










 industry
industrySimilar presentations:










Предприятие, производящее межкомнатные шпонированные двери
1.
Предприятие, производящее межкомнатные шпонированные двериМежкомнатная шпонированная дверь – это дверное полотно рамочной
конструкции, изготовленное с применением натуральной древесины,
древесноволокнистых плит средней плотности (МДФ) и реструкторизированного
шпона, клеевых и лакокрасочных материалов, стекла, крепежных элементов и
других материалов и изделий.
Пример сети процессов
2.
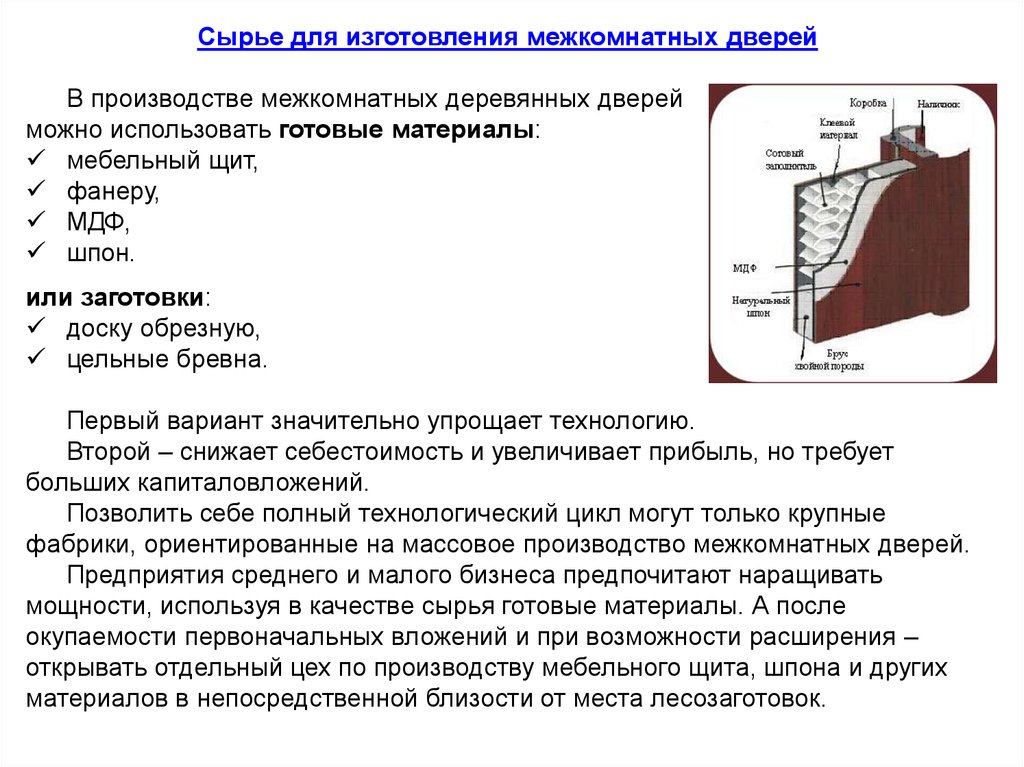
Сырье для изготовления межкомнатных дверейВ производстве межкомнатных деревянных дверей
можно использовать готовые материалы:
мебельный щит,
фанеру,
МДФ,
шпон.
или заготовки:
доску обрезную,
цельные бревна.
Первый вариант значительно упрощает технологию.
Второй – снижает себестоимость и увеличивает прибыль, но требует
больших капиталовложений.
Позволить себе полный технологический цикл могут только крупные
фабрики, ориентированные на массовое производство межкомнатных дверей.
Предприятия среднего и малого бизнеса предпочитают наращивать
мощности, используя в качестве сырья готовые материалы. А после
окупаемости первоначальных вложений и при возможности расширения –
открывать отдельный цех по производству мебельного щита, шпона и других
материалов в непосредственной близости от места лесозаготовок.
3.
Технологический цикл производства межкомнатных дверей из древесногомассива с облицовкой шпоном
1. Древесина (бревена)
распиливается на высокоточных
ленточных пилорамах.
2. Доски поступают в специальное место
– сушильный комплекс, оборудованный
камерами с механизированной
загрузкой. Процесс сушки завершается
контролем влажности в материале.
3. Доска распускается на отдельные
бруски (ламели) требуемого сечения.
Из ламелей удаляются все дефекты –
материал с сучками, неровностями,
которые могут влиять на качество
будущей двери.
4.
