










 mechanics
mechanics drafting
draftingSimilar presentations:










Разработка технологического процесса изготовления детали «Панель индикации» и чертежей технологического оснащения операции
1. Разработка технологического процесса изготовления детали «Панель индикации» и чертежей технологического оснащения операции.
Выполнил: студент гр. КТОП-41Эсса М.А.
Руководитель: доц.
Стекольников М.В.
2. Характеристика объекта разработки
Деталь «Панель индикации» представляет собой изделиекорпусного типа, изготовляется в ОАО Энгельсском опытноконструкторском бюро «Сигнал» им. Глухарева.
Для изготовления детали «Панель индикации» используется только
универсальное
оборудование,
увеличивающее
трудоемкость
производства и себестоимость детали.
При разработке альтернативных вариантов технологических
процессов необходимо учесть возможность применения более
современного и производительного оборудования, чтобы снизить
трудоемкость и себестоимость детали.
Деталь «Панель индикации» изготавливается из алюминиевого
сплава Д16Т, заготовка получена штамповкой.
Дуралюмины (Д1—Д16), содержащие- 3,8—4,9% Си, 0,4— 4,8% Mg,
0,4—0,9% Mn. Эти сплавы хорошо обрабатываются ковкой, штамповкой,
прокаткой. Механические свойства их повышаются после термической
обработки. Благодаря высоким механическим свойствам и малой
плотности эти сплавы широко применяют в машиностроении,
самолетостроении, химической промышленности, транспортном и
пищевом машиностроении, приборостроении и т. д.
3. Характеристика объекта разработки
Марка :Д16Т
Классификация :
термоупрочняемый деформируемый сплав алюминия
Применение:
Д16т – один из самых востребованных дюралюминиевых
сплавов в судостроительной, авиационной и космической
промышленности. Главное его преимущество заключается в
том, что получаемый из него металлопрокат обладает:
стабильной структурой;
высокими прочностными характеристиками;
в 3 раза более легким весом, чем стальные изделия;
повышенным сопротивлением микроскопической деформации
в процессе эксплуатации;
хорошей механической обрабатываемостью на токарных и
фрезеровочных станках, уступая лишь некоторым
Химический состав материала Д16Т
Fe
до 0.3
Si
Mn
Ti
до 0.3 0.4 - 0.8 0.1 - 0.2
Al
Cu
90.95 93.5
6-7
Zr
Mg
Zn
до 0.2 до 0.05 до 0.1
Примесей
прочие, каждая 0.05; всего
0.1
4. Рабочий чертеж детали и заготовки «Панель индекации»
5. Графструктура ТП детали «Панель индекации»
ШТАМПОВКАПРЯМОУГОЛЬНАЯ
ЗАГОТОВКА
ФРЕЗЕРНЫЙ
СТАНОК
67K25PR
МНОГОЦЕЛЕВОЙ
СТАНОК 2254ВМФ4
ФРЕЗЕРНЫЙ
СТАНОК
67K25PR
МНОГОЦЕЛЕВОЙ
СТАНОК 2254ВМФ4
ФРЕЗЕРНЫЙ
СТАНОК
67K25PR
МНОГОЦЕЛЕВОЙ
СТАНОК 2254ВМФ4
СВЕРЛИЛЬНЫЙ
СТАНОК ГС2116М
СВЕРЛИЛЬНЫЙ
СТАНОК ГС2116М
СВЕРЛИЛЬНЫЙ
СТАНОК ГС2116М
СЛЕСАРНАЯ
МОЙКА
ОТК
6.
