















 industry
industry advertising
advertisingSimilar presentations:









")
Добро пожаловать! SIA - Ваш Ключ к Совершенной Поверхности
1.
Добро пожаловать!SIA - Ваш Ключ к Совершенной Поверхности
2.
… была основана в 1867 в качествехимического завода.
1875 год
2015 год
Абразивы SIA экспортируют более 90% своей
продукции в более чем 80 стран. С нашими
собственными филиалами и эксклюзивными
представителями в Европе и за рубежом, абразивы SIA
демонстрируют свою приверженность близости к
клиенту и эффективности на международной арене.
3.
Производство SIA в России4.
Компания «Свисс Абразивс» является эксклюзивнымпредставителем фирмы производителя
промышленных абразивов SIA (Швейцария)мирового лидера передовых технологий для
создания и совершенных поверхностей.
Компания «Свисс Абразивс» имеет своё
производство продуктов SIA в России, техническую
поддержку клиентов и большой склад, что
обеспечивает идеальное и своевременное
решение обработки поверхности для производства.
5.
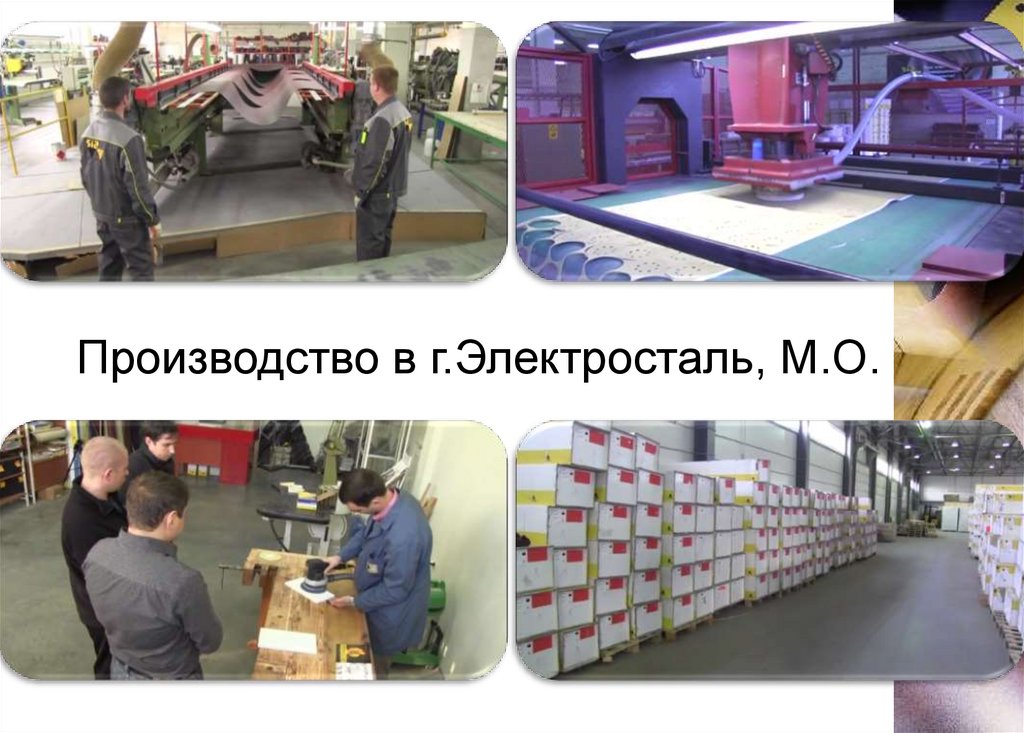
Производство в г.Электросталь, М.О.6.
Схема производства абразивныхматериалов
9
7
2
5
+
8
2
6
2
3
2
10
2
4
1
1 рулон с несущим материалом
2 бета-лучевое измерение плотности
3 нанесение печати на обратную сторону
несущего материала
4 нанесение 1го связующего слоя
5 нанесение зерна электростатическим или
механическим способом
6 ленточный конвейер
7 первая сушка
8 нанесение 2го связующего слоя
9 окончательная сушка
10 формирование рулонов
7.
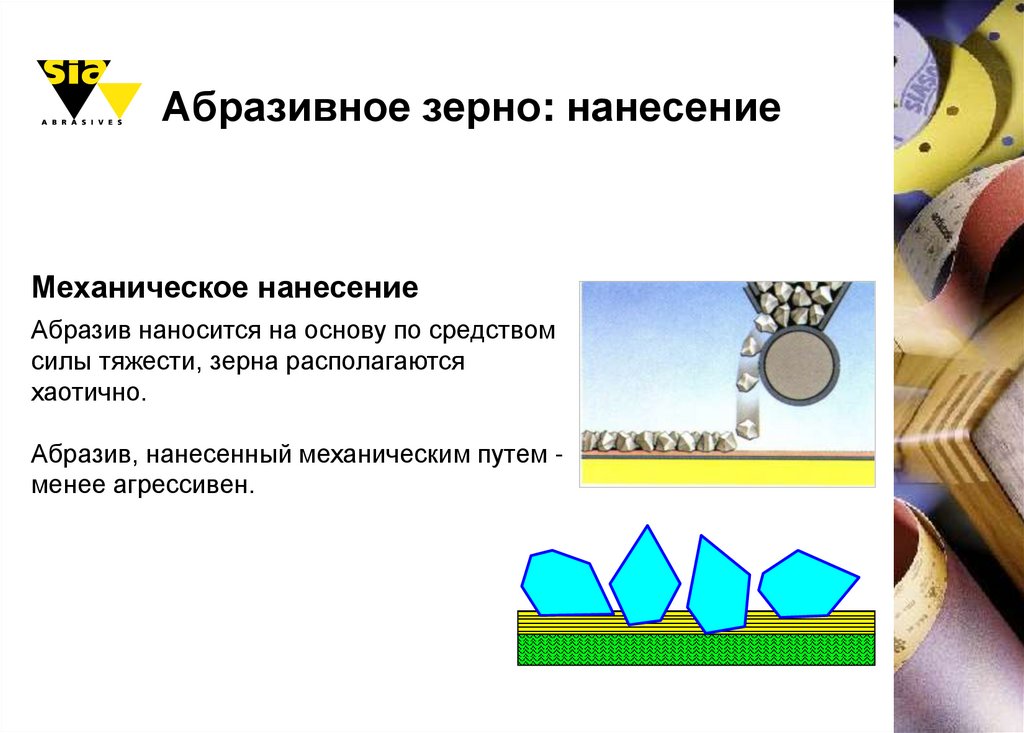
Абразивное зерно: нанесениеМеханическое нанесение
Абразив наносится на основу по средством
силы тяжести, зерна располагаются
хаотично.
Абразив, нанесенный механическим путем менее агрессивен.
8.
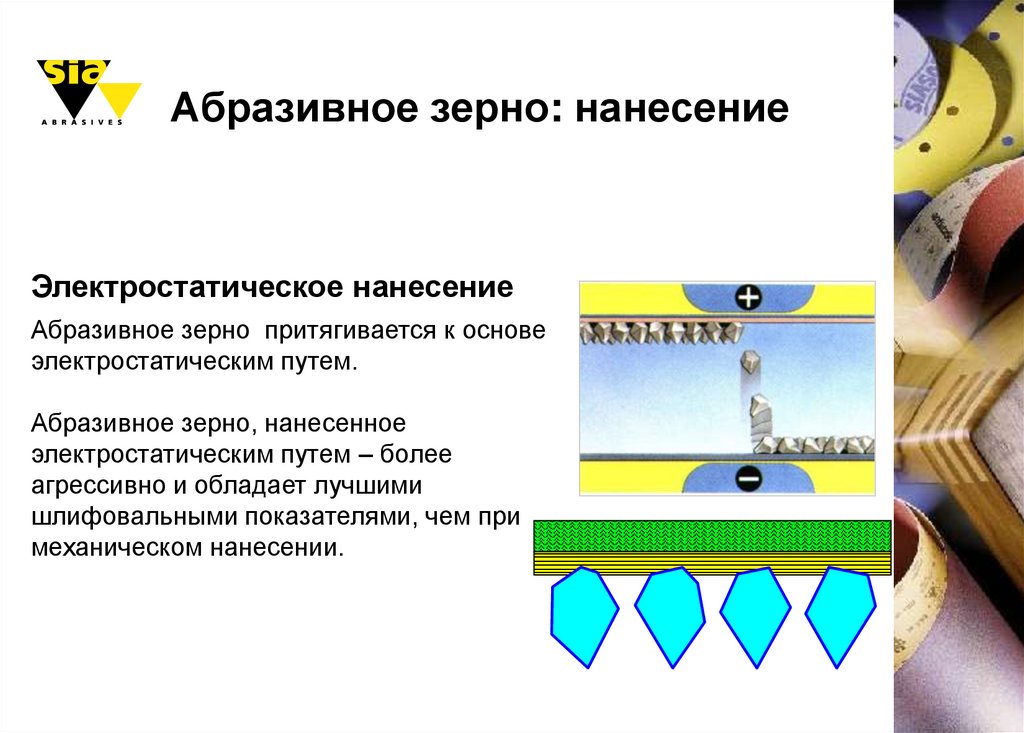
Абразивное зерно: нанесениеЭлектростатическое нанесение
Абразивное зерно притягивается к основе
электростатическим путем.
Абразивное зерно, нанесенное
электростатическим путем – более
агрессивно и обладает лучшими
шлифовальными показателями, чем при
механическом нанесении.
9.
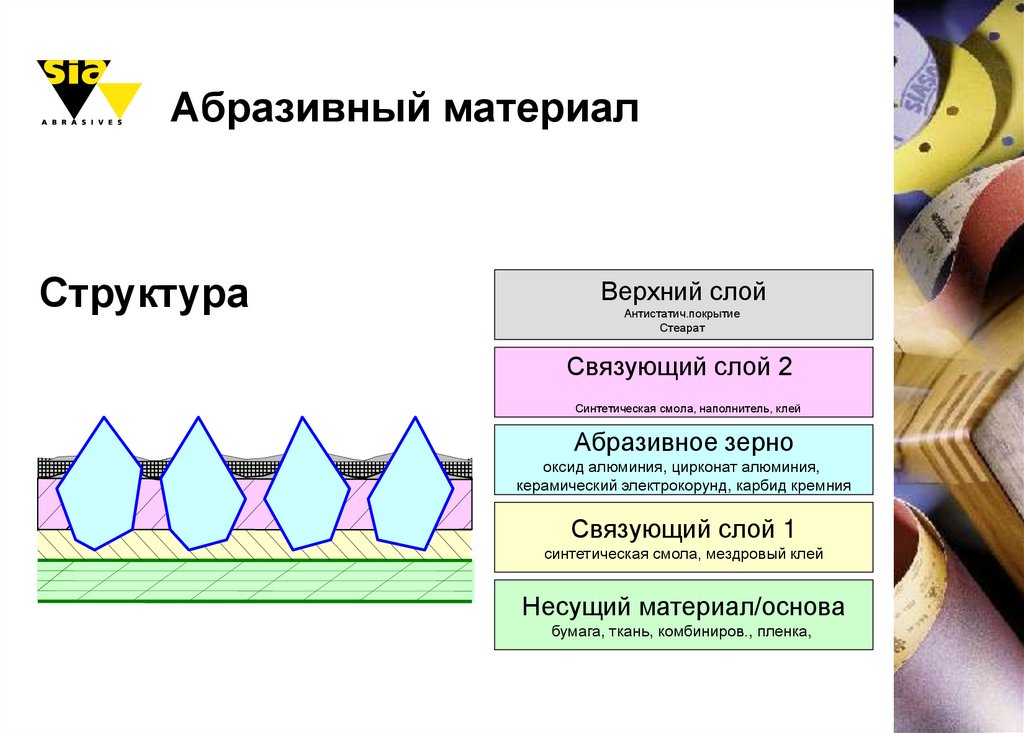
Абразивный материалСтруктура
Верхний слой
Антистатич.покрытие
Стеарат
Связующий слой 2
Синтетическая смола, наполнитель, клей
Абразивное зерно
оксид алюминия, цирконат алюминия,
керамический электрокорунд, карбид кремния
Связующий слой 1
синтетическая смола, мездровый клей
Несущий материал/основа
бумага, ткань, комбиниров., пленка,
10.