4. На специальной линии сращивания осуществляется склеиваниебездефектных заготовок по длине в мебельный щит. Прочность дверного
полотна обеспечивается за счет клеевого шипового соединения отдельных
заготовок. Склеенные брусья обрабатываются с четырех сторон на фрезерных
станках до требуемого сечения.
5. Склеивание ламелей по
ширине, для изготовления
полотен и отдельных элементов
дверей, осуществляется в
вертикальных прессах.
На стадии этой операции строго
контролируется
перпендикулярное
расположение волокон в
соседних брусьях, что
гарантирует высокую стойкость
будущих дверей к различным
деформациям в процессе
эксплуатации.
6. Для придания несущим конструкциям
двери высокой жесткости и стабильности
форм, дверное полотно покрывают
шпоном, изготовление которого
происходит на отдельной технологической
линии.
5.
7. Для производства шпона используютсяцельные бревна, которые
предварительно пропаривают (в запарной
камере в течение 3-х суток), а затем –
центрируют и ошкуривают на
корообрезочном станке, чтобы избавить
от коры и лубяного слоя.
8. Следующий этап – круговая обрезка.
Бревно постоянно вращается, а станок
снимает с него тонкий слой шпона,
толщиной всего в 0,6 см. Со среднего
бревна получается около 134 линейных
метра шпона.
9. Затем шпон разворачивается и
разрезается на листы. Листы с
одинаковым узором волокон
укладываются в стопку. Из них
отбираются впоследствии части для
внешней облицовки двери.
6.
10. Для придания двери особойизносоустойчивости, используют три слоя
шпона (в эконом варианте – заменяют на
МДФ или ДСП с одним слоем шпона).
Для этого клей наносят с двух сторон на
средний слой листа шпона, и отправляют
под горячий пресс. Здесь, при температуре
более 100 C, средний лист плотно
приклеивается к двум другим. Через
полторы минуты клей застывает, образуя
высокопрочный верхний слой-фанеру для
дверного полотна. Такую отделку
изготавливают из самых разных древесных
пород (березы, дуба, бука, ясеня и других).
11. Шпонированную фанеру наносят на
склеенное из ламелей дверное
полотно, и помещают под холодный
пресс на 30-40 минут, пока сохнет клей.
Дальше – все составляющие
конструкции двери шлифуются и
проверяются на соответствие, чтобы в
дальнейшей сборке исключить наличие
недопустимых зазоров или перепадов.
7.
12. Следом происходит замердлины/ширины изделия.
Дверь отправляется на станок,
который снимает фаску и обрезает
края по заданным размерам.
На следующем станке –
выдалбливаются пазы для петель.
13. Вырезается отверстие для
дверной ручки.
14. Затем, изделие шлифуется и
покрывается лаком, сушится.
Все части конструкции
собираются в одно целое,
комплектуются фурнитурой,
упаковываются и отправляются
на склад.
8.
Цепочка создания ценности производства изделий из древесины9.
Разработка исовершенствование
бизнес-модели
Анализ
рынка,
разработка
стратегии
продвижения
и продаж
Требования
потребителей,
плановая
себестоимость
НП и Н
документация
Клиенты
Заявки подразделений,
бюджет
Поставщики оборудования,
обслуживающие организации
НТД на двери, технологич.
документация (требования к
технологии производства)
Технологич.
документация
(требования к
оборудованию)
Обеспечение и
оборудованием, в
т.ч. средствами
измерений
Требования
к сырью
Материально-
Отзывы (благодарности,
пожелания, предложения,
претензии) потребителей
График
отгрузки,
график
установки
Заказы,
договора
Описание и
образцы дверей
Разработка
и соверш.
новых
продуктов
План
производства
Продвижение
и продажи
Ценовая стратегия,
стратегия рекламы,
стратегия продаж
Планы, цели,
показатели
для проц. и
подразд.
Сырье
График
установки
Доставка
и
установка
Упаковка,
Произучет,
водство и
хранение,
контроль
отгрузка
готовой
Брак,
продукции отходы Утилизация отходов,
брака и неликвидов
Оборудование
Материальные
ресурсы
Внешняя
Поставщики ресурсов
техническое
(конкуренты,
Заявки подразделений,
обеспечение Оргтехника, сети,
потребители,
бюджет
связь, информац.
поставщики, …)
Обеспечение информац.
системы,
Поставщики
и внутренняя
системами и оборудованием
програмн.
