

 industry
industrySimilar presentations:










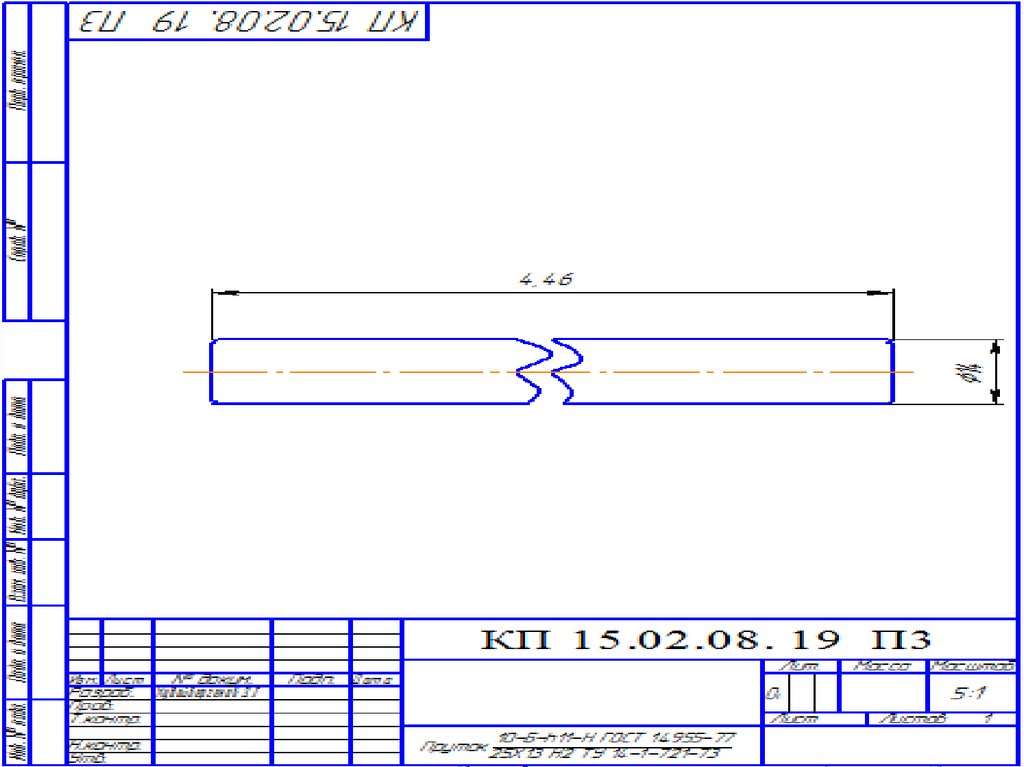
Проектирование процесса изготовления детали «Ось»
1.
БПОУ ОО ОПЭКДипломная Работа
Проектирование процесса
изготовления детали «Ось»
Студент Группы ТМ-238
Худайбергенов.Д.Г
Омск
Руководитель:
Преподаватель
БПОУ ОО ОПЭК
Андреев М.А
2022
2.
Цель анализа - выявить производственные условия, в которых будет осуществлятьсяизготовление детали по предлагаемому техническому процессу, обозначить
конструкционно-технологические и эксплуатационные требования к детали,
привести ее конструкцию в соответствие с требованиями наибольшей
экономичности и наименьших затрат времени
Объект
Исследования
детали “Ось”
Предмет
Исследования
технологический
Процесс Детали
3.
Цель: разработать технологический процессизготовления детали «Ось».
В соответствии с целью дипломного проекта стоят следующие задачи:
- выбор методов получения заготовок на основе технико-экономического
анализа;
- формирование структуры технологического процесса, разработка
маршрута обработки, построение операций, составление технологической
документации;
- выполнение расчётов режимов резания, техническое нормирование
технологических операций и технико-экономический анализ вариантов
операций;
- выбор технологической оснастки, режущего инструмента и средств
контроля, необходимых для реализации перспективного технологического
процесса.
4.
5.
6.
