали и усадки наплавляемого металла) в детали возникают
значительные внутренние напряжения, которые в ряде случаев
вызывают коробление детали или возникновение трещин в
наплавляемом слое и основном металле. Рациональный
технологический процесс может значительно снизить эти
коробления.
11.
К мероприятиям, снижающимкоробление, относятся:
- предварительный нагрев изделия до температуры 200-400°;
- предварительный изгиб детали в направлении,
обратном ожидаемому;
- ведение наплавки детали, погруженной в воду, без
замачивания наплавляемой поверхности (особенно
рекомендуется для изделий из стали Г13
- уравновешивание короблений симметричным
расположением валиков;
- ведение наплавки детали, жестко закрепленной в
кондукторе или в специальном приспособлении. В этом
случае деталь может быть извлечена из приспособления
только после полного охлаждения;
- правильное распределение наплавляемого металла по участкам,
например наплавка тел вращения по спирали, разбивка больших
поверхностей на отдельные участки, наложение валиков с
обратной стороны наплавляемой детали.
12.
- высокотемпературный отпуск после наплавки снагревом до 650° для снятия внутренних напряжений.
Такая термообработка рекомендуется для деталей
ответственного назначения, работающих при
знакопеременных нагрузках.
Наплавка зернистыми сплавами. Зернистые сплавы -сталинит, вокар и др. -- насыпают на наплавляемую
поверхность слоем 3--6 мм. Сплав расплавляют сварочной
дугой, горящей между неплавящимся угольным или
графитовым электродом и слоем сплава на детали. Этот
способ рекомендуется для наплавки небольших
поверхностей с высокой твердостью. Например, сплавом
вокар наплавляют буровой инструмент для глубокого
бурения нефтяных скважин. Наплавку ведут постоянным
током прямой полярности. Диаметр графитового или
угольного электрода 8--16 мм, сварочный ток 200--400 а.
13.
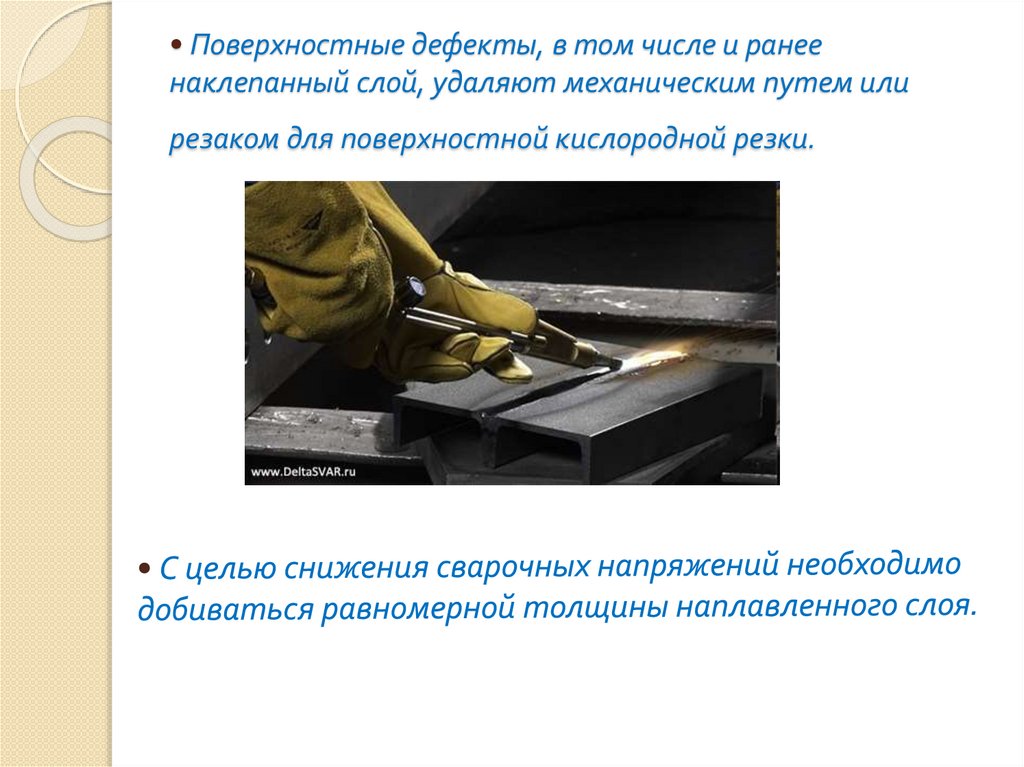
• Поверхностные дефекты, в том числе и ранеенаклепанный слой, удаляют механическим путем или
резаком для поверхностной кислородной резки.
14.