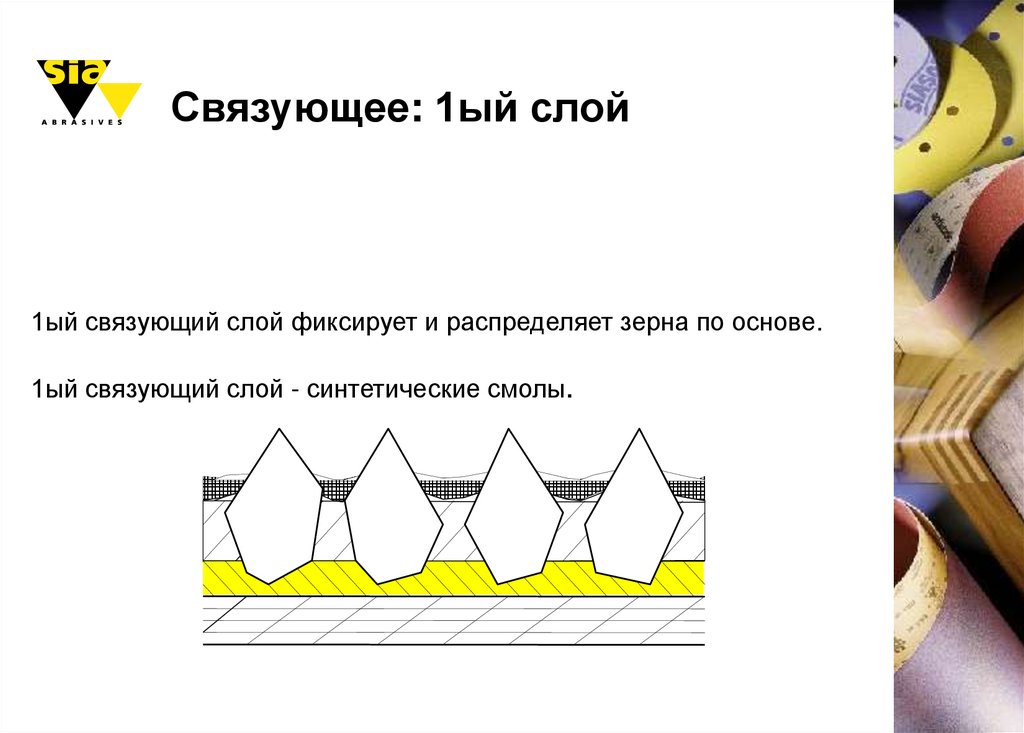
Связующее: 1ый слой1ый связующий слой фиксирует и распределяет зерна по основе.
1ый связующий слой - синтетические смолы.
11.
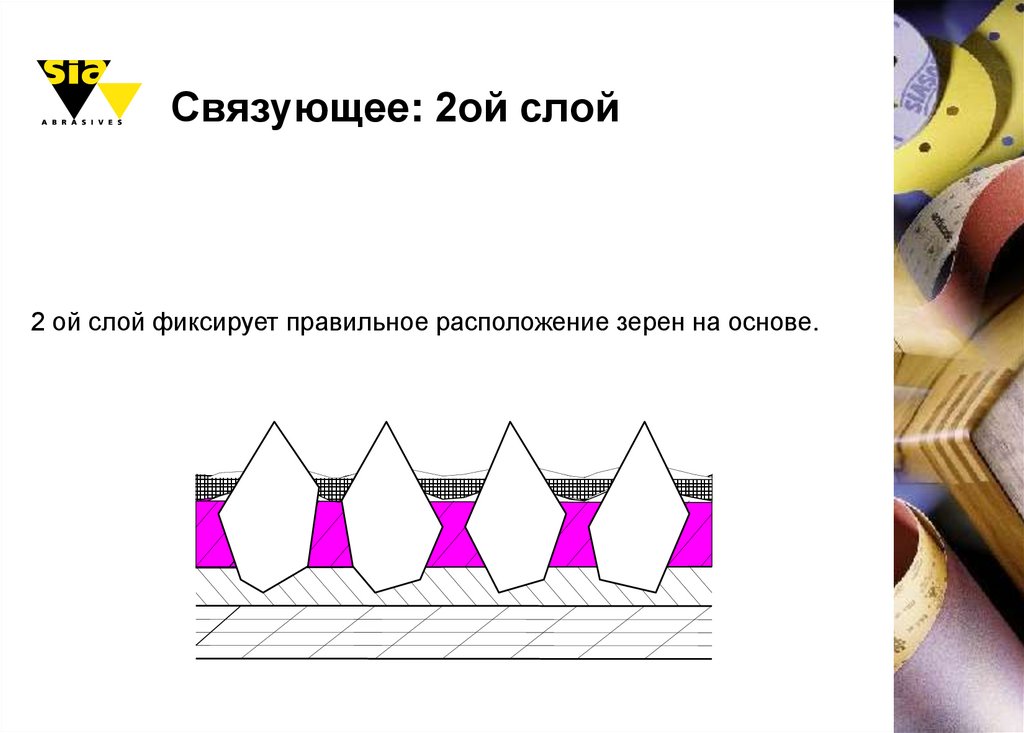
Связующее: 2ой слой2 ой слой фиксирует правильное расположение зерен на основе.
12.
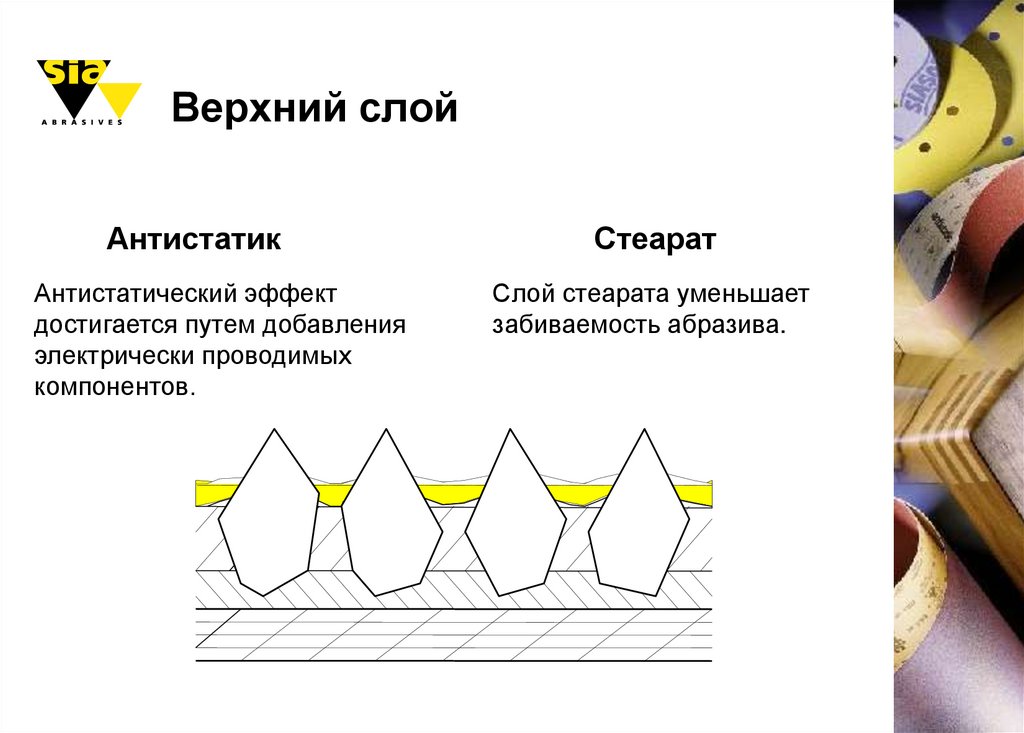
Верхний слойАнтистатик
Антистатический эффект
достигается путем добавления
электрически проводимых
компонентов.
Стеарат
Слой стеарата уменьшает
забиваемость абразива.
13.
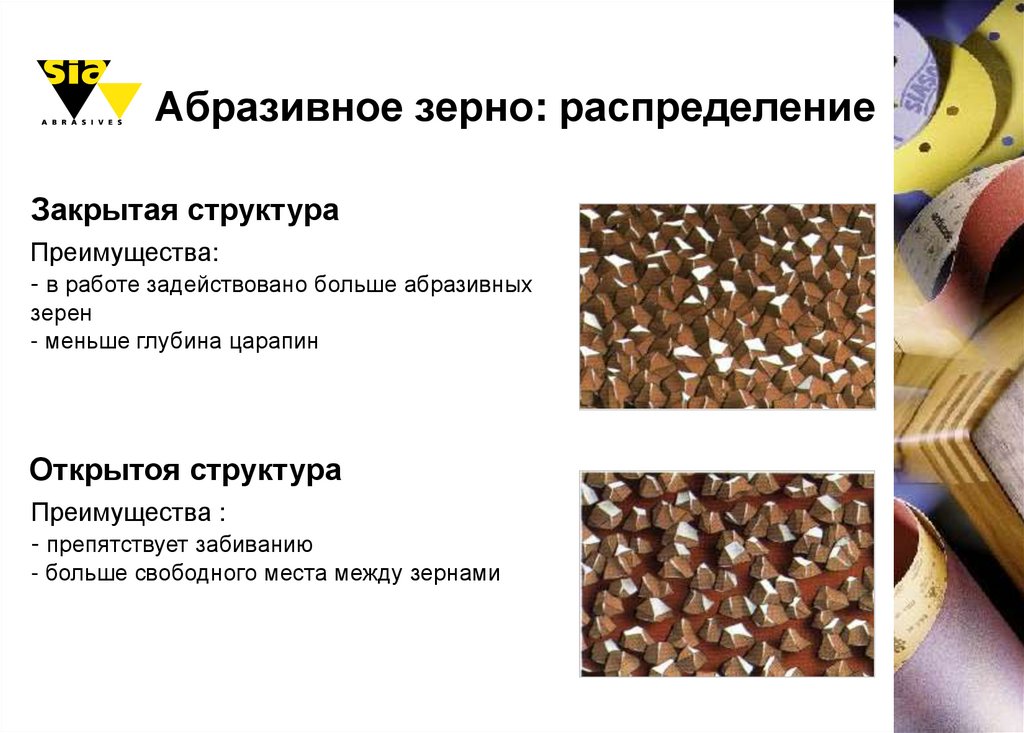
Абразивное зерно: распределениеЗакрытая структура
Преимущества:
- в работе задействовано больше абразивных
зерен
- меньше глубина царапин
Открытоя структура
Преимущества :
- препятствует забиванию
- больше свободного места между зернами
14.
Твердость (по шкале Мооса)Абразивное зерно
10
9.8
9.6
9.4
Белый оксид алюминия
Карбид кремния
9.2
Керамич.электрокорунд
Полухрупкий
оксид алюминия
9.0
8.8
Цирконат
алюминия
8.6
8.4
Коричневый оксид
алюминия
8.2
8.0
7.8
7.6
Корунд
Гранат
2.2
2.4
2.6
Хрупкость
2.8
3.0
3.2
15.