оборудования и
(бюджет,
средства
ИТ-инфраструктуры
произв.труда, расходных материалов
издержки,…)
Заявки подразделений,
Транспорт
Обеспечение транспортом
среда
бюджет
Производственный,
Рынок труда
Обеспечение
технический и
Требования к
трудовыми ресурсами
административноперсоналу
управленческий персонал
Установл. двери
Оперативное
Орг.структура, система
управление
процессов, ПСП, ДИ,
регламенты процессов
Отчеты по подразд.,
по процессам
Оценка
удовлетворенности
потребителей
Двери
НП и Н
докум
Стратегич. план
развития, бизнес-план
Двери
Стратегическое
управление
Анализ удовлетворенности
потребителя
Здания, сооружения с водо, электро-, тепло-, газоснабжением
Обеспечение
инфраструктурой
НП и Н
документация
Охрана Безопасные,
труда комфортные
условия
труда
Сохранность
Обеспечение
безопасности имущества и
безопасность
персонала
ОплаФинансовое
ченные
Счета
счета
обеспечение
10.
Генеральныйдиректор
Зам директора
по производству
Производственные
цеха
Участки цехов
Мастера смен
Производственные
рабочие
Вспомогательные
рабочие
Главный
инженер
Зам директора
по коммерческим
вопросам
Главный
технолог
Дизайн-студия
Отдел
Ремонтномаркетинга и
инструментальный
рекламы
отдел
ИнженерОтдел продаж
механик
Группа оптовых
продаж
Инженерэнергетик
Группа
Специалист по
охране труда и
технике
безопасности
розничных
продаж
Склад готовой
продукции
Транспортный отдел
Отдел закупки сырья и
материальнотехнического снабжения
Склад сырья
Менеджеры по
закупке сырья
Склад ТМЦ
Менеджеры по
закупке ТМЦ
Зам директора
по экономике и
финансам
Плановоэкономический
отдел
Отдел труда и
заработной
платы
Финансовый
отдел
Бухгалтерия
Секретарьреферент
Юристконсультант
Специалист
по кадрам
Отдел
технического
контроля
Административнохозяйственный
отдел
Организационная
структура
для предприятия,
производящего
межкомнатные
шпонированные двери
11.
ПроцессыРазработка стратегии
маркетинга и продаж
Разработка и
совершенствование
новых продуктов
Обеспечение
производственнотехнологическим и
метрологическим и др.
оборудованием
Производство
Продвижение и
продажи
Упаковка, учет,
хранение, отгрузка
Генеральный директор
Зам дир по производству
Начальники произв. цехов
Главный инженер
Главный технолог
Нач ремонтно-инструмент. отдела
Инженер-механик
Инженер-энергетик
Специалист по От и ТБ
Зам дир по коммерческим вопросам
Нач дизайн-студии
Нач отдела маркетинга и рекламы
Нач отдела продаж
Руковод группы оптовых продаж
Руковод группы розничных продаж
Нач склада готовой продукции
Нач транспортного отдела
Нач отдела закупки сырья и МТС
Менеджеры по закупке сырья
Менеджеры по закупке ТМЦ
Нач склада ТМЦ
Зам дир по экономике и финансам
Нач планово-экономического отдела
Нач отдела труда и ЗП
Нач финансового отдела
Главный бухгалтер
Секретарь-референт
Юрист-консультант
Нач отдела технического контроля
Нач администр.-хозяйств. отдела
Должностные лица
12.
ПроцессыУтилизация отходов,
брака и неликвидов
Доставка и установка
Матер.-техническое
обеспечение
Обеспечение
инфраструктурой
Обеспечение ИС и
оборудованием ИТинфраструктуры
Обеспечение
транспортом
Финансовое
обеспечение
Обеспечение
трудовыми ресурсами
Генеральный директор
Зам дир по производству
Начальники произв. цехов
Главный инженер
Главный технолог
Нач ремонтно-инструмент. отдела
Инженер-механик
Инженер-энергетик
Специалист по От и ТБ
Зам дир по коммерческим вопросам
Нач дизайн-студии
Нач отдела маркетинга и рекламы
Нач отдела продаж
Руковод группы оптовых продаж
Руковод группы розничных продаж
Нач склада готовой продукции
Нач транспортного отдела
Нач отдела закупки сырья и МТС
Менеджеры по закупке сырья
Менеджеры по закупке ТМЦ
Нач склада ТМЦ
Зам дир по экономике и финансам
Нач планово-экономического отдела
Нач отдела труда и ЗП
Нач финансового отдела
Главный бухгалтер
Секретарь-референт
Юрист-консультант
Нач отдела технического контроля
Нач администр.-хозяйств. отдела
Должностные лица