







 industry
industrySimilar presentations:




")



")
")
Ағаштың иілу технологиясын сипаттау
1.
Ағаштың иілутехнологиясын
сипаттау
2.
Жиһаз жасау кезінде сіз қисық бөлшектерсіз жасай алмайсыз. Сізоларды екі жолмен ала аласыз — кесу және иілу. Технологиялық
азайтылады, оңай выпилить криволинейную бөлшекті қарағанда,
отпаривать, гнуть содан кейін белгілі уақыт аралығында ұстап
тұруға, оның толық дайын. Бірақ кесудің бірқатар жағымсыз
салдары бар.
Біріншісі-арамен жұмыс жасау кезінде талшықтарды кесу
ықтималдығы
жоғары
(бұл
технологияда
қолданылады).
Талшықтарды кесудің салдары бөліктің беріктігін жоғалту және
нәтижесінде бүкіл өнім болады. Екіншісі - кесу технологиясы иілу
технологиясына қарағанда материалды көбірек тұтынуды қамтиды.
Бұл анық және түсініктеме қажет емес. Үшіншісі-кесілген
бөліктердің барлық қисық беткейлерінде кесектердің ұштары мен
бір жарым беті бар. Бұл оларды әрі қарай өңдеу мен әрлеу
жағдайларына айтарлықтай әсер етеді.
3.
Иілу барлық кемшіліктерді болдырмайды. Әрине, иілу арнайыжабдықтар мен құрылғылардың болуын болжайды, және бұл
әрдайым мүмкін емес. Дегенмен, үй шеберханасында иілу
мүмкін. Сонымен, иілу процесінің технологиясы қандай?Иілген
бөлшектерді өндірудің технологиялық процесі гидротермиялық
өңдеуді, дайындамаларды майыстыруды және майысқаннан
кейін кептіруді қамтиды.
Гидротермиялық өңдеу ағаштың пластикалық қасиеттерін
жақсартуға қол жеткізеді. Икемділік дегеніміз-сыртқы
күштердің әсерінен бұзылмай пішінін өзгерту және күштердің
әрекеті жойылғаннан кейін оны сақтау үшін материалдың
қасиеттерін түсіну.
Ағаш 25-30% ылғалдылықта және иілу кезінде дайындаманың
ортасындағы температурада шамамен 100°C температурада ең
жақсы пластикалық қасиеттерге ие болады.
4.
Ағашты гидротермиялық өңдеу қазандықтарда 0,02 —0,05°C температурада 102 — 105 МПа төмен қысымды
қаныққан
бумен
буландыру
арқылы
жүзеге
асырылады.Бумен
пісіру
ұзақтығы
буланған
дайындаманың ортасында белгіленген температураға
жету уақытымен анықталатындықтан, булану уақыты
дайындаманың қалыңдығының жоғарылауымен артады.
Мысалы, дайындаманы буландыру үшін (бастапқы
ылғалдылығы 30% және бастапқы температурасы 25°c)
қалыңдығы 25 мм, дайындаманың ортасында 100°C
температураға жету үшін 1 сағат қажет, қалыңдығы 35
мм — 1 сағат 50 минут.
5.
Сур.1. Дайындаманы майыстыруғаарналған тіректері бар Шина: 1тіреулер; 2-дайындама; 3-бұранда; 4шина
6.
Сур. 2. Июпропил дайындамалары: а —бөлшектердің
ұштарындағы
бойлық
кесінділері бар; Б — плиталардағы
кесінділері бар; В, Г — плиталардағы
ойықтары бар; 1-Дайындамалар; 2-Дайын
тораптар
7.
Майыстыру кезінде алынатын өнімдер мен шикізаттыдайындауды салады арналған шину с тіректермен (сур.1),
содан кейін механикалық немесе гидравликалық баспақта
дайындама шинамен бірге берілген тізбекке бүгіледі,
престерде, әдетте, бірнеше дайындамалар бір уақытта
бүгіледі.
Иілу аяқталғаннан кейін шиналардың ұштары скрабпен
тартылады. Бүгілген дайындамалар шиналармен бірге
кептіруге түседі.Дайындамалар 6-8 сағат кептіріледі,
кептіру кезінде дайындаманың пішіні тұрақтандырылады.
Кептіруден кейін дайындамалар шаблондар мен
шиналардан босатылады және кем дегенде 24 сағат
ұсталады.ұсталғаннан
кейін
иілген
дайындамалар
мөлшерінің бастапқы қалыптан ауытқуы әдетте ±3 мм
құрайды.
8.
Иілген дайындамалар үшін аршылған шпон, карбамидформальдегидті шайырлар КФ-БЖ, КФ-Ж, КФ-МГ, м-70, п-1
және П-2 Ағаш жаңқалы тақталар қолданылады. Дайындаманың
қалыңдығы
4-тен
30
мм-ге
дейін
болуы
мүмкін.Дайындамаларда әртүрлі профильдер болуы мүмкін:
бұрыштық, арка тәрізді, сфералық, U-тәрізді, трапеция тәрізді
және шұңқыр тәрізді (суретті қараңыз.2). Мұндай бланкілер
пакеттерде пайда болатын желіммен майланған фанерді бір
уақытта бүктеу және желімдеу арқылы алынады (сурет. 3). Бұл
технология әртүрлі архитектуралық формалардың өнімдерін
алуға мүмкіндік береді. Сонымен қатар, ағаш материалдарының
аз тұтынылуына және салыстырмалы түрде аз еңбек шығынына
байланысты фанерден иілген желімделген бөлшектерді өндіру
экономикалық тұрғыдан орынды.
9.
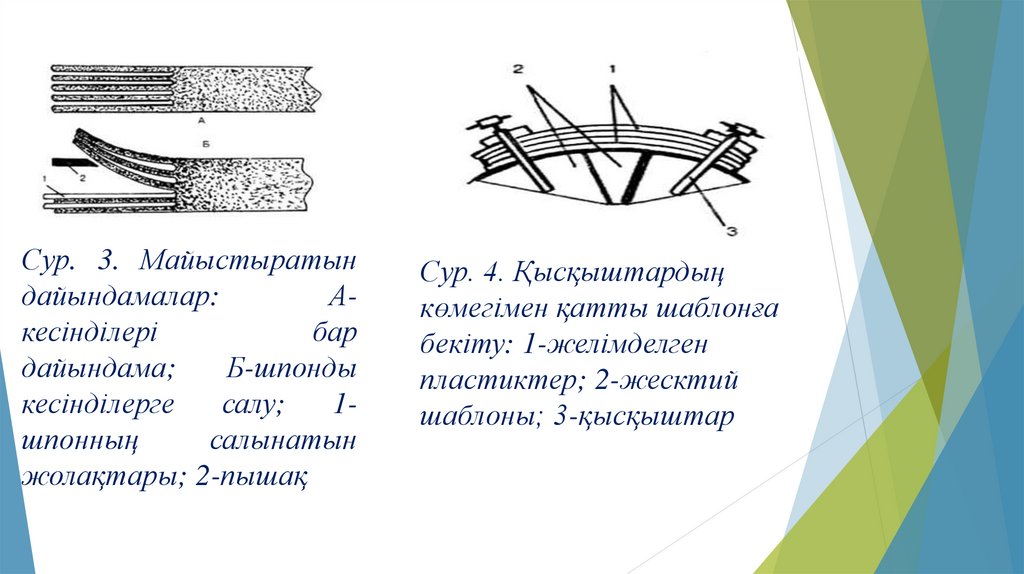
Сур. 3. Майыстыратындайындамалар:
Акесінділері
бар
дайындама;
Б-шпонды
кесінділерге
салу;
1шпонның
салынатын
жолақтары; 2-пышақ
Сур. 4. Қысқыштардың
көмегімен қатты шаблонға
бекіту: 1-желімделген
пластиктер; 2-жесктий
шаблоны; 3-қысқыштар