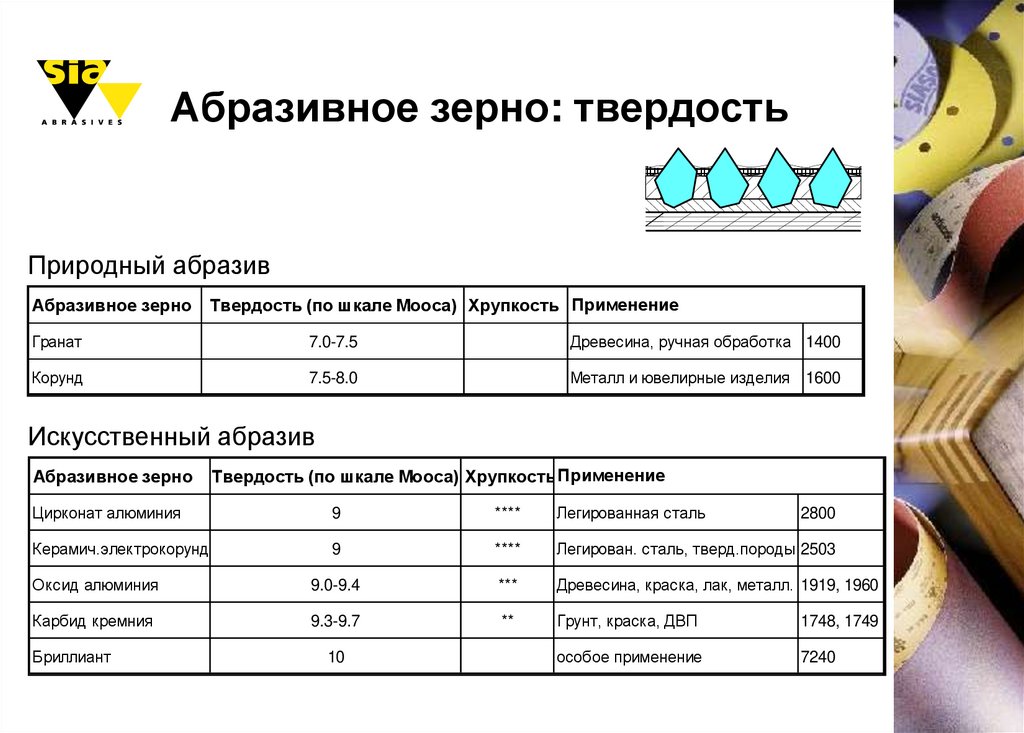
Абразивное зерно: твердостьПриродный абразив
Абразивное зерно
Твердость (по шкале Мооса) Хрупкость Применение
Гранат
7.0-7.5
Древесина, ручная обработка 1400
Корунд
7.5-8.0
Металл и ювелирные изделия 1600
Искусственный абразив
Абразивное зерно
Твердость (по шкале Мооса) Хрупкость Применение
Цирконат алюминия
9
****
Легированная сталь
Керамич.электрокорунд
9
****
Легирован. сталь, тверд.породы 2503
Оксид алюминия
9.0-9.4
***
Древесина, краска, лак, металл. 1919, 1960
Карбид кремния
9.3-9.7
**
Грунт, краска, ДВП
1748, 1749
особое применение
7240
Бриллиант
10
2800
16.
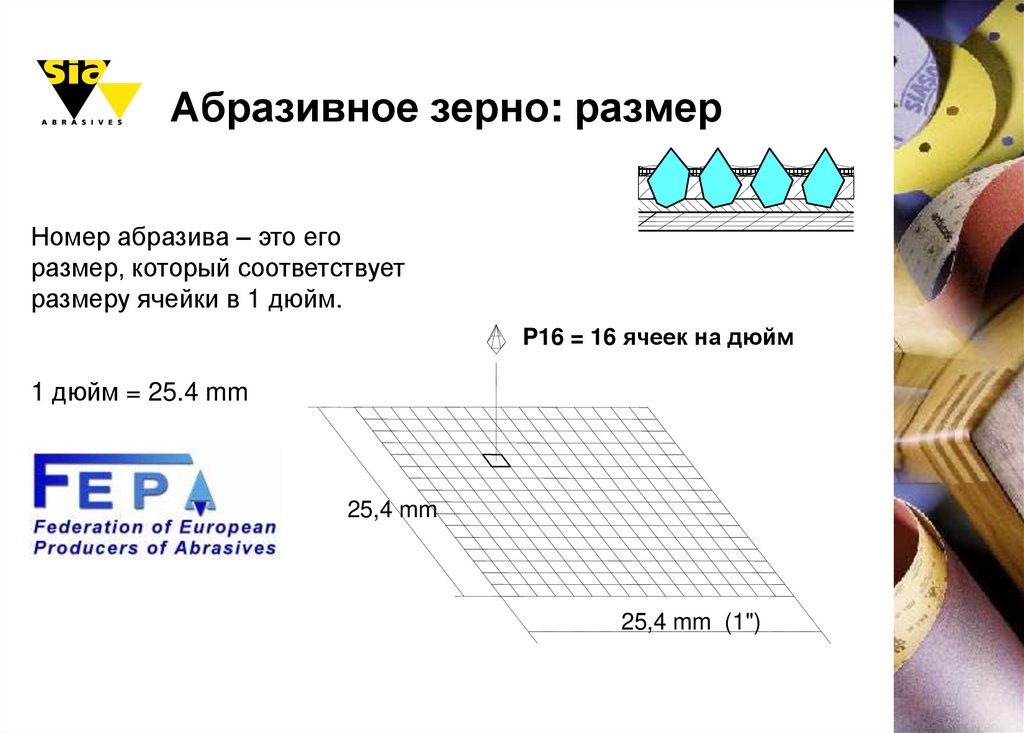
Абразивное зерно: размерНомер абразива – это его
размер, который соответствует
размеру ячейки в 1 дюйм.
P16 = 16 ячеек на дюйм
1 дюйм = 25.4 mm
25,4 mm
25,4 mm (1")
17.
Абразивное зерно: размерМалые зерна
Большие зерна
№ зерна
диаметр
№ зерна
диаметр
P
μm - 1/1000 mm
P
μm - 1/1000 mm
16
1324
240
58,5
20
1000
280
52,2
24
764
320
46,2
30
642
360
40,5
36
538
400
35,0
40
425
500
30,2
50
336
600
25,6
60
269
800
21,8
80
201
1000
18,3
100
162
1200
15,3
120
125
1500
12,6
150
100
2000
10,3
180
82
2500
8,4
220
68
18.
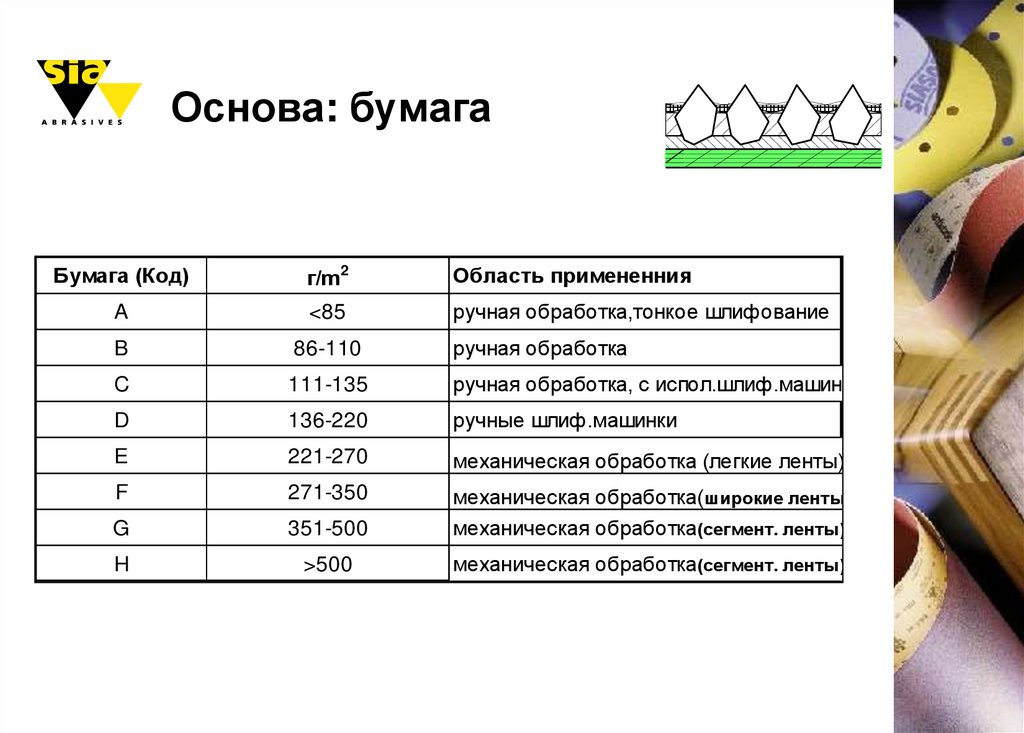
Основа: бумагаБумага (Код)
г/m2
Область примененния
A
<85
ручная обработка,тонкое шлифование
B
86-110
ручная обработка
C
111-135
ручная обработка, с испол.шлиф.машинок
D
136-220
ручные шлиф.машинки
E
221-270
механическая обработка (легкие ленты)
F
271-350
G
351-500
механическая обработка(широкие ленты)
механическая обработка(сегмент. ленты)
H
>500
механическая обработка(сегмент. ленты)
19.
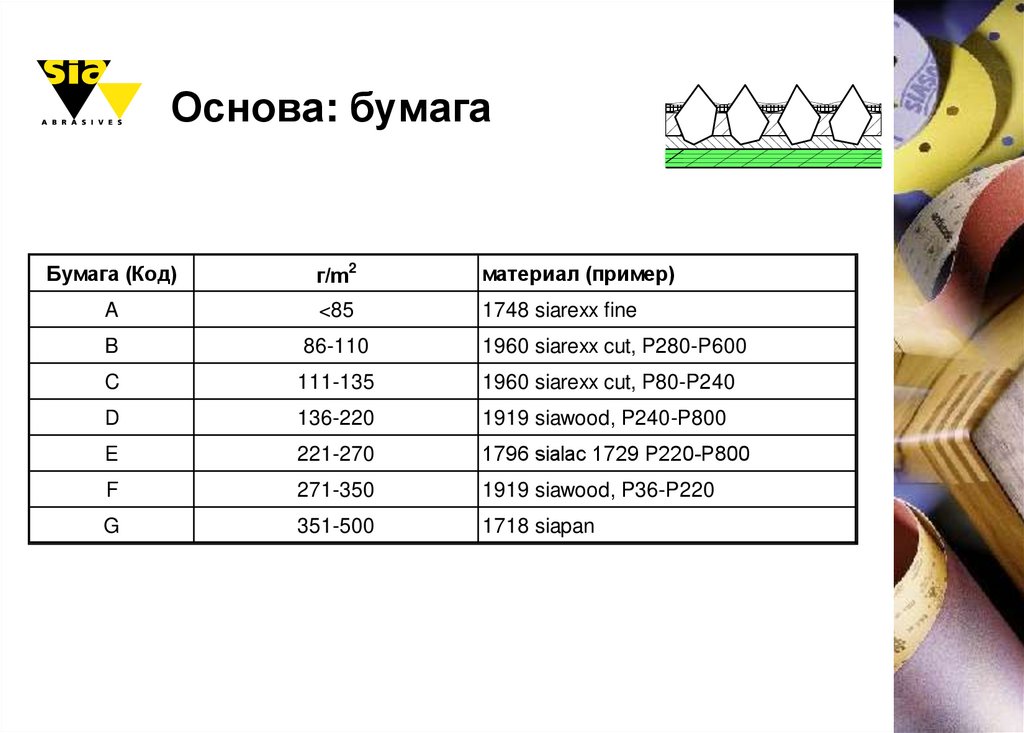
Основа: бумагаБумага (Код)
г/m2
материал (пример)
A
<85
1748 siarexx fine
B
86-110
1960 siarexx cut, P280-P600
C
111-135
1960 siarexx cut, P80-P240
D
136-220
1919 siawood, P240-P800
E
221-270
1796 sialac 1729 Р220-Р800
F
271-350
1919 siawood, P36-P220
G
351-500
1718 siapan
20.