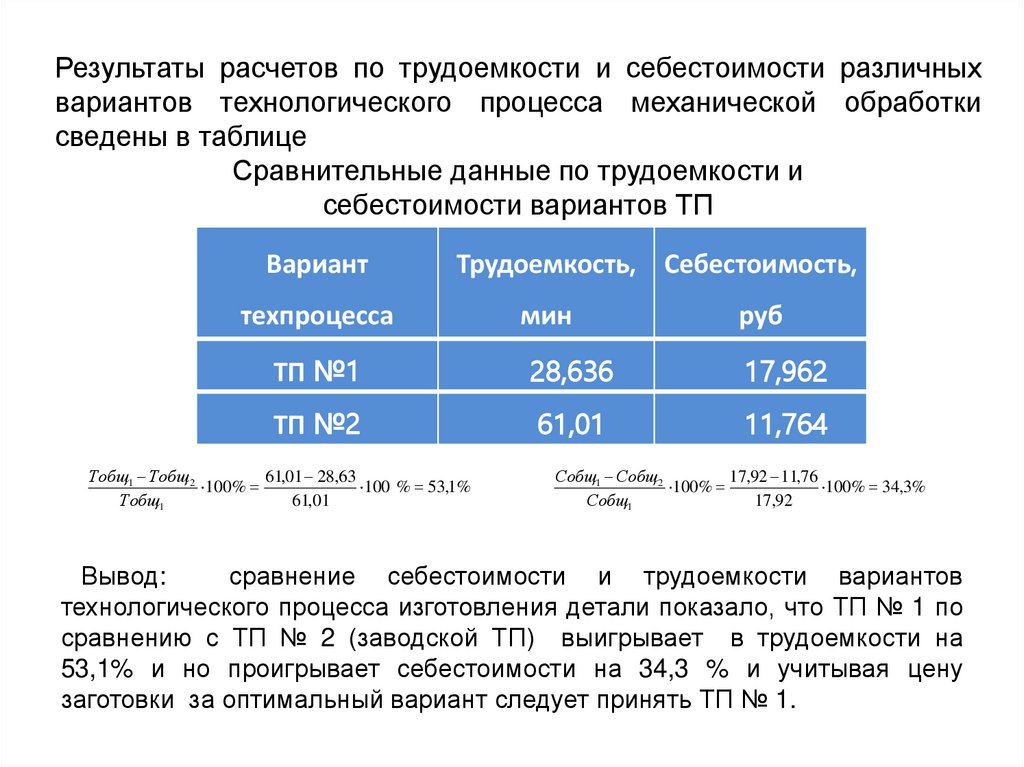
Результаты расчетов по трудоемкости и себестоимости различныхвариантов технологического процесса механической обработки
сведены в таблице
Сравнительные данные по трудоемкости и
себестоимости вариантов ТП
Вариант
Трудоемкость, Себестоимость,
техпроцесса
мин
руб
ТП №1
28,636
17,962
ТП №2
61,01
11,764
Тобщ1 Тобщ2
61,01 28,63
100%
100 % 53,1%
Тобщ1
61,01
Собщ1 Собщ2
17,92 11,76
100%
100% 34,3%
Собщ1
17,92
Вывод:
сравнение себестоимости и трудоемкости вариантов
технологического процесса изготовления детали показало, что ТП № 1 по
сравнению с ТП № 2 (заводской ТП) выигрывает в трудоемкости на
53,1% и но проигрывает себестоимости на 34,3 % и учитывая цену
заготовки за оптимальный вариант следует принять ТП № 1.
7. Операционные эскизы к ТП мех. обработки детали
8. Карта наладки на токарную программную операцию станка мод. 2254 ВМФ4
9. Карта наладки на токарную программную операцию станка мод. 2254 ВМФ4
10. Расчетно-технологическая карта наладки на многоцелевую программную операцию станка
11. Приспособление на многоцелевую операцию
12. Заключение
В ходе разработки технологического процесса был разработан ТП наизготовлении
детали
«Панель
индекации».
Был
проведен
анализ
технологичности конструкции детали и выбор заготовки. Определили тип
производства и величину партии детали. Разработав варианты механической
обработки и составив граф-структуру вариантов изготовления детали, провели
расчет по критериям трудоемкости и себестоимости, а также выбран
оптимальный вариант.
Новый технологический процесс обработки детали “Корпус” спроектирован
на базе материалов Энгельсском опытно-конструкторском бюро «Сигнал» им.
Глухарева”. Применение более совершенного оборудования позволило
сократить количество операций обработки детали.
Выполнена разработка приспособления, предназначенного для выполнения
многоцелевой операций по обработке детали «Панель индекации», а также в
специальной части разработан штамп последовательного действия.
В результате:
снизилась трудоёмкость работы: 53%
сокращена численность основных производственных рабочих;
При увеличении себестоимости обработки детали: 34%
В процессе работы применялись методы проектирования и анализа с
применением современных компьютерных средств как «Компас», «Mathcad».
Были проведены мероприятия по безопасности технологического процесса и
приведены рекомендации по устранению опасных производственных факторов.