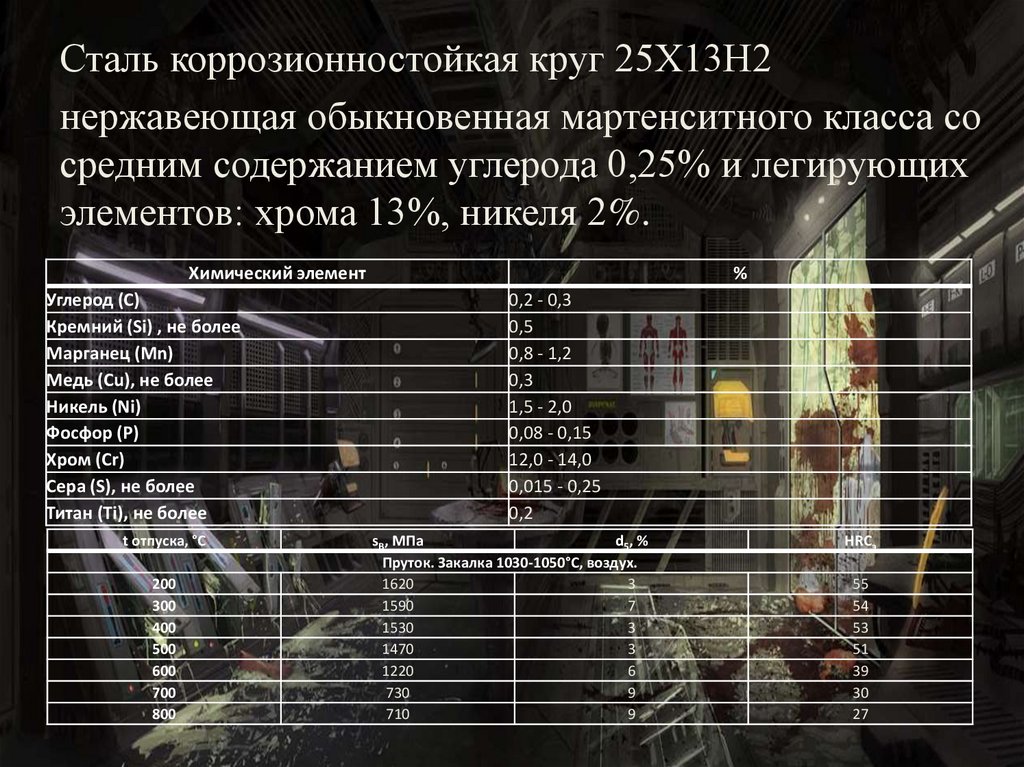
Сталь коррозионностойкая круг 25Х13Н2нержавеющая обыкновенная мартенситного класса со
средним содержанием углерода 0,25% и легирующих
элементов: хрома 13%, никеля 2%.
Химический элемент
Углерод (С)
Кремний (Si) , не более
Марганец (Mn)
Медь (Cu), не более
Никель (Ni)
Фосфор (P)
Хром (Cr)
Сера (S), не более
Титан (Ti), не более
t отпуска, °C
200
300
400
500
600
700
800
%
0,2 - 0,3
0,5
0,8 - 1,2
0,3
1,5 - 2,0
0,08 - 0,15
12,0 - 14,0
0,015 - 0,25
0,2
sB, МПа
d5, %
Пруток. Закалка 1030-1050°С, воздух.
1620
3
1590
7
1530
3
1470
3
1220
6
730
9
710
9
HRCэ
55
54
53