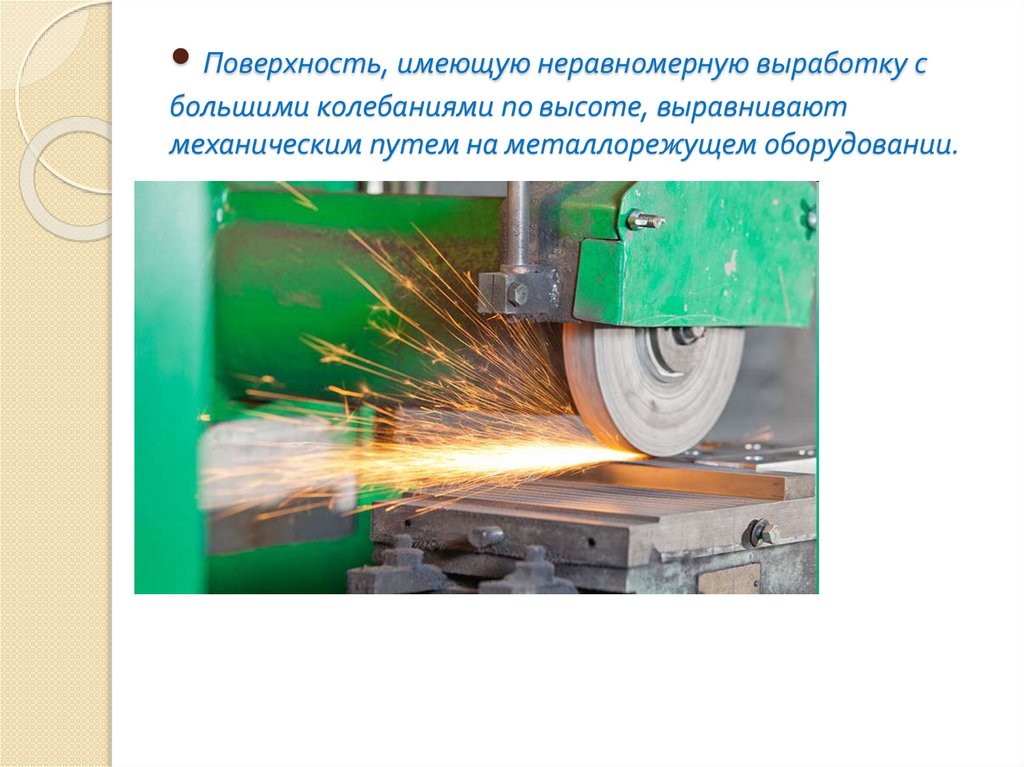
• Поверхность, имеющую неравномерную выработку сбольшими колебаниями по высоте, выравнивают
механическим путем на металлорежущем оборудовании.
15.
Правильная (П) и неправильная (Н) подготовкаповерхностей под наплавку;
1...6 — последовательность наложения валиков
16.
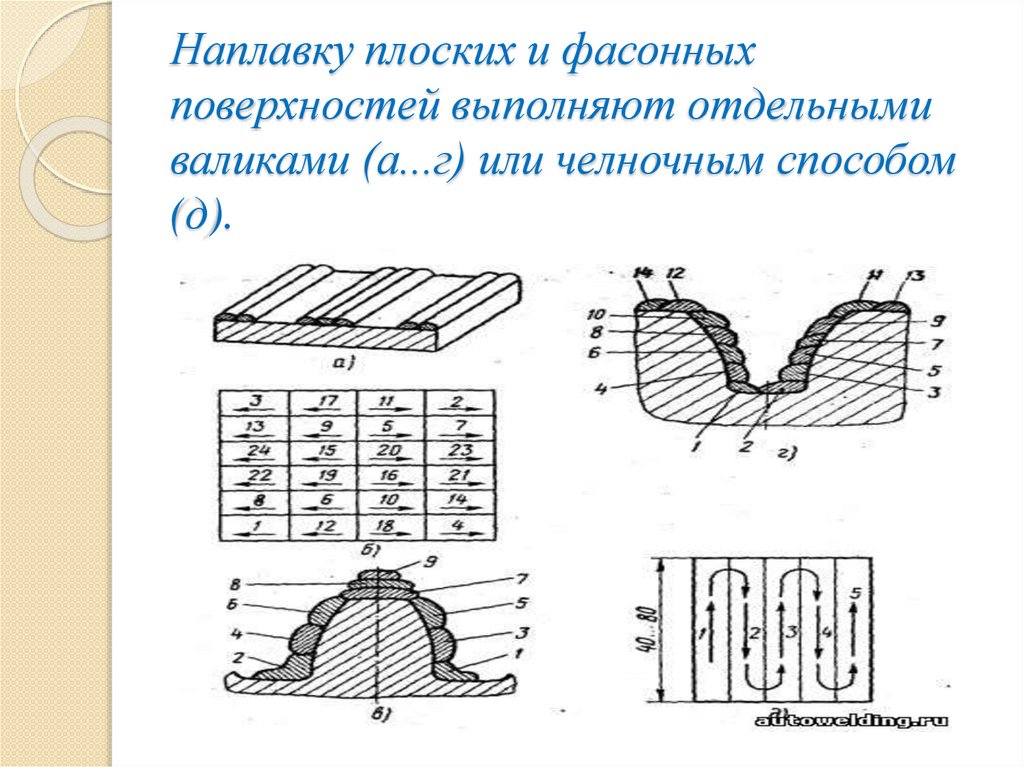
Наплавку плоских и фасонныхповерхностей выполняют отдельными
валиками (а...г) или челночным способом
(д).
