








 industry
industrySimilar presentations:




")





Проектирование технологического процесса производства стальных бесшовных горячедеформированных труб общего назначения
1.
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПРОИЗВОДСТВАСТАЛЬНЫХ БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ ОБЩЕГО
НАЗНАЧЕНИЯ ПО ГОСТ 8731-74 И ГОСТ 8732-78 РАЗМЕРАМИ 63,5 × 6,0 ММ
ИЗ МАРКИ СТАЛИ СТ.20
ВЫПОЛНИЛ КАЛИСТРАТОВ М.А. СТУДЕНТ ГР. ВОМД-401
РУКОВОДИТЕЛЬ СЫЧЁВА Т.В. ПРЕПОДАВАТЕЛЬ КУПК
2.
Я, Калистратов Матвей Андреевичпроходил практику в цехе Т3 АО «СинТЗ».
На основании практических данных, полученных при прохождении практики и
теоретических изысканий в курсовом
проекте разрабатывается технологический
процесс производства горячекатаной трубы
общего назначения размером 63,5× 6,0 мм из
марки стали Ст.20 в трубопрокатном цехе
Т-3 АО «СинТЗ».
В данном цехе для производства труб
используется
трубопрокатный
агрегат
(ТПА-80).
Целью данного курсового проекта
является улучшение (повышение качества
изготовляемых труб, производительности
агрегата и выхода годного от заготовки)
существующей технологии производства
труб.
3.
ОБЬЕКТ ИССЛЕДОВАНИЯДЕЙСТВУЮЩАЯ ТЕХНОЛОГИЯ
ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ
ОБЩЕГО НАЗНАЧЕНИЯ В ЦЕХЕ Т-3
АО «СинТЗ»
ПРЕДМЕТ ИССЛЕДОВАНИЯ
ГИДРОДИНАМИЧЕСКОЕ УДАЛЕНИЕ
ОКАЛИНЫ НАГРЕВА ЗАГОТОВКИ В
МЕТОДИЧЕСКОЙ ПЕЧИ
4.
Общая структура курсового проектасостоит из:
введения, описательной, расчётной,
заключения ,список используемых источников
и приложений, которые содержат 2 нормативнотехнологические карты, 1 чертеж,
В работе над проектом я использовал:
нормативно-технологическую документацию
цеха Т-3 АО «СинТЗ», техническую литературу,
практические данные по цеху, информацию из
интернета.
5.
О ПРЕДПРИЯТИИСинарский трубный завод основан в 1934 году.
СинТЗ выпускает широкий спектр труб
нефтяного сортамента - бурильные, обсадные,
насосно-компрессорные, нефтегазопроводные, а
также
коррозионно-стойкие,
бесшовные
горячекатаные и холоднодеформированные трубы.
Трубы производятся в соответствии со
стандартами API, EN/DIN, ASTM. Система
менеджмента качества сертифицирована по
международным стандартам EN ISO 9001 / API
Q1.
Продукция
предприятия
поставляется
как
российским, так и зарубежным потребителям.
Трубопрокатный цех №3
Цех выпускает: горячекатаные трубы из углеродистых и легированных марок сталей.
Основные участки:
•участок горячего проката труб;
•участок отделки и сдачи горячекатаных труб.
Состав основного оборудования трубопрокатного агрегата ТПА-80: печь с шагающим подом,
ножницы горячей резки, обжимной стан; прошивной стан, непрерывный стан, редукционный
стан, пилы пакетной резки – 2 шт.
Линия неразрушающего контроля труб Defectomat DS 2.815
6.
ОПИСАТЕЛЬНАЯ ЧАСТЬ1.Поступающая в цех заготовка в виде штанг,
размерами 156 × 8640 мм складируется на внутреннем складе.
2.Заготовки со склада электромостовым краном
подаются на загрузочную решетку перед печью и
загружаются в нагревательную печь с шагающим
подом в соответствии с графиком и темпом
проката.