51
39
30
27
7.
1К 1
,
Т
Аср
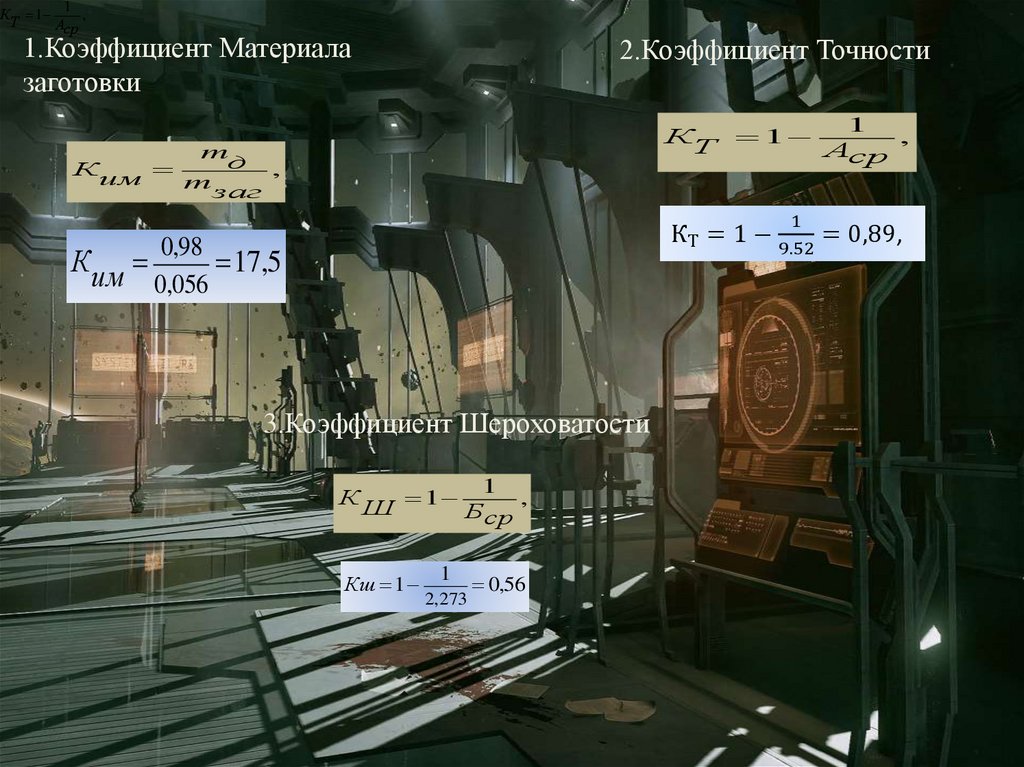
1.Коэффициент Материала
заготовки
2.Коэффициент Точности
К
m
д ,
Ким
m заг
Т
1
1
К им
1
,
Аср
КТ = 1 − 9.52 = 0,89,
0,98
17,5
0,056
3.Коэффициент Шероховатости
К
Ш
1
1
,
Бср
1
0,56
Кш 1
2,273
8.
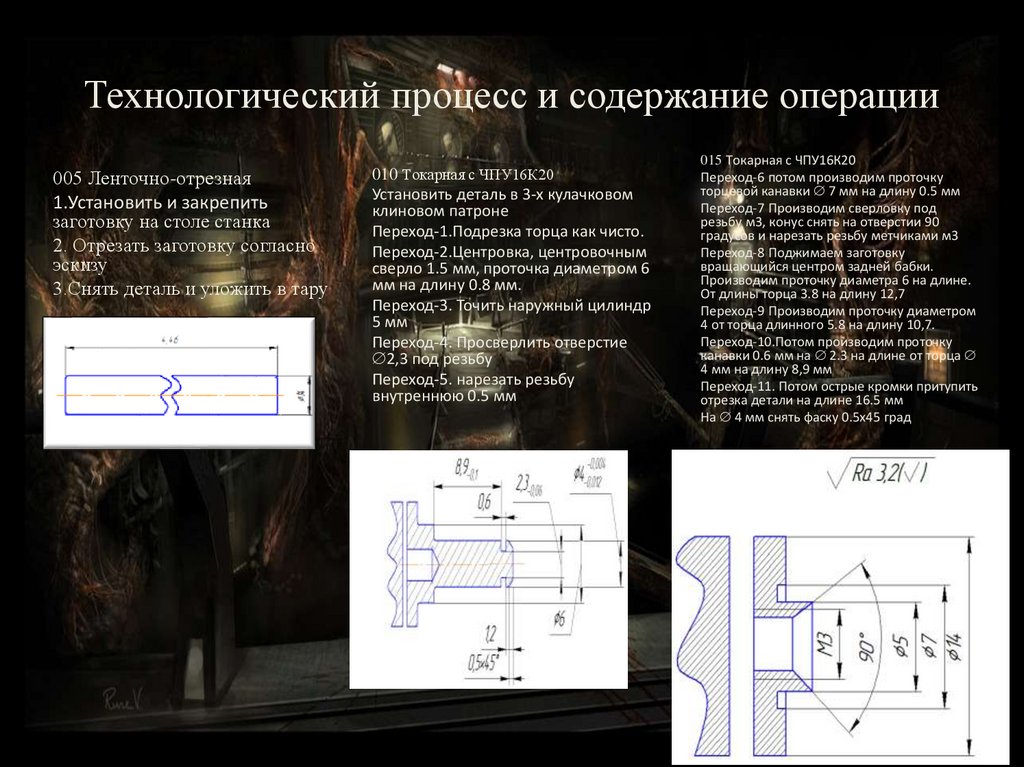
Технологический процесс и содержание операции005 Ленточно-отрезная
1.Установить и закрепить
заготовку на столе станка
2. Отрезать заготовку согласно
эскизу
3.Снять деталь и уложить в тару
010 Токарная с ЧПУ16К20
Установить деталь в 3-х кулачковом
клиновом патроне
Переход-1.Подрезка торца как чисто.