17.
Положение электрода привыполнении наплавки
18.
19.
20.
Перекрытие валиков при нанесениислоя
21.
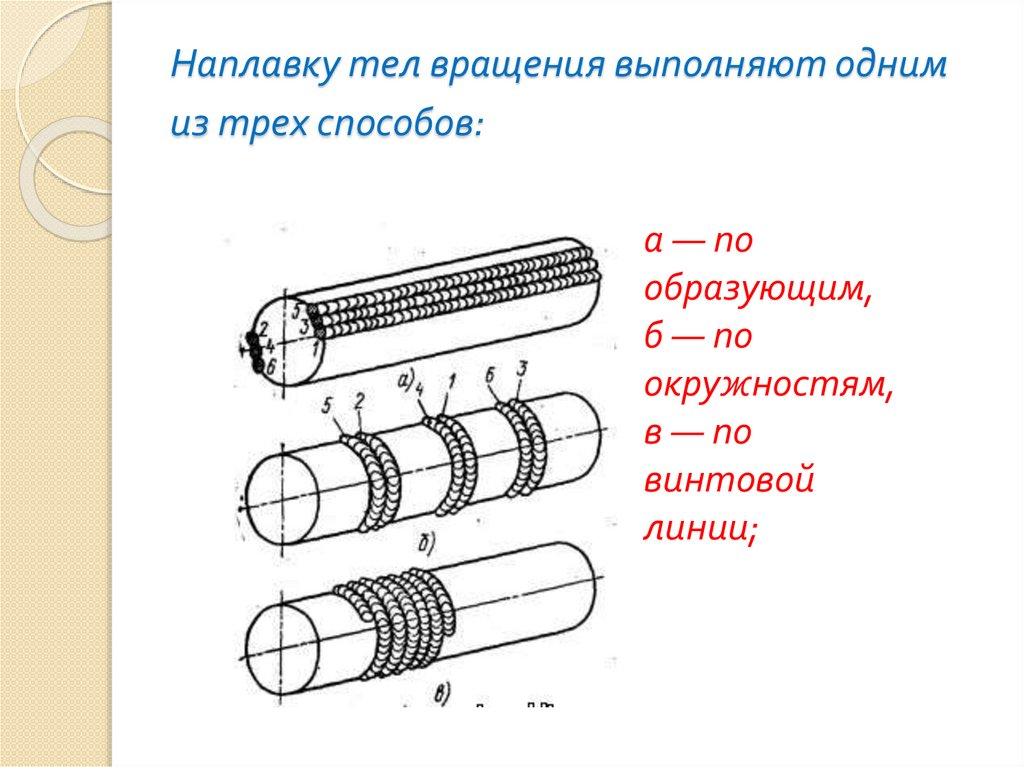
Наплавку тел вращения выполняют однимиз трех способов:
а — по
образующим,
б — по
окружностям,
в — по
винтовой
линии;
22.
Меры применяемые для предотвращения возникновениявнутренних напряжений и деформаций при выполнении
наплавки:
предварительный подогрев до 200...400 °С;
ведение наплавки с погружением изделия в
воду без смачивания наплавляемой
поверхности;
3. ведение процесса при жестком закреплении
изделия в приспособлении;
4. предварительный изгиб изделия в
направлении, обратном ожидаемому изгибу;
5. высокотемпературный отпуск после
наплавки с нагревом до 650...680 °С.
1.
2.
23.
24.
25.
Если детали подлежат механической обработке,при наплавке надо стремиться к получению ровной
поверхности и к минимальному припуску на
обработку
26.