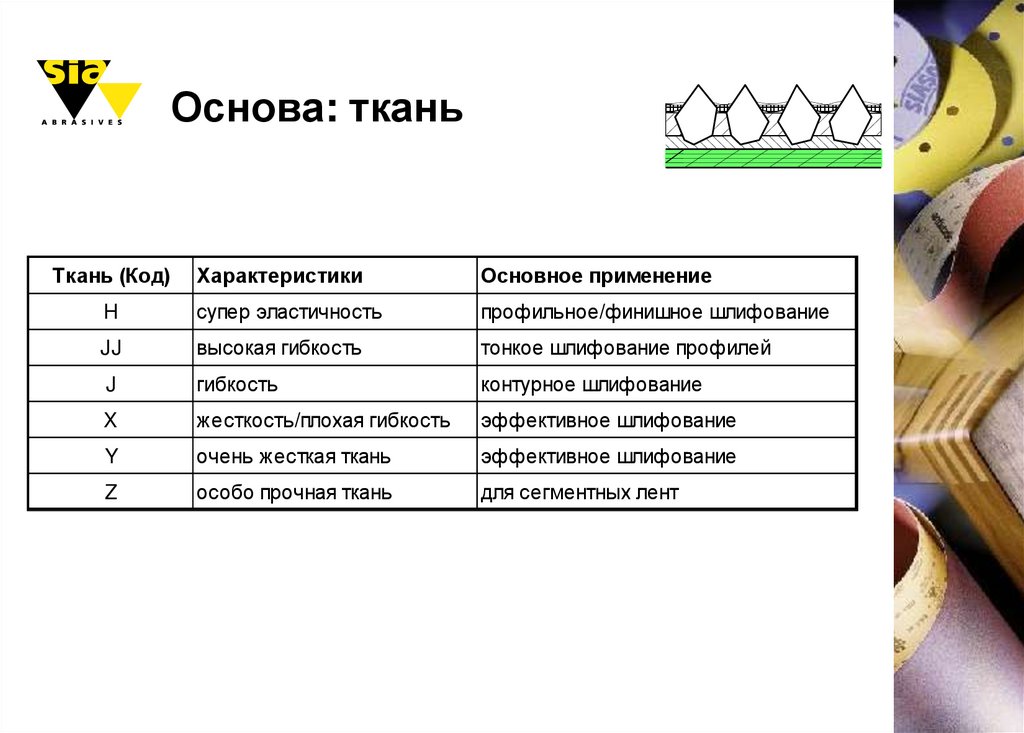
Основа: тканьТкань (Код)
Характеристики
Основное применение
H
супер эластичность
профильное/финишное шлифование
JJ
высокая гибкость
тонкое шлифование профилей
J
гибкость
контурное шлифование
X
жесткость/плохая гибкость
эффективное шлифование
Y
очень жесткая ткань
эффективное шлифование
Z
особо прочная ткань
для сегментных лент
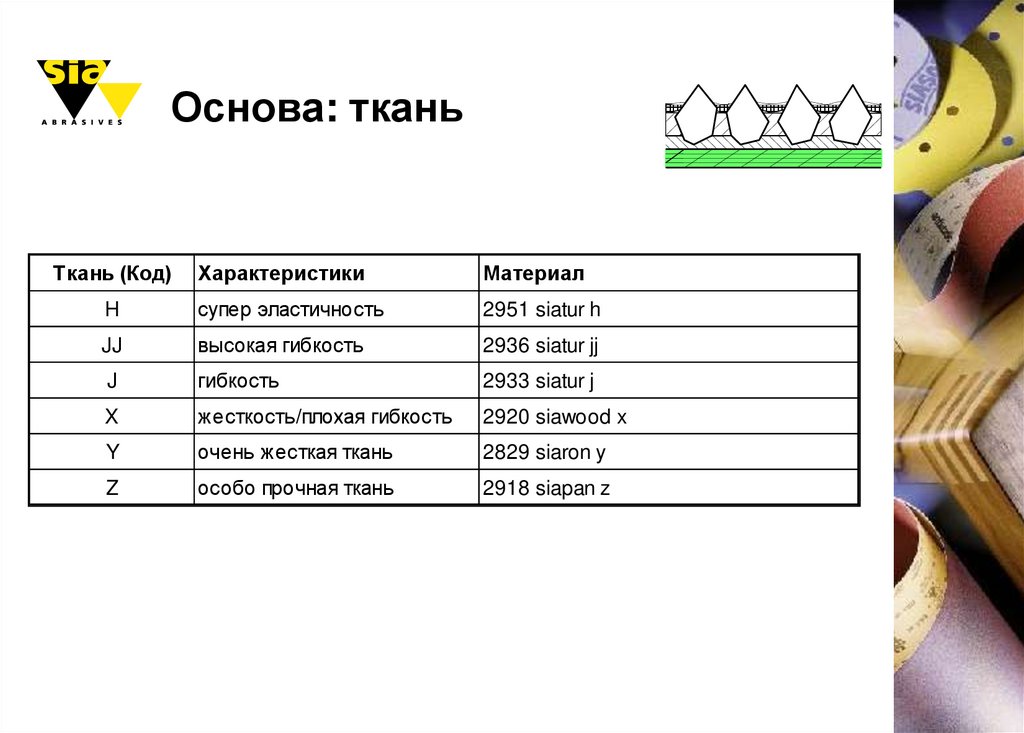
21.
Основа: тканьТкань (Код)
Характеристики
Материал
H
супер эластичность
2951 siatur h
JJ
высокая гибкость
2936 siatur jj
J
гибкость
2933 siatur j
X
жесткость/плохая гибкость
2920 siawood x
Y
очень жесткая ткань
2829 siaron y
Z
особо прочная ткань
2918 siapan z
22.
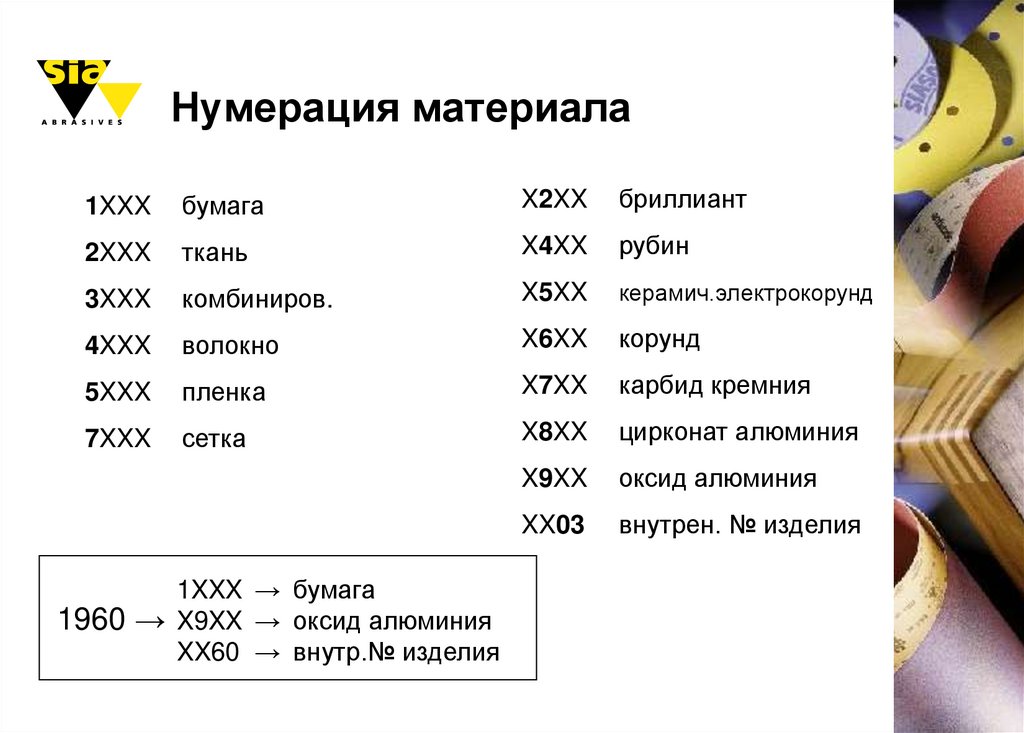
Нумерация материала1XXX
бумага
X2XX
бриллиант
2XXX
ткань
X4XX
рубин
3XXX
комбиниров.
X5XX
керамич.электрокорунд
4XXX
волокно
X6XX
корунд
5XXX
пленка
X7XX
карбид кремния
7XXX
сетка
X8XX
цирконат алюминия
X9XX
оксид алюминия
XX03
внутрен. № изделия
1XXX → бумага
1960 → X9XX → оксид алюминия
XX60 → внутр.№ изделия
23.
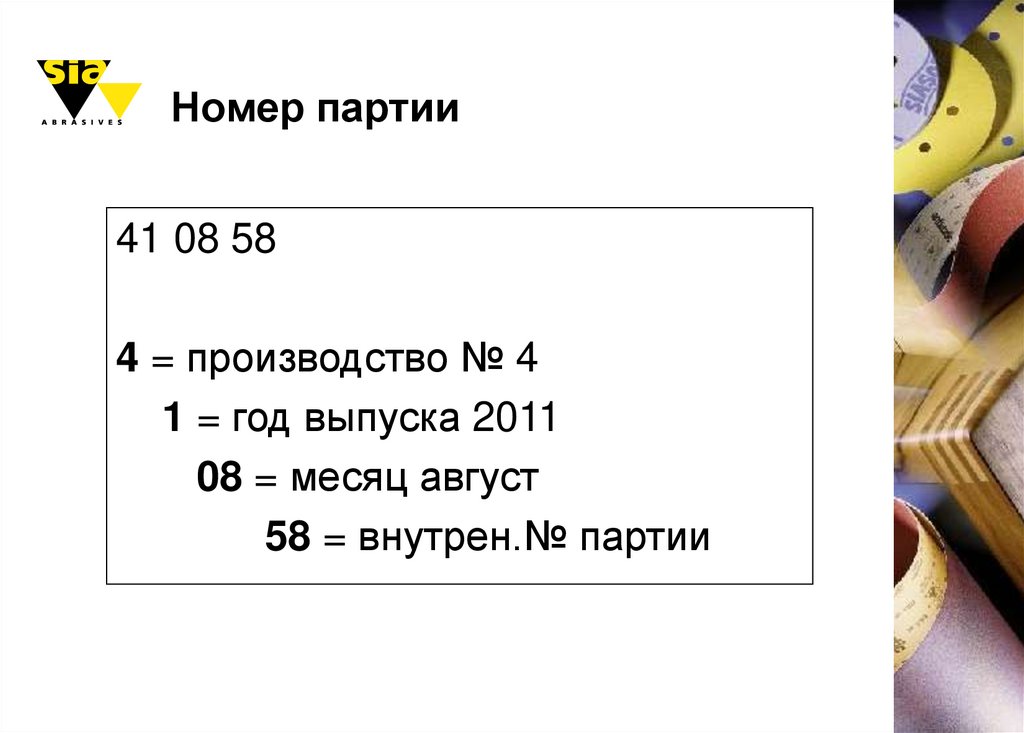
Номер партии41 08 58
4 = производство № 4
1 = год выпуска 2011
08 = месяц август
58 = внутрен.№ партии
24.