Переход-2.Центровка, центровочным
сверло 1.5 мм, проточка диаметром 6
мм на длину 0.8 мм.
Переход-3. Точить наружный цилиндр
5 мм
Переход-4. Просверлить отверстие
2,3 под резьбу
Переход-5. нарезать резьбу
внутреннюю 0.5 мм
015 Токарная с ЧПУ16К20
Переход-6 потом производим проточку
торцевой канавки 7 мм на длину 0.5 мм
Переход-7 Производим сверловку под
резьбу м3, конус снять на отверстии 90
градусов и нарезать резьбу метчиками м3
Переход-8 Поджимаем заготовку
вращающийся центром задней бабки.
Производим проточку диаметра 6 на длине.
От длины торца 3.8 на длину 12,7
Переход-9 Производим проточку диаметром
4 от торца длинного 5.8 на длину 10,7.
Переход-10.Потом производим проточку
канавки 0.6 мм на 2.3 на длине от торца
4 мм на длину 8,9 мм
Переход-11. Потом острые кромки притупить
отрезка детали на длине 16.5 мм
На 4 мм снять фаску 0.5х45 град
9.
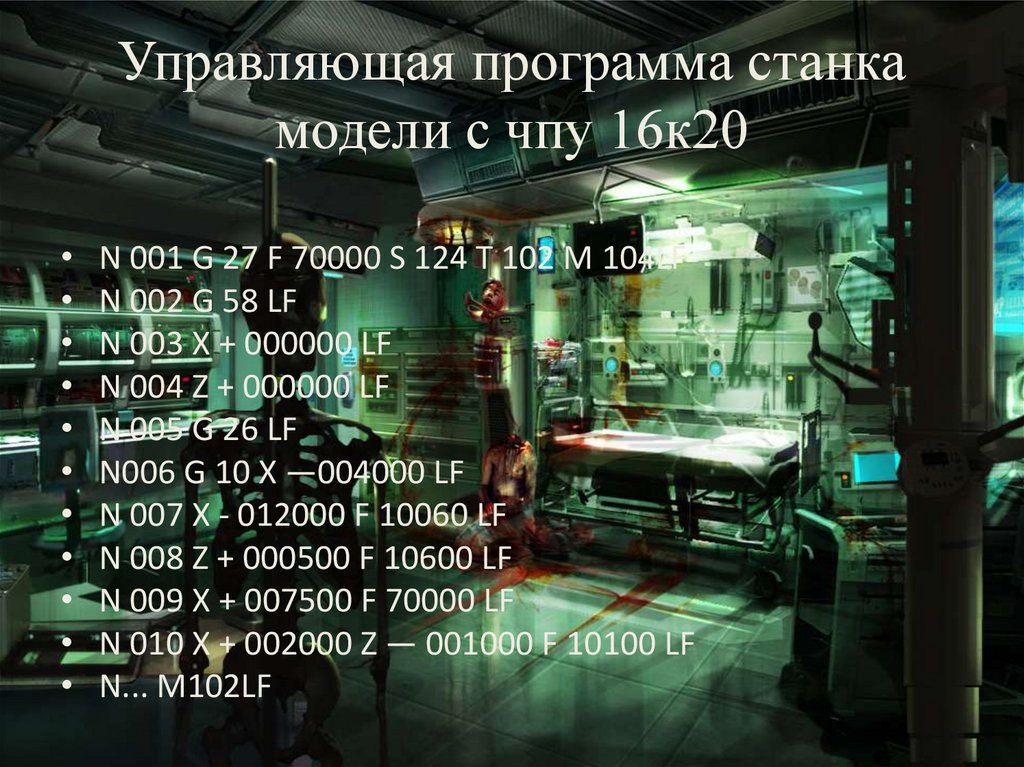
Управляющая программа станкамодели с чпу 16к20
N 001 G 27 F 70000 S 124 Т 102 М 104LF
N 002 G 58 LF
N 003 X + 000000 LF
N 004 Z + 000000 LF
N 005 G 26 LF
N006 G 10 X —004000 LF
N 007 X - 012000 F 10060 LF
N 008 Z + 000500 F 10600 LF
N 009 X + 007500 F 70000 LF
N 010 X + 002000 Z — 001000 F 10100 LF
N... M102LF
10.