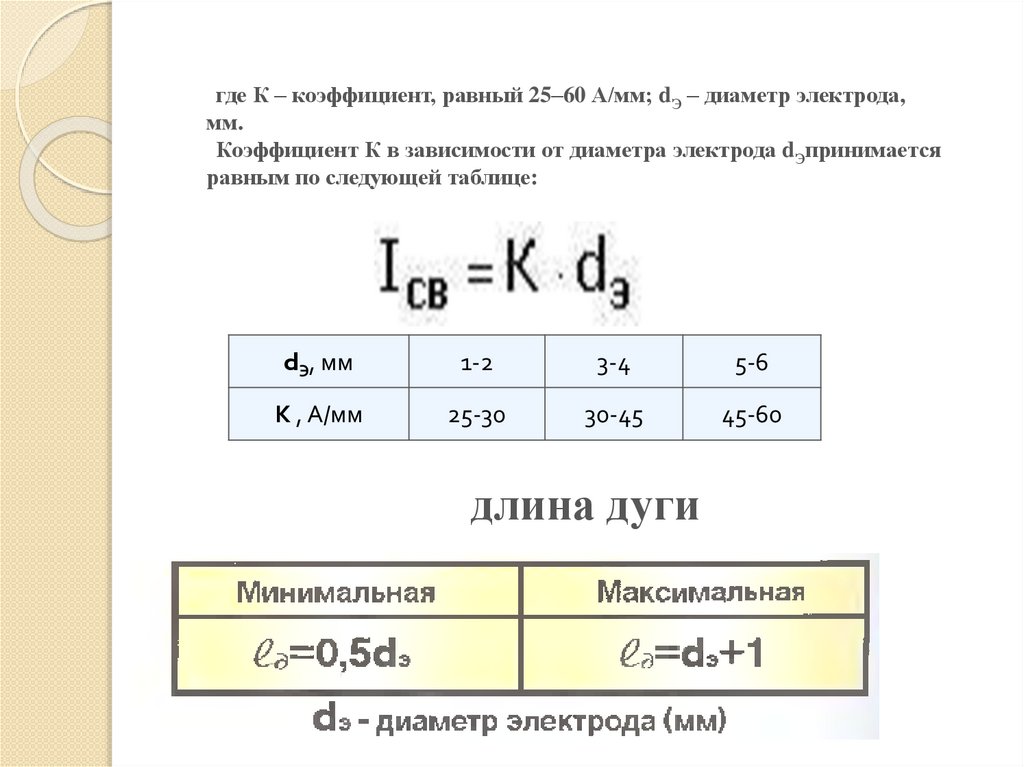
где К – коэффициент, равный 25–60 А/мм; dЭ – диаметр электрода,мм.
Коэффициент К в зависимости от диаметра электрода dЭпринимается
равным по следующей таблице:
dЭ, мм
1-2
3-4
5-6
К , А/мм
25-30
30-45
45-60
длина дуги
27.
Обучающая:Способствовать
1)закреплению знаний основных понятий при наплавки
валиков:
перекрытие валиков при нанесении слоя, расчет силы тока
положение электрода при выполнении наплавки.
2)формированию знаний и умений производить расчеты силы
тока ,длины дуги.
3) Способствовать закреплению навыков работы со справочной
и учебной литературой
28.
Воспитательная:Способствовать
формированию
познавательной
потребности студентов в
стремлении глубокого
усвоения
изучаемого
материала
и
использовании
рациональных решений.
Способствовать привитию интереса к предмету и
специальности,
привитию аккуратности и четкости при
выполнении расчетов , внимательности при выполнении расчетов,
Способствовать формированию
активности и высокой
работоспособности студентов на занятии.
Развивающая:
Способствовать развитию мыслительной способности,
умению анализировать, сравнивать, сопоставлять, делать
выводы, развитию логического и инженерного мышления.
29.
Формирование общепрофессиональных компетенций:ПК 1.1. Читать чертежи средней сложности и сложных сварных
металлоконструкций.
ПК 1.2. Использовать конструкторскую, нормативно-техническую и
производственно-технологическую документацию по сварке.
ПК 1.3. Проверять оснащенность, работоспособность, исправность и
осуществлять настройку оборудования поста для различных способов сварки.
ПК 1.4. Подготавливать и проверять сварочные материалы для различных
способов сварки.
ПК 1.5. Выполнять сборку и подготовку элементов конструкции под сварку.
ПК 1.6. Проводить контроль подготовки и сборки элементов конструкции под
сварку.
ПК 1.7. Выполнять предварительный, сопутствующий (межслойный) подогрева
металла.
ПК 1.8. Зачищать и удалять поверхностные дефекты сварных швов после
сварки.
ПК 1.9. Проводить контроль сварных соединений на соответствие
геометрическим размерам, требуемым конструкторской и производственнотехнологической документации по сварке.
30.
Организация работы студентовпри контроле знаний и умений
Контрольные вопросы
1. Какова технологическая последовательность
выполнения валиков?
2. Каким диаметром электродов выполняют наплавку?
3. Как обрабатывается деталь после наплавки?
4. Какие меры применяют для предотвращения
образования внутренних напряжений и деформаций?
31.
Подведение итогов опроса32.
ЗАДАНИЕ НА ДОМ:ПРОИЗВЕСТИ РАСЧЕТЫ СИЛЫ ТОКА И ДЛИНУ ДУГИ ПРИ
ВЫПОЛНЕНИИ СВАРКИ