ХранениеПравильное хранение – это:
-оптимальные результаты при шлифовании
-гарантия срока службы абразивного материала
-высокая эффективность
-экономия денег
25.
Оптимальные условия хранения• -температура от 15-25 ºС (от 60 – 77 ºF)
• -влажность от 40-70%
• -абразивный материал хранится в
оригинальной упаковке
26.
ХранениеЗапрещается хранить
абразивный материал:
- непосредственно на полу
27.
ХранениеЗапрещается хранить
абразивный материал:
- у открытых окон
28.
ХранениеЗапрещается хранить
абразивный материал:
- близко к нагревательным
приборам
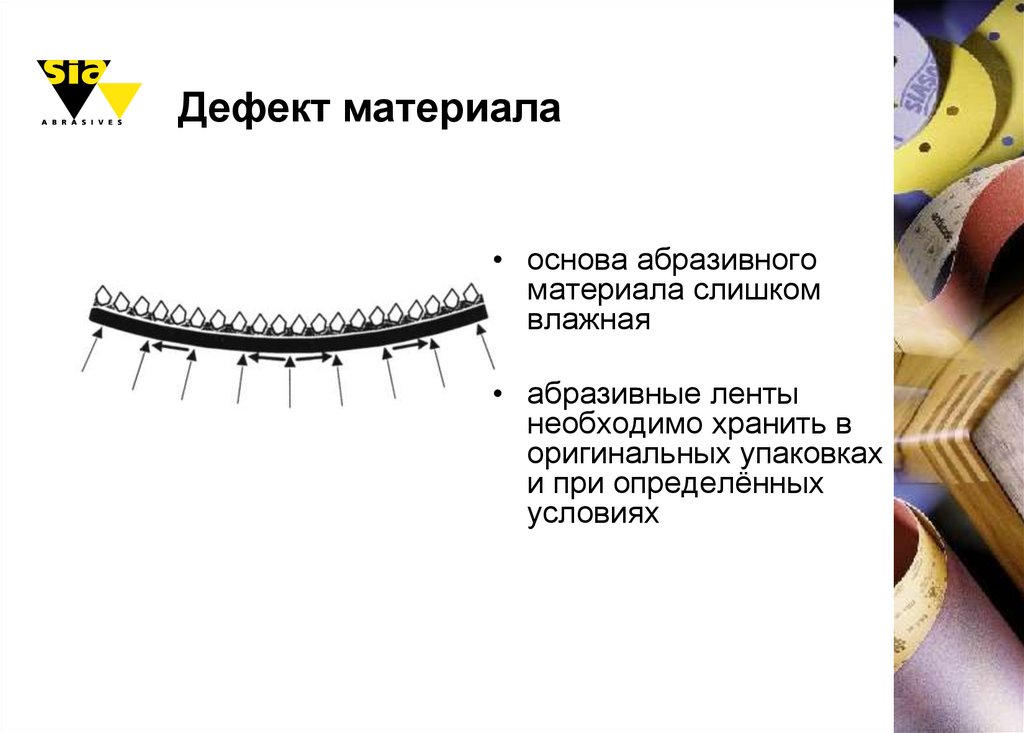
29.
Дефект материала• основа абразивного
материала слишком
влажная
• абразивные ленты
необходимо хранить в
оригинальных упаковках
и при определённых
условиях
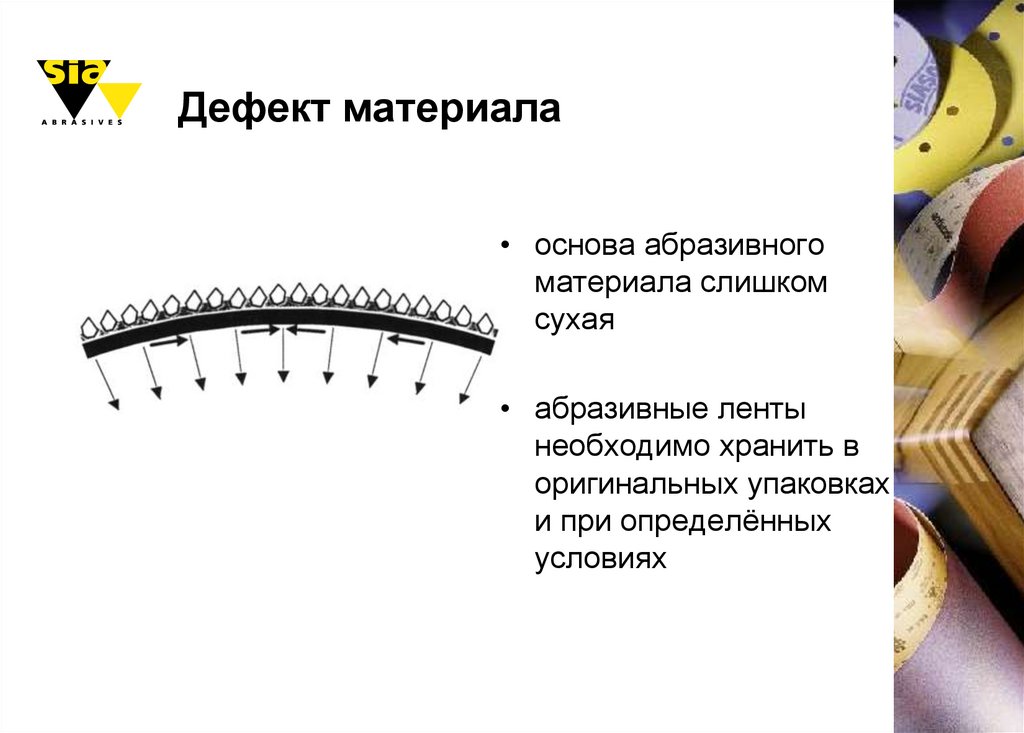
30.
Дефект материала• основа абразивного
материала слишком
сухая
• абразивные ленты
необходимо хранить в
оригинальных упаковках
и при определённых
условиях
31.
Сегмент деревообработкаСтандартные продукция
Круги
Полоски
Рулоны
Полигоны
Листы
Профильное шлифование
Абразивные ленты
Для ручного инструмента
Для узколенточных
станков
Для широколенточных
станков
Для профильного
шлифования
32.
Стандартные абразивные материалыКруги
Полоски
Рулоны
Полигоны
Листы
33.
1960 siarexx cut- Агрессивный и крепкий
- Превосходно подходит для
обработки толстого слоя грунта,
древесины и краски
полухрупкий оксид алюминия
- P40 - P600
- стеарат P80 - 600
- C бумага P40 - 100
- B бумага P120 - 600
34.
1950 siaspeed- Агрессивный и
производительный
- Универсальный подходит для
обработки толстого слоя грунта,
древесины и краски
полухрупкий оксид
алюминия/оксид алюминия
- K40 – K1500
- стеарат К80 - К600
- бумага К40 – К600
- плёнка К800 – К1500
35.
С-line- Стандартная производительность
- Универсальный. Подходит для
композиционных материалов,
лаков и древесных приложений
Оксид алюминия
- P40 – P600
- B бумага P40 - Р600
36.
1948 siaflex- Стандартная производительность
- Универсальный. Превосходно
подходит шлифования
профильных поверхностей
Закалённый оксид алюминия/оксид
алюминия
- P40 – P1500
- Латексная бумага, армированная
стекловолокном
37.
7900 sianetПодготовка поверхности перед
отделкой.
Промежуточное и тонкое
шлифование грунтовки и лака
Закалённый оксид алюминия
- P80 – P600
- Сетка
38.
7500 sianet- Вышлифовывание покрытий и
загрязнений
- Тонкое шлифование массивного
дерева, шпона, твердых
древесных материалов,
пластиков, грунтовки, гипса и
гипсокартона
- Керамический оксид алюминия
- К80 – К400
- Сетка
39.
7940 siaairМикротонкая шлифовка
Подготовка перед полированием
ПЭ и ПУ ЛКП
Белый оксид алюминия
- P240 – P4000
- Ткань с губкой
40.
Шлифовальные материалы siasoftШлифовальный материал
легко приспосабливается
к любому виду
поверхности.
1948 siaflex siasoft
1950 siaspeed siasoft
1748 siarexx fine siasoft
2951 siatur h siasoft
41.
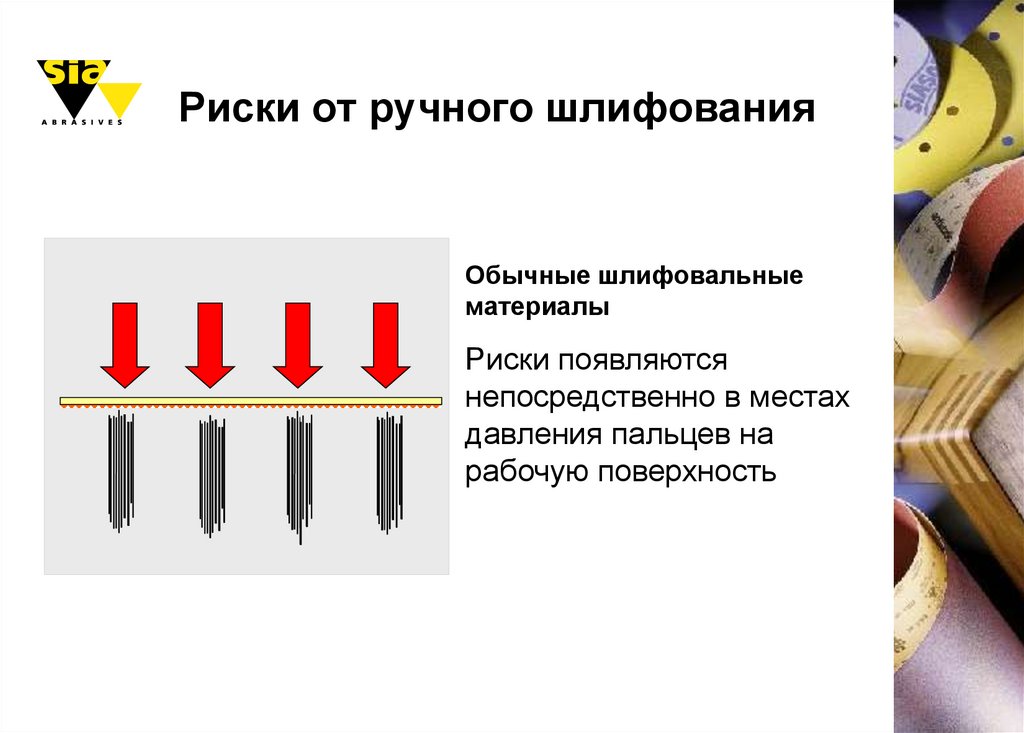
Риски от ручного шлифованияОбычные шлифовальные
материалы
Риски появляются
непосредственно в местах
давления пальцев на
рабочую поверхность
42.