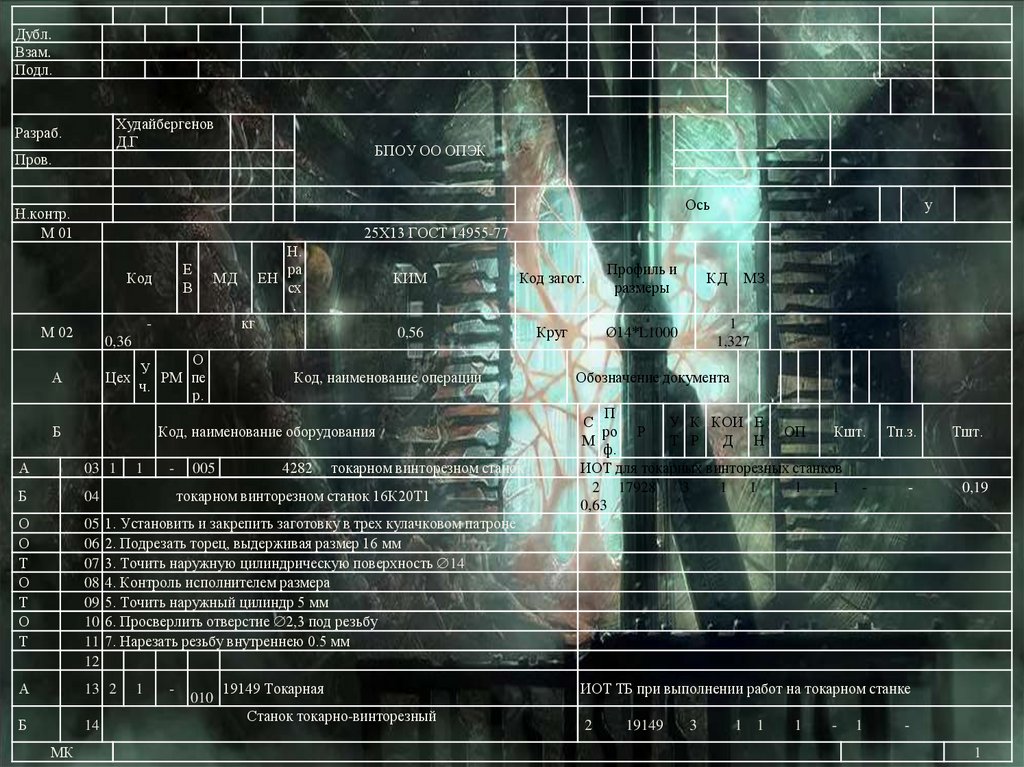
Дубл.Взам.
Подл.
Худайбергенов
Д.Г
Разраб.
БПОУ ОО ОПЭК
Пров.
Ось
Н.контр.
М 01
25Х13 ГОСТ 14955-77
Е
В
Код
Н.
ра
ЕН
сх
.
МД
кг
-
М 02
0,36
А
Цех
О
У
РМ пе
ч.
р.
Б
КИМ
Код загот.
Профиль и
размеры
КД
0,56
Круг
Ø14*L1000
1
1,327
Код, наименование операции
Код, наименование оборудования
А
03 1
Б
04
О
О
Т
О
Т
О
Т
05 1. Установить и закрепить заготовку в трех кулачковом патроне
06 2. Подрезать торец, выдерживая размер 16 мм
07 3. Точить наружную цилиндрическую поверхность 14
08 4. Контроль исполнителем размера
09 5. Точить наружный цилиндр 5 мм
10 6. Просверлить отверстие 2,3 под резьбу
11 7. Нарезать резьбу внутреннею 0.5 мм
12
А
13 2
Б
14
МК
у
1
-
005
4282
токарном винторезном станок
токарном винторезном станок 16К20Т1
1
-
010
19149 Токарная
Станок токарно-винторезный
МЗ
Обозначение документа
П
С
У К КОИ Е
ро Р
ОП
Кшт.
М
Т Р
Д Н
ф.
ИОТ для токарных винторезных станков
2 17928
3
1 1
1
1 0,63
Тп.з.
Тшт.
-
0,19
ИОТ ТБ при выполнении работ на токарном станке
2
19149
3
1 1
1
-
1
1
11.
Рентабельность продукции 15%Прибыль на одну деталь - 22320 руб
Годовой экономический Эффект - 225267 руб
12.
ЗаключениеРассчитан экономический
эффект детали
Спроектирован
технологический процесс
детали Ось
Изучено служебное
назначение детали и
произведен анализ
технологичности
Определен метод получения
заготовки