3.После нагрева штанги до температуры 1230 12800 С и выдаче её из печи, она проходит через
термостат, до передвижного упора и разрезается
на 4 заготовки длиной 2160 мм
Рисунок №1Технологическая схема производства.
4.После этого заготовка проходит через обжимной
стан, диаметр заготовки - 119 мм Длина заготовки-3712 мм. Коэффициент вытяжки -1,718
5.Затем зацетровщик центрирует торец заготовки.
6.Далее заготовка подаётся в жёлоб прошивного
стана, где в зоне деформации осуществляется
прошивка заготовки на оправке, удерживаемой
стержнем, на размеры 125,0 ×17,0 ×7156 мм.
Коэффициент вытяжки - 1,928
7.По достижению передним концом оправки переднего торца гильзы прижим отпускается, на гильзу сводятся две пары тянущих роликов и гильза с
оправкой задаётся в непрерывный восьмиклетьевой стан. Размеры трубы после этой прокатки 94,0 ×
×6.79 ×22 186 мм. Коэффициент вытяжки - 3,1
7.
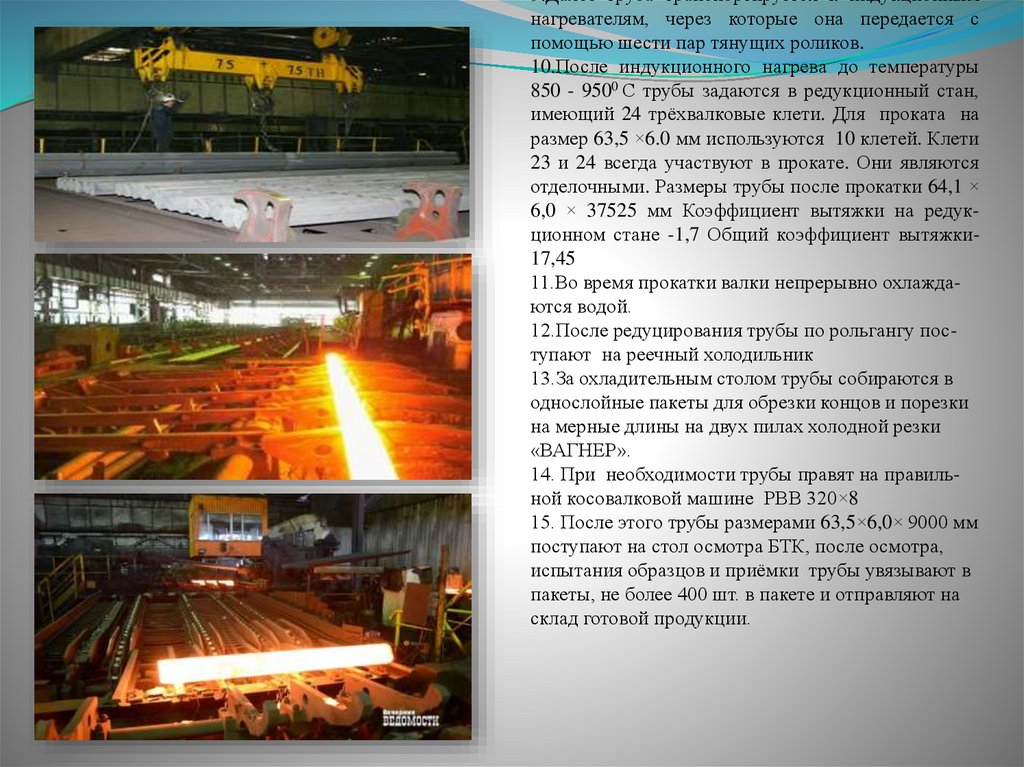
9.Далее труба транспортируется к индукционнымнагревателям, через которые она передается с
помощью шести пар тянущих роликов.
10.После индукционного нагрева до температуры
850 - 9500 С трубы задаются в редукционный стан,
имеющий 24 трёхвалковые клети. Для проката на
размер 63,5 ×6.0 мм используются 10 клетей. Клети
23 и 24 всегда участвуют в прокате. Они являются
отделочными. Размеры трубы после прокатки 64,1 ×
6,0 × 37525 мм Коэффициент вытяжки на редукционном стане -1,7 Общий коэффициент вытяжки17,45
11.Во время прокатки валки непрерывно охлаждаются водой.
12.После редуцирования трубы по рольгангу поступают на реечный холодильник
13.За охладительным столом трубы собираются в
однослойные пакеты для обрезки концов и порезки
на мерные длины на двух пилах холодной резки
«ВАГНЕР».
14. При необходимости трубы правят на правильной косовалковой машине РВВ 320×8
15. После этого трубы размерами 63,5×6,0× 9000 мм
поступают на стол осмотра БТК, после осмотра,
испытания образцов и приёмки трубы увязывают в
пакеты, не более 400 шт. в пакете и отправляют на
склад готовой продукции.
8.
Выбор и характеристика проектируемой технологиипроизводства
Установка автоматической системы гидросбива окалины (до обжимного и прошивного станов, на
рольганге пр.№35 на отметке +6000мм) необходима для обеспечения полного удаления образовавшейся и
спекшейся окалины с горячей заготовки во время ее транспортировки.
Установка малогабаритная, без изменения существующей технологии и планировочных решений.
Техническое оборудование УГДУ:
1.
Регулировка давления осуществляется плавно бесступенчато.
2.
УГДУ подключается к цеховой системе водоснабжения.
3.
УГДУ имеет систему скачкообразного включения/отключения подачи воды на систему форсунок,
обеспечивающих автоматическое включение при прохождении заготовки через зону гидросбива и
отключение при выходе заготовки из неё.
4.
Насосная станция имеет защиту:
- от перегрузок по выходному давлению;
- от перегрузок по превышению потребляемого тока;
- от перегрева;
- при недостаточном давлении воды на входе насоса. УГДУ оснащена гасителями напорных пульсаций и
гидравлических ударов.
Система автоматики обеспечивает управляемую подачу воды при движении трубной заготовки
через гидросбивное кольцо.
УГДУ оснащена предохранительными клапанами.
УГДУ имеет возможность наращивания производительности за счет применения однотипного
оборудования.
Гидродинамические режимы работы установки обеспечивают равномерное удаление окалины с не
9.
ПРЕИМУЩЕСТВА УСТАНОВКИАВТОМАТИЧЕСКОЙ СИСТЕМЫ
ГИДРОСБИВА ОКАЛИНЫ
Использование УГДУ после печи с шагающим подом
позволяет получить :
1. Толщина печной окалины не более 2,0 мм.
2. Площадь рыхлой окалины на заготовке до 100%.
3. Угар металла не более 2,5%.
4. Повышение качества наружной поверхности выпускаемых труб.
5. Увеличение стойкости валков прошивного и обжимного станов
трубопрокатного агрегата ТПА-80
10.
ЗаключениеВ данном курсовом проекте разработана технология производства труб общего
назначения размерами 63,5 ×6,0 мм из ст. 20 по ГОСТ 8731-74 и ГОСТ 8732-78
Проведено обоснование выбора размеров и типа заготовки, выполнены расчёты
таблицы прокатки и определены технологические и силовые параметры прокатки,
произведён расчёт нормативно-технологической карты
На основании применения гидродинамического удаления окалины с заготовки после
нагрева
в методической печи обеспечивается полное удаление окалины с горячей
заготовки во время её транспортировки к обжимному стану, что улучшает качество
поверхности готовой трубы и увеличивает срок службы валков обжимного и прошивного
станов ТПА-80 и приводит к увеличению выхода годного при прокатке труб общего
назначения размерами 63,5 ×6,0×9000 мм из ст. 20 с 89,96 % до 91,74% то есть выход
годного увеличится на 1,89%