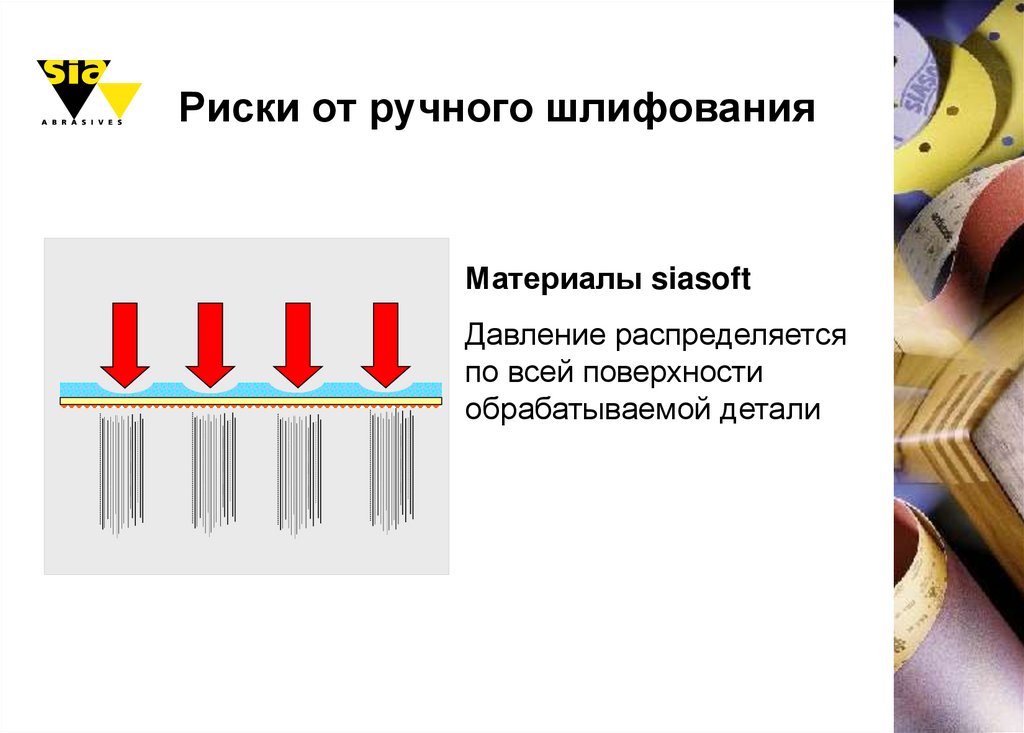
Риски от ручного шлифованияМатериалы siasoft
Давление распределяется
по всей поверхности
обрабатываемой детали
43.
Шлифование сегментными лентами44.
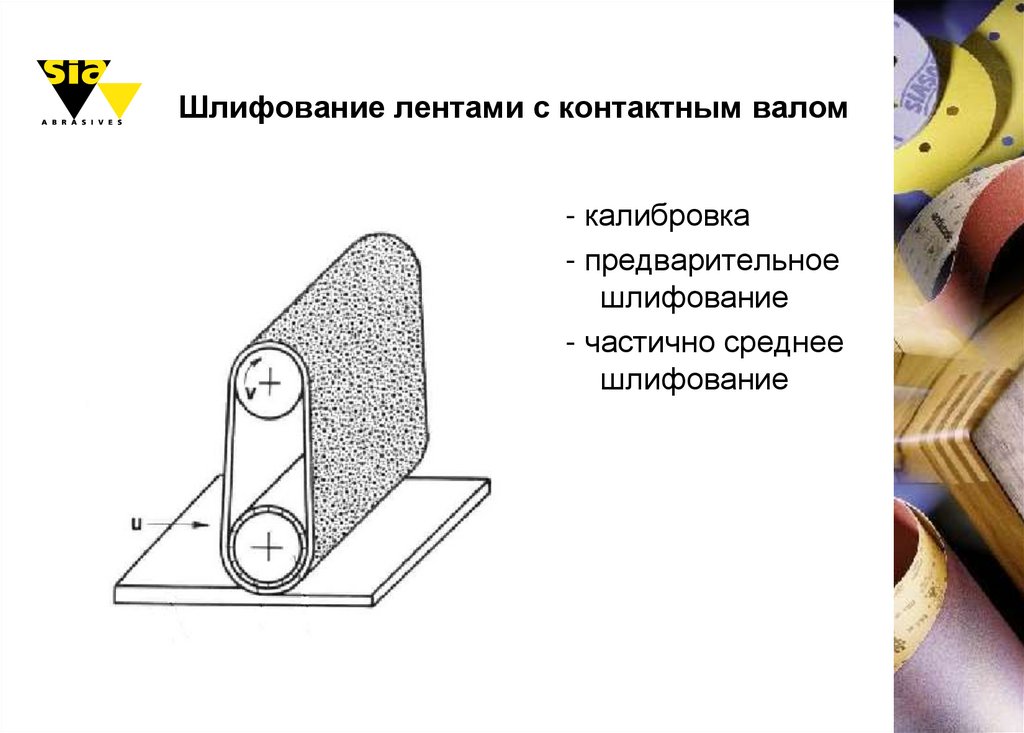
Шлифование лентами с контактным валом- калибровка
- предварительное
шлифование
- частично среднее
шлифование
45.
Шлифование лентами с контактным валом- жесткий контактный вал
- шлифование с использ.
жесткого абразивного
материала
- высокий съём материала
46.
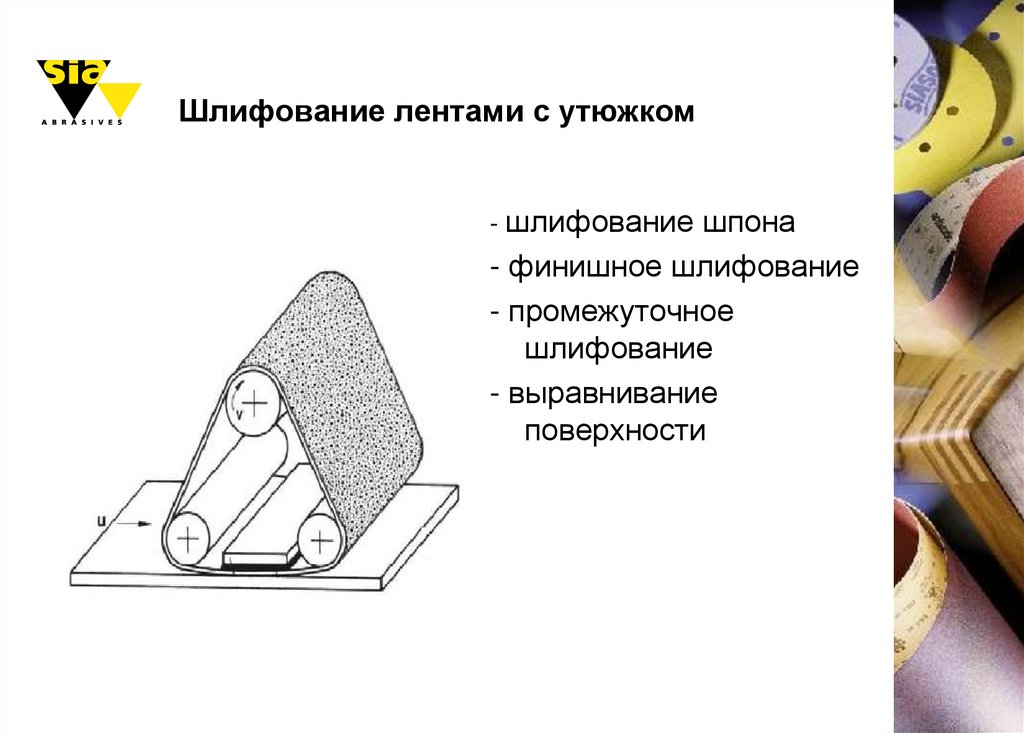
Шлифование лентами с утюжком- шлифование шпона
- финишное шлифование
- промежуточное
шлифование
- выравнивание
поверхности
47.
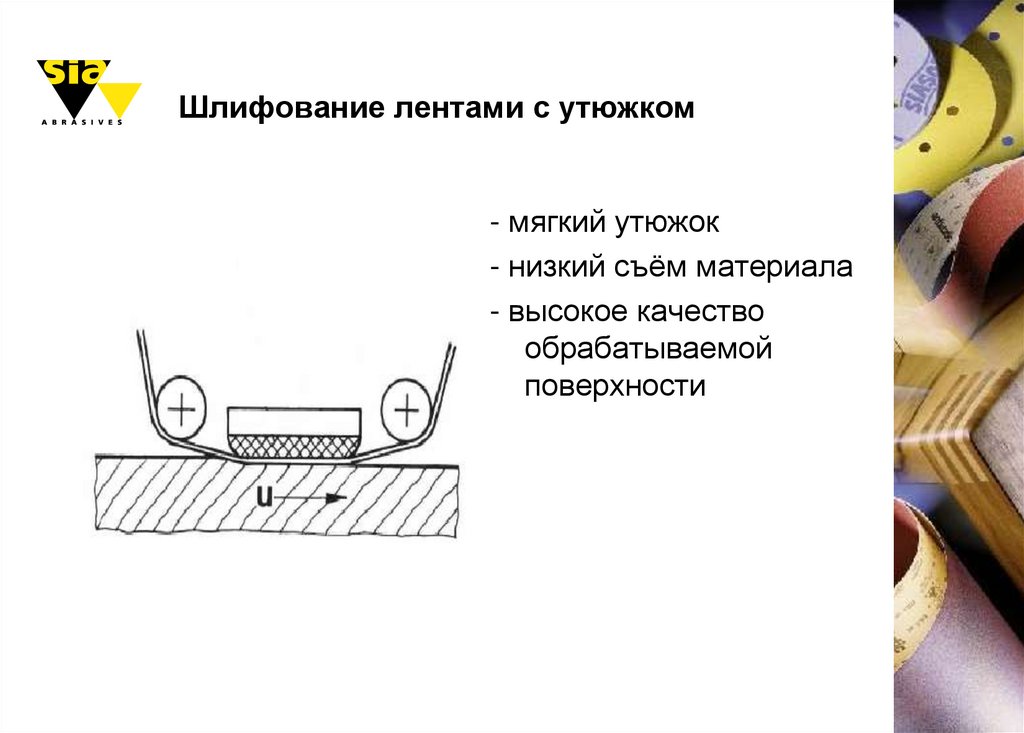
Шлифование лентами с утюжком- мягкий утюжок
- низкий съём материала
- высокое качество
обрабатываемой
поверхности
48.
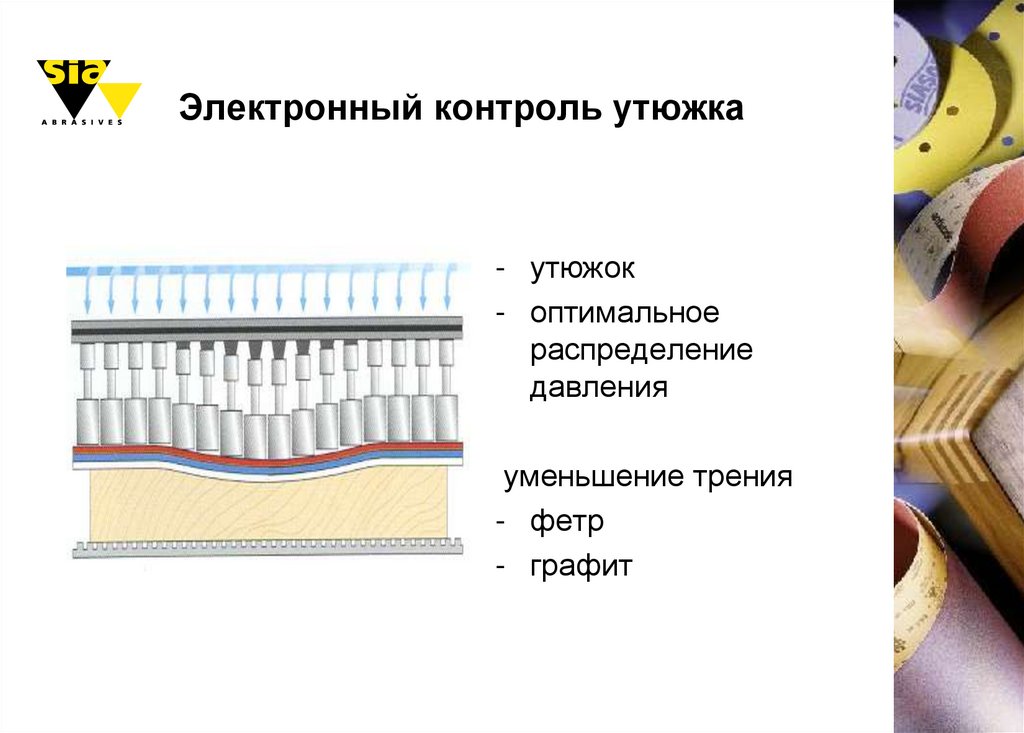
Электронный контроль утюжка- утюжок
- оптимальное
распределение
давления
уменьшение трения
- фетр
- графит
49.
Поперечное шлифованиелентами
- удаление клея и шпона
- удаление выступающих
деревянных волокон
- шлифование поперек
направления профиля
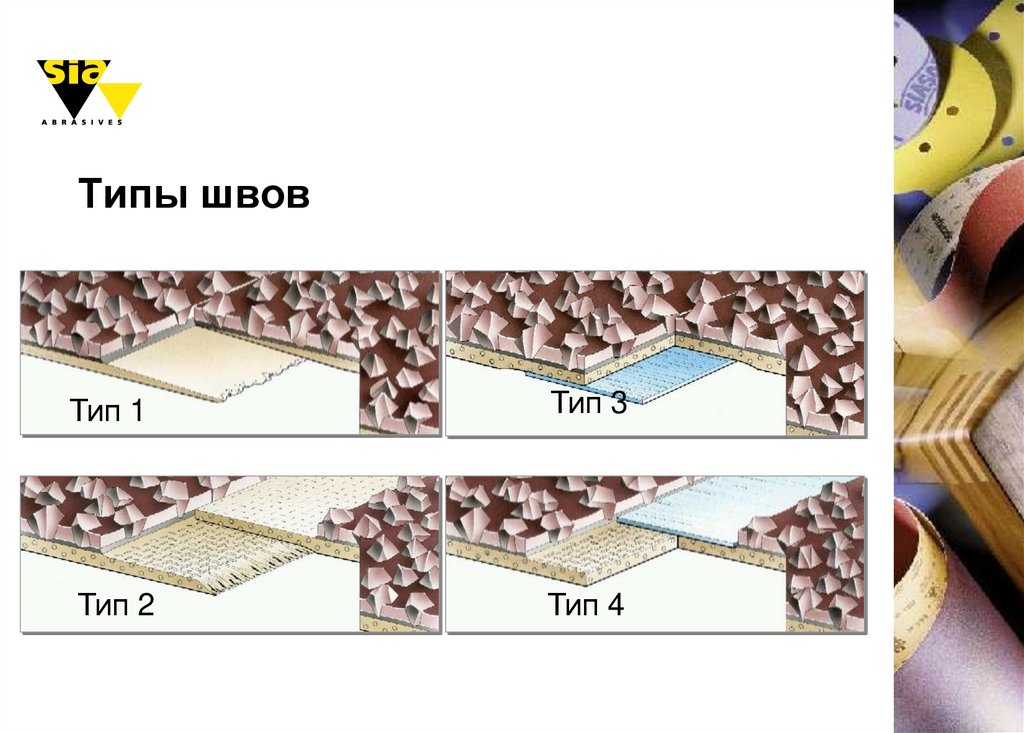
50.
Типы швовТип 1
Тип 3
Тип 2
Тип 4
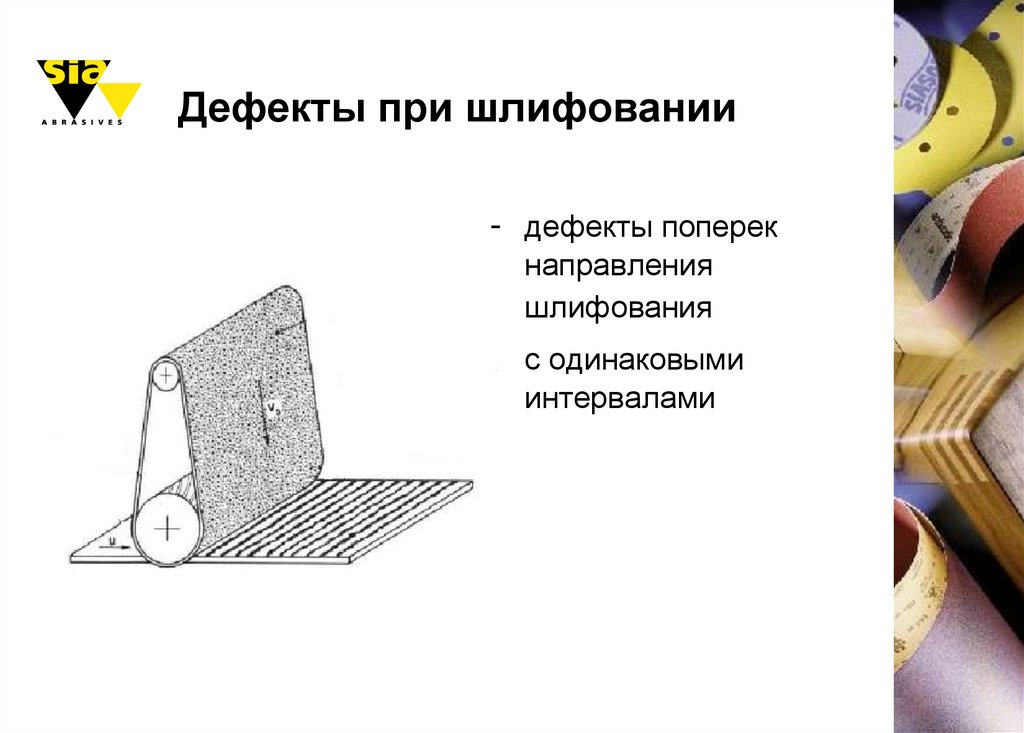
51.
Дефекты при шлифовании- дефекты поперек
направления
шлифования
- с одинаковыми
интервалами
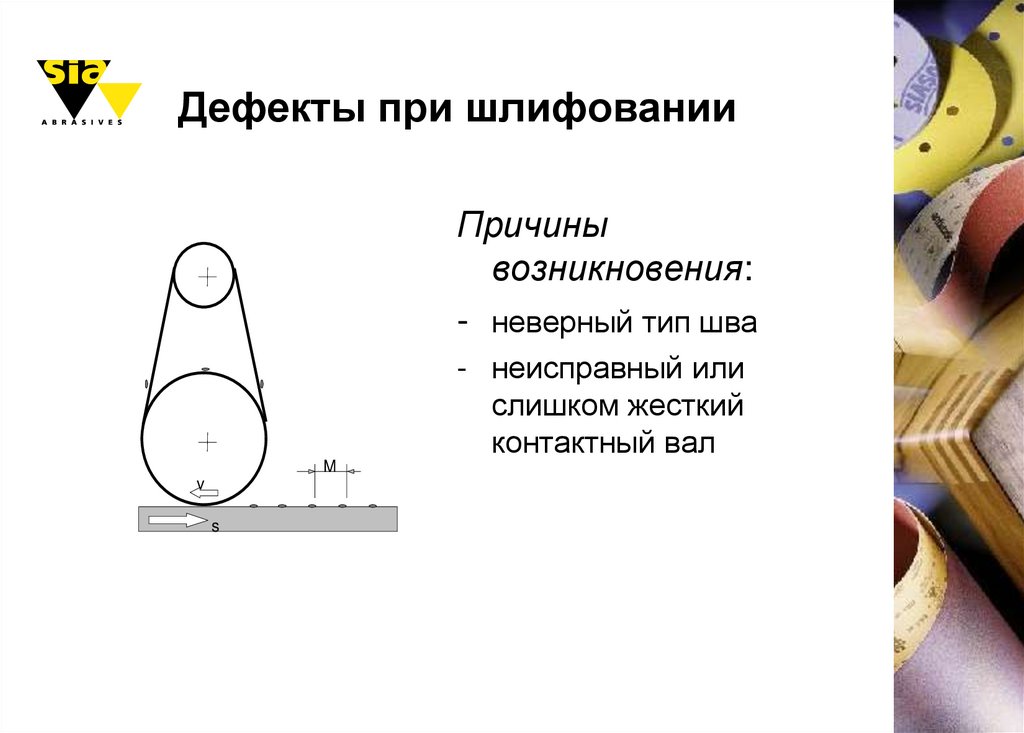
52.
Дефекты при шлифованииПричины
возникновения:
- неверный тип шва
- неисправный или
слишком жесткий
контактный вал
M
v
s
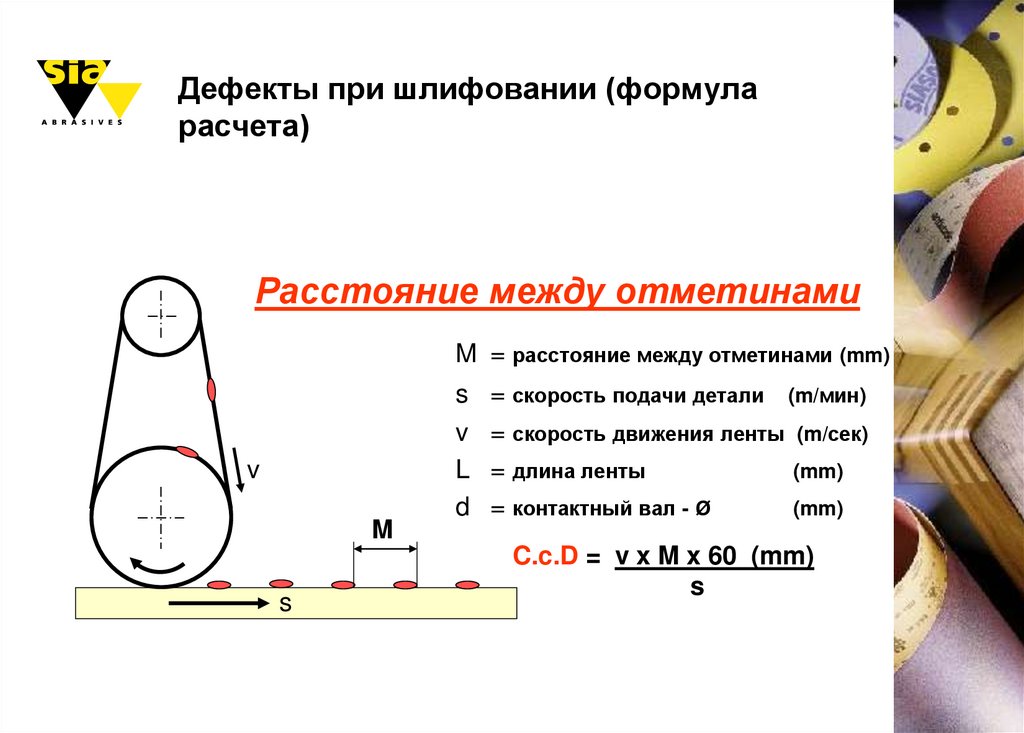
53.
Дефекты при шлифовании (формуларасчета)
Расстояние между отметинами
M = расстояние между отметинами (mm)
v
M
s
s
v
L
d
= скорость подачи детали (m/мин)
= скорость движения ленты (m/сек)
= длина ленты
(mm)
= контактный вал - Ø
(mm)
C.c.D = v x M x 60 (mm)
s
54.
Волнистые полосыПричины:
- слишком большой
подъем шлифовального
агрегата над деталью
- вибрация
шлифовальной ленты
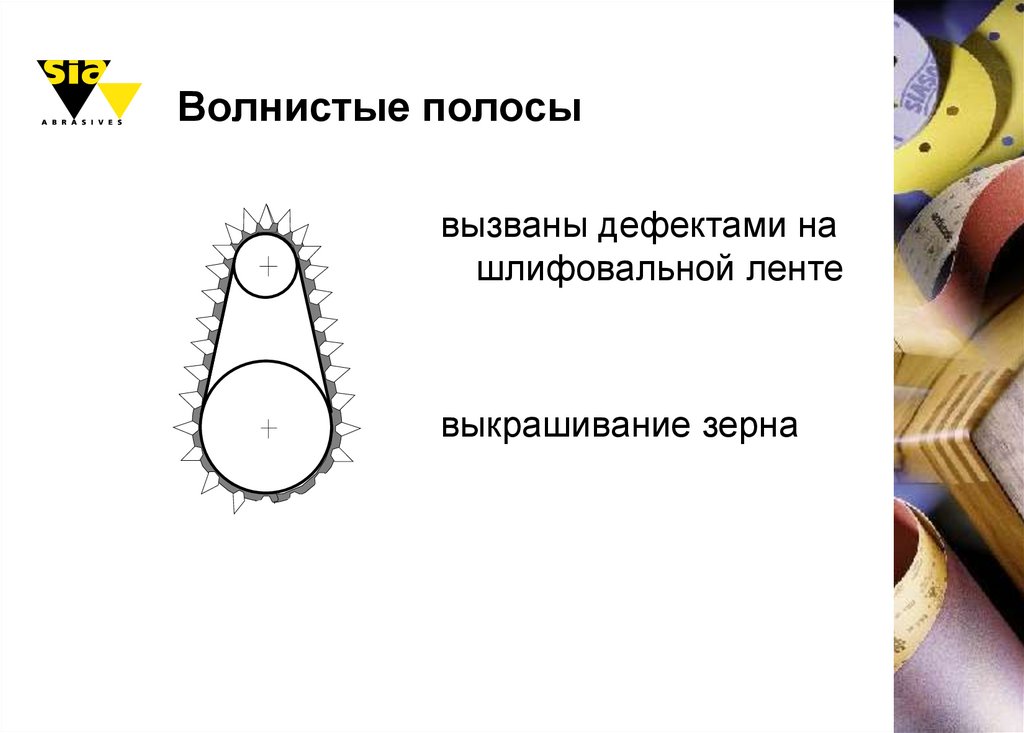
55.
Волнистые полосывызваны дефектами на
шлифовальной ленте
выкрашивание зерна
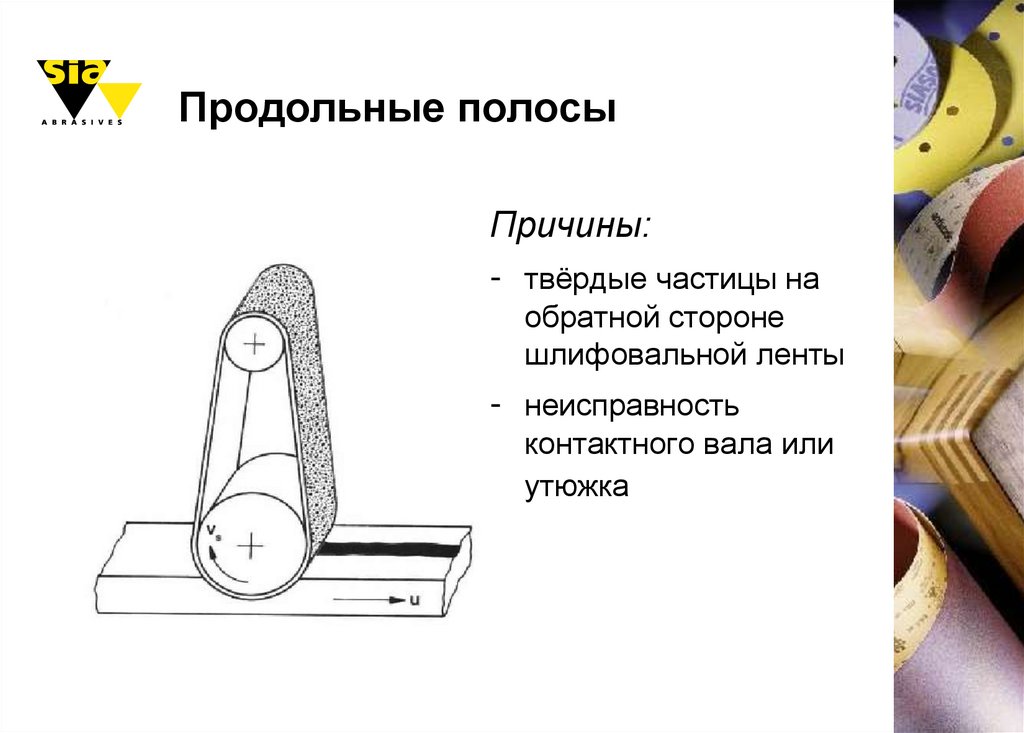
56.
Продольные полосыПричины:
- твёрдые частицы на
обратной стороне
шлифовальной ленты
- неисправность
контактного вала или
утюжка
57.
Широкие ленты для предварительнойподготовки поверхности
• 1919+ siawood P36 - 220
все материалы (дерево /
лак)
• 1909 siawood P60 - 220
универсальная серия
• 1920 siawood P60 - 220
твердые породы
• 1939 siawood P60 - 220
смолянистые породы
• 1749 siaral
P36 - 400
МДФ, ДСП
58.
Широкие ленты для промежуточного шлифования• 1919 siawood P240 - 800
по лаку и грунту
• 1909 siawood P240 - 400
по лаку и грунту
• 1920 siawood P240 – 400
не засаливающиеся
грунты
• 1729 sialac P220 - 800
АК, ПУ, УФ лаки и грунты
• 1796 sialac P220 - 800
УФ лаки и грунты
59.
Длинные ленты / поперечное шлифование• 1919+ siawood
все материалы (дерево /
лак)
TopTec
• 1909 siawood
все материалы
(дерево / лак)
• 1920 siawood
TopTec
TopTec
твердые породы
• 2920 siawood
твердые породы
60.
Шлифование торцов и кромок• 1919+ siawood
все материалы
• 2920 siawood
твердые породы
TopTec
TopTec
61.
Ручные шлифовальные машинки• 2920 siawood
твердые породы
древесины, мягкие породы
62.
Скорость подачиКалибровка
7 - 10 m/min
Финишное шлифование
10 - 15 m/min
Профильное шлифование 8 - 10 m/min
63.
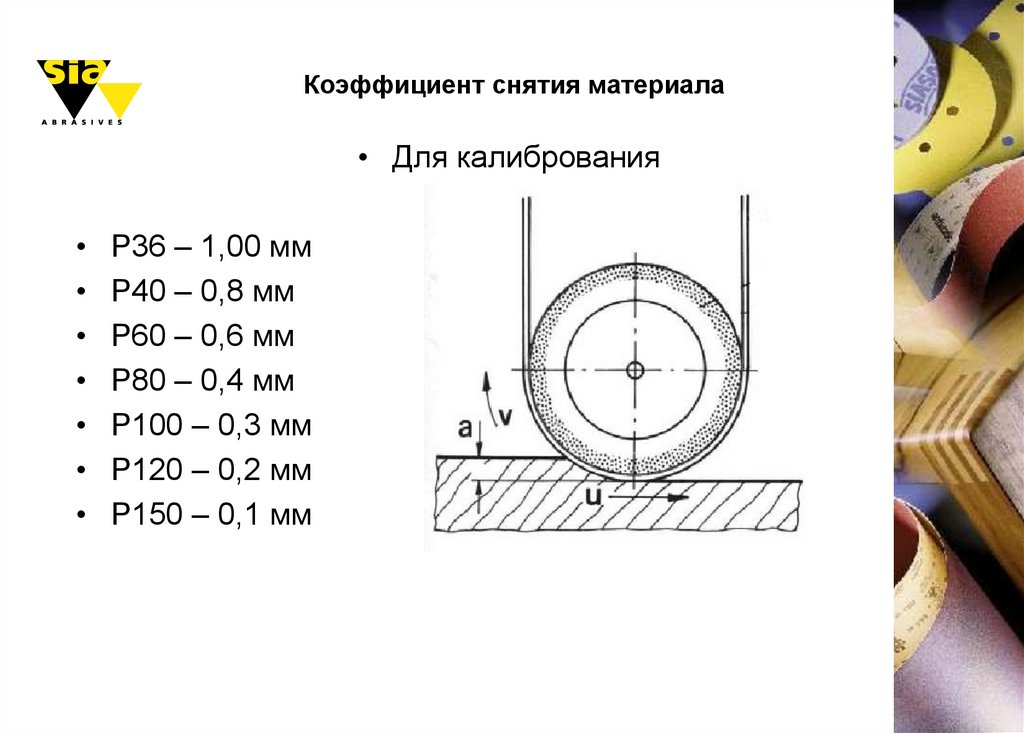
Коэффициент снятия материала• Для калибрования
Р36 – 1,00 мм
Р40 – 0,8 мм
Р60 – 0,6 мм
Р80 – 0,4 мм
Р100 – 0,3 мм
Р120 – 0,2 мм
Р150 – 0,1 мм
64.
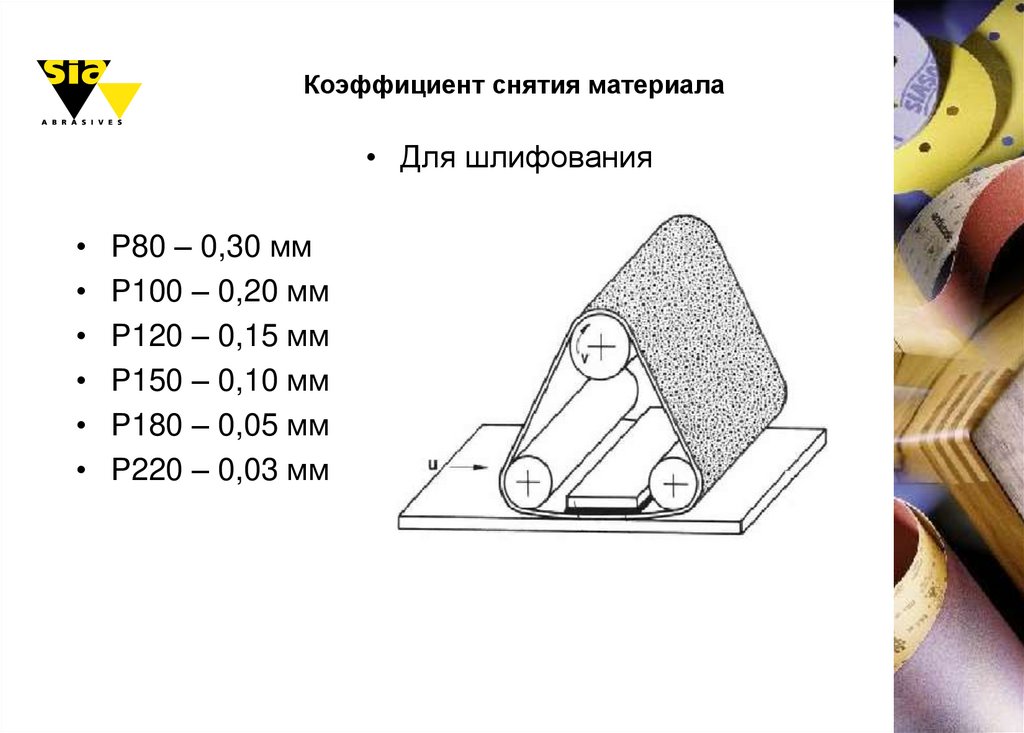
Коэффициент снятия материала• Для шлифования
Р80 – 0,30 мм
Р100 – 0,20 мм
Р120 – 0,15 мм
Р150 – 0,10 мм
Р180 – 0,05 мм
Р220 – 0